

来源:网络转载更新时间:2020-08-25 09:14:57点击次数:8309次
业中针对单独商品(如糖块、槟榔等)的封袋、装袋全过程,传统式的方式 是单独商品装进条码后自立袋密封装包全部全过程,均由人力实际操作进行,为了更好地融入智能化的大规模生产并且必须对其开展记数、包裝,就务必设生产流水线。
近些年,在我国食品类制造业高速运行发展趋势,工业生产的发展趋势终将推动食品类武器装备的发展趋势。食品类武器装备某领域的持续发展趋势与发展为食品产业的发展趋势出示物质条件和技术性确保,促进食品产业的技术性发展,在食品产业的发展趋势中起着至关重要的功效。食品类行页生
生产线将愈来愈广泛,单机版商品可能渐渐地淘汰,将自动化生产与食品包装材料机械设备紧密结合,提升机电一体化、控制模块一体化,促进在我国食品类武器装备领域自动化技术水平向国际性水准发展趋势[1]。
在对槟榔包装步骤开展剖析的基本上,设计方案一条考虑技术标准的食品包装材料自动化生产线。依据技术标准设计方案了槟榔包装整体构造计划方案,并对生产流水线的重要零部件开展了设计方案剖析。在剖析槟榔包装自动化生产线的操纵规定前提条件下,选用PLC和触摸显示屏设计方案了食品包装材料自动化生产线的自动控制系统,完成自动控制系统数据可视化实际操作。历经当场生产制造说明:槟榔包装自动化生产线得到优良的经济收益,具备宽阔的行业前景,非常值得应用推广。
1更新改造前后左右生产流水线的生产流程
由图1能够看得出,槟榔包装生产流水线关键包含:原材料提前准备地区(单口槟郎、自立袋)、人力将单口槟郎装进自立袋地区、自立袋密封地区、豪礼装包地区、豪礼储放地区。传统式的槟郎纯手工制作实际操作包装流水线尽管相对稳定、靠谱,可是因为劳动效率很大、人力成本较高,高效率无法提升。因而,必须寻找一种可以替代人力实际操作的脚踏式自动化技术包装方式。
