

来源:网络转载更新时间:2020-09-02 09:31:33点击次数:5782次
0引言
称重变送控制器集称量显示、控制和重量信号变送于一体,广泛应用于各种称重、测力、配料和称量数据采集的场合。称重变送控制器仪表的形式多种多样,各个型号版本众多,但其功能和结构基本趋同,以唐钢一钢轧厂转炉车间的YH3120变送控制器为例,总结和分析仪表结构原理和功能应用。
1工作原理和结构
变送控制器以一体化单片微电脑为核心、标定、设定等工作参数采用E2PROM保存。由传感器输出的重量信号经数据放大器放大,二阶低通有源滤波器处理后、送高精度A/D转换器转换成数字量、微电脑将该转换值读入处理器后经标定运算、分4路进行输出和控制(图1)。
2仪表键功能说明
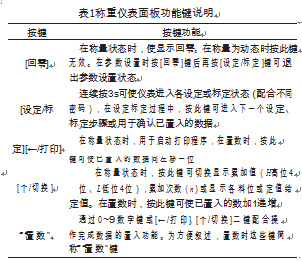
称重仪表面板上设置了以下功能键,其功能说明见表1。
3安装与接线
3.1仪表与称重传感器连接
连接前先通过计算确定传感器量程是否与仪表相配,计算时先必须已知:①秤的量程(t);②固定载荷(秤的自重,t);③选用传感器个数;④传感器灵敏系数(mV/V);⑤传感器量程(t)。
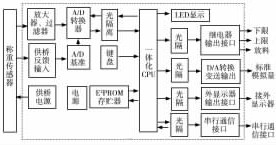
图1工作原理
按下列公式计算传感器在满秤量时的有效输出电压(即输入仪表称重信号电压,V)。
有效输出电压=[固定载荷+秤的量程]×传感器灵敏系数×激励电压(/传感器量程×传感器个数)。
3.2现场布线技术要求
(1)仪表与多个传感器并联使用时,建议使用补偿接线盒,以便在对管屏和单管设计时,也要确保其公差达到设计的要求标准。尤其是受热面管更是要达到一定的质量,确保使用过程中能够完整的发挥受热面管的正常性能。
3.4零部件标准化设计
锅炉是由多种零部件共同构成,具有较为复杂工艺的热能动力设备[4]。由于使用零部件较多,因此在实际设计的过程中,设计人员需要更加严谨的处理各个零部件之间的关系,确保每一个部件都能达到标准化生产。标准化生产有助于实现锅炉质量的统一,从而进一步提高锅炉生产质量。对此必须严加规范锅炉各零部件的性能、尺寸及型号。只有这样才能为锅炉可靠性设计提供有利的依据。
调整因传感器灵敏度不一致引起的误差。
(1)传感器与补偿接线盒连线距离建议≤10m,补偿接线盒与仪表应采用专用屏蔽电缆,并以6线制形式连接。连线距离建议≤80m,否则将影响计量准确度及稳定性。
(2)由传感器到仪表及由仪表输出的标准模拟信号线应选用屏蔽电缆,屏蔽电缆的屏蔽层应在仪表一端单端接地。屏蔽电缆不能与动力电源线布置在同一走线槽内,应采用单独的金属穿线管走线。信号电缆最好不要与动力电源线平行布线,若必须平行布线,两者应保持>200mm的间隔。
(3)仪表变送输出:电流信号接口与终端显示器连线距离建议不要超过200m;电压信号≤50m。
(4)仪表不要与其他强电设备共地,不得以零线代替地线。接地电阻应<4Ω,接地线应用>2mm2铜线,距离越短越好。
3.3传感器插座接线(图2、图3)
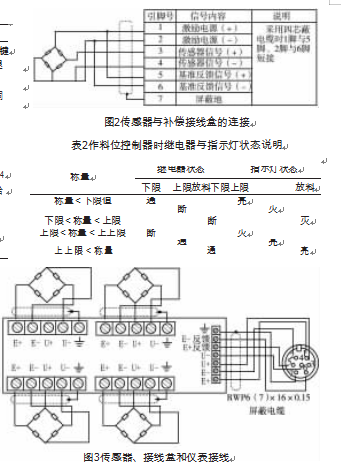
其中,接线盒可连接2~4个称重传感器。
4控制模式功能
仪表通过设置控制模式选择项CF内容,可选择料位秤、配料秤、定值秤和减量秤4种控制模式,它们的工作过程如下。