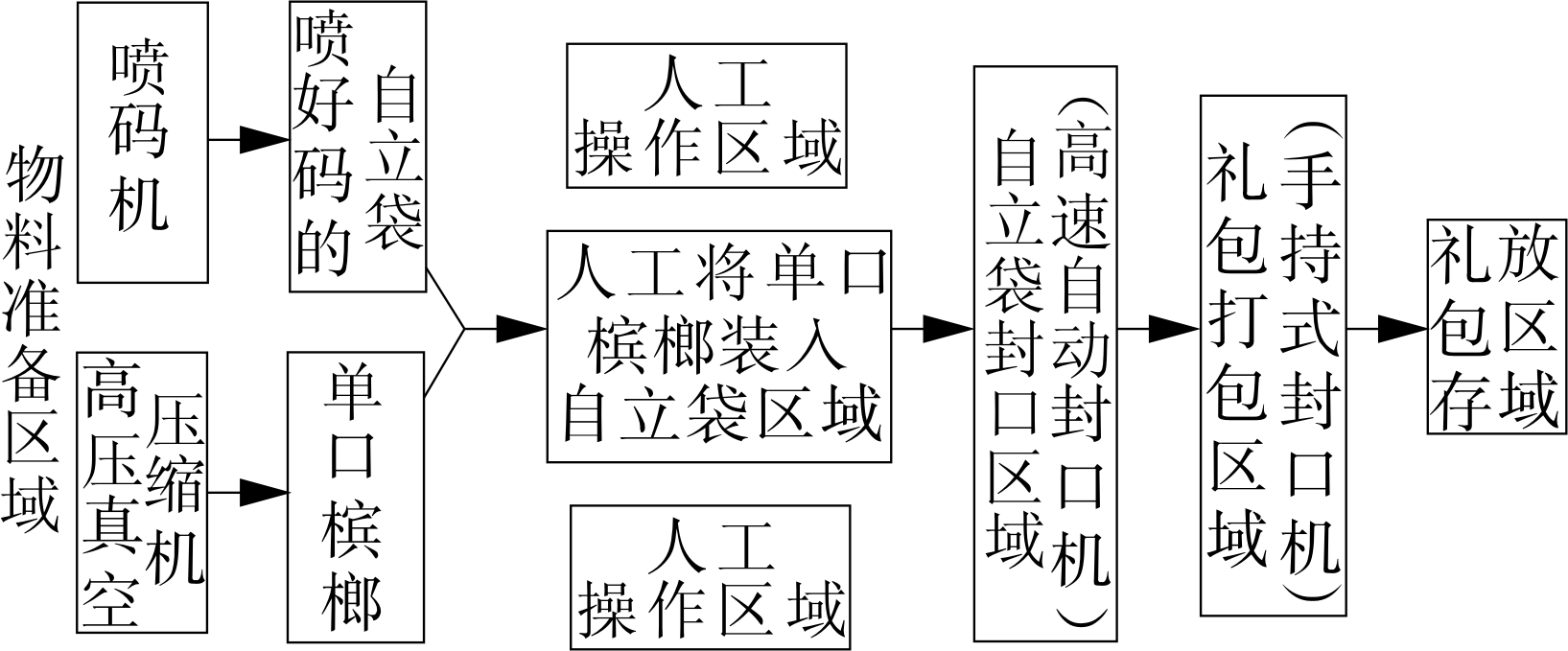
图1更新改造前的槟榔包装生产流水线
自动化生产线是商品加工过程所历经的线路,即从原材料进到生产制造当场刚开始,历经生产加工、运输、安装、检测等一系列工艺流程组成的线路。槟榔包装自立袋就是指一种底端有水平支撑构造的软包装袋子,不仰仗一切支撑点及其不管开袋是否均可自主站起的包裝方式。因为自立袋的这类特性,更新改造时将自立袋放进整线全自动传至后边工艺流程。依据关键工艺流程的分配更新改造后槟榔包装自动化生产线步骤示意图如2所显示。
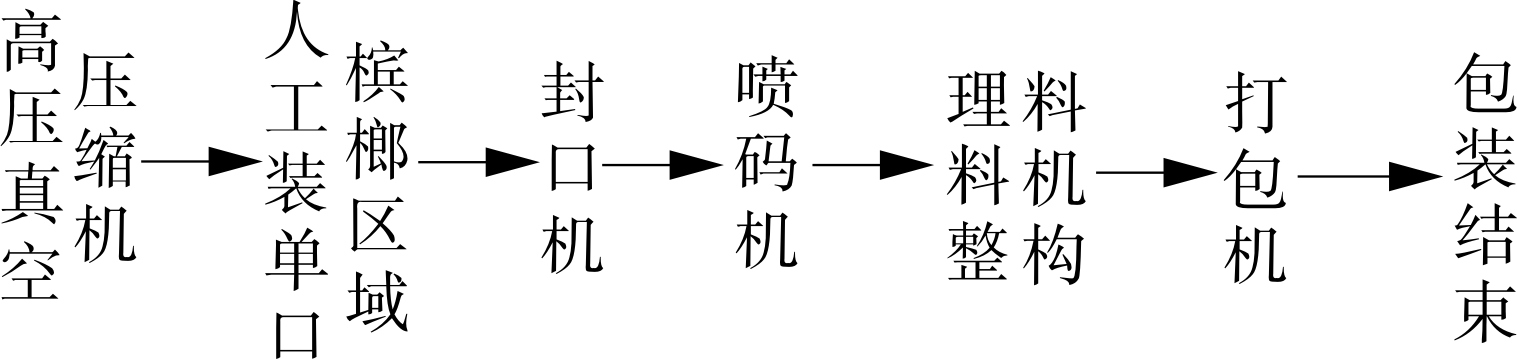
图2更新改造后槟榔包装自动化生产线流程表
考虑到生产制造工艺流程的持续性,更新改造后槟榔包装自动化生产线的密封地区、条码地区、装包地区设计方案在主线任务上,最先由两部髙压真空泵制冷压缩机为运输自动生产线出示原材料来源于,人力将单口槟榔装进包裝自立袋中,输送机带著包裝自立袋历经密封地区、条码地区进行密封条码工艺流程,随后由全自动包装机将自立袋装包,进行槟榔的包裝全过程。在槟榔包装全过程中,尽管包裝自立袋具备可以单独自主站起的特性,可是在密封地区、装包地区,非常容易出現卡料、叠料的状况,造成 生产流水线自动化技术不可以畅顺的运行,这就对自动控制系统明确提出了更高的规定。
2自动化生产线整体方案设计方案