4.1料位秤模式
在控制模式选择项CF=0时,仪表以料位秤模式进行控制,料位秤控制的工作过程如图4所示。作料位控制时继电器指示灯状态如表2所示。
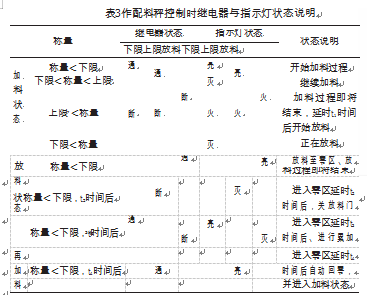
4.2配料秤模式
当控制模式选择项CF=1,仪表以配料秤模式进行控制,其工作过程如图5所示。作配料秤控制时,继电器、指示灯输出状态如表3所示。其中,表中上限*=上限-提前。
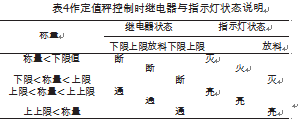
4.3定值秤模式
当控制模式选择项CF=2时,仪表以定值秤模式进行控制其工作过程如图6所示。作定值秤控制时继电器,指示灯状态如表4所示。
4.4减量秤模式
当控制模式选择项CF=3时,仪表以减量秤模式进行控制,
减量秤控制的工作过程如图7所示。
T1阶段:输出补料讯号,当称量超过上限时,关断补料信号
![]()
图4料位秤工作过程
(上限继电器)主显示器显示实际重量。
T2阶段:等待启动讯号号,启动后放料继电器吸合,主显示器显示为零。
T3阶段:放料时间,主显示器显示放料值,当显示值≥(放料设
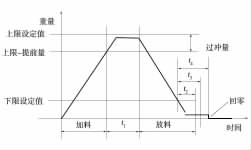
图5配料工作过程图
定值-提前量)时,放料继电器断开。
T4阶段:先延时t3设置时间后进行放料累加,并重新计算提前量,然后等待二次放料。
T5阶段:第二次放料过程,主显示器从零开始显示放料值,当显示值≥(放料设定值-提前量)时,放料继电器断开。
T6阶段:先延时t3时间进行放料累加,并计算新提前量,再判别料量是否小于下限值,如小于下限值,执行补料过程。
T7阶段:输出补料信号(上限续电器通),当称量超过上限时,关断补料信号。主显示器显示实际重量。
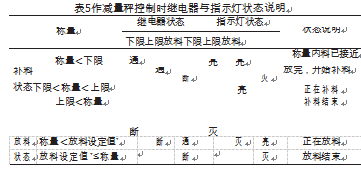
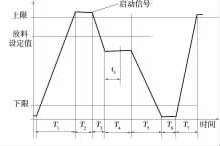
图7减量称工作过程
作减量秤控制时继电器指示灯状态如表5所示。
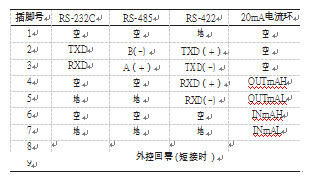
5串行通讯使用
仪表串行通信接口可选择RS-232C,RS-485,RS-422或20mA电流环4种,其接线方法如表6所示。
表64种串行通信接口的接线方法
6故障与修理
(1)开机后数码管不亮,一般是供电不正常引起的,先检查交流供电电源,仪表电源要求AC(220-33)V,50Hz。电源正常后,有传感器激励电压输出而显示器无显示,则表明电源板上的聚合开关自动断开。检查内部电路故障原因并排除,一旦故障排除,聚合开关会自动恢复接通,仪表内部每路电源正常后,仍出现不显示或“En”,表明主机板可能已损坏。
(2)开机后,显示器一直显示“En”表明微机部份正常工作,主要是A/D转换器工作不正常,如传感器信号极性相反、开路或短路、激励电源输出短路等,待极性正常或故障排除后,仪表自动启动A/D转换器。
(3)开机后,显示器显示“En”后无显示,表明某只按键已短路损坏。
(4)连接电缆线接触不好、绝缘电阻下降都会引起跳字现象。此时拨下传感器,可用万用表测量导通电阻,并用500型兆欧表检查信号线与屏蔽线,信号线与大地间的绝缘阻抗一般应>500MΩ。
文章来源于网络转载,侵删
 ×
×