包裝自动化生产线性能参数:(1)机器设备尺寸:机器设备长短低于26200mm,总宽(包含人坐位的总宽),总宽低于3800mm,高宽比低于2400mm;(2)包裝自动化生产线生产节拍为:工作中生产节拍为1个豪礼/3.75s;(3)一小包上料人力总数为:25人,设计方案时按30本人座位开展整体规划便于于提产;(4)一小包人力上料操作速度为1一小包/10s,大包装袋设计1本人开展实际操作。
依据更新改造后槟榔包装生产流水线的生产流程,食品包装材料自动化生产线整体构造见图3。为了更好地便捷运送及其入厂安裝,其设计方案的生产流水线整体规格为:长26000mm、宽3450mm、高2200mm,考虑技术方案规定。
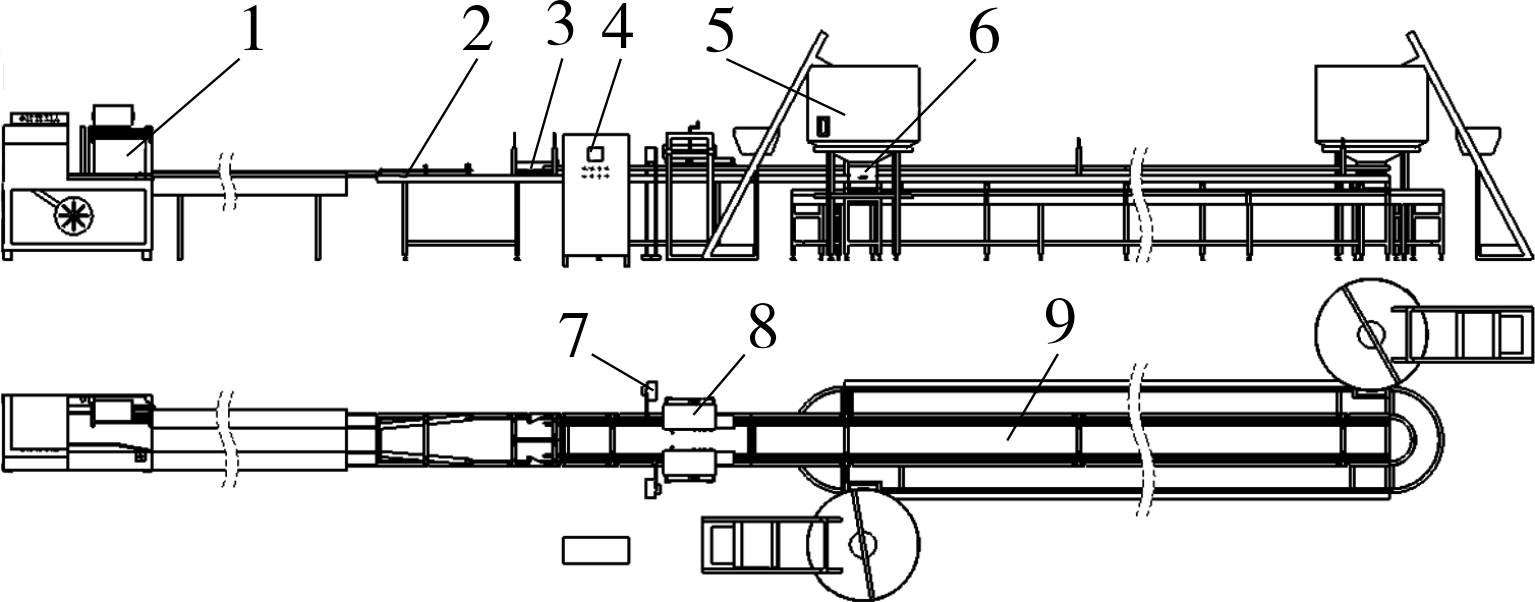
图3槟榔包装自动化生产线整体框架图
1-全自动包装机2-侧面导向性组织 3-上料组织 4-电气控制柜5-提升机6-开料和倒料组织 7-打标机8-髙速全自动封口机9-输送机体
如图所示3所显示,设计方案的槟榔全自动包装流水线由全自动包装机、侧面正确引导组织 、上料组织 、电气控制柜、斗提机、开料和倒料组织 、髙速全自动封口机、打标机、全自动输送机体等9绝大多数机器设备构成。生产流水线根据各作用组织 与输送机体系统软件互相配合进行,在其中运输
整线由环状输送机、平行线输送机构成。
3生产流水线重要组织的设计方案
3.1开料和倒料组织 的设计方案
现阶段食品类开料设备关键有震动式、螺旋式拌和式。针对小米粒、黄豆等颗粒物情况或粉状等可用。可是针对单口槟郎包装袋而言,若用震动式开料,噪音大并且槟郎会出現越振越紧的情况,反倒不利开料。若选用螺旋式拌和式开料,构造繁琐,而且单口槟郎包装袋很有可能会出現搅坏的状况。选用一种运用传动带运输既能够开料又可以反方向倒料的组织 。为了更好地避免装在料桶内槟郎出現空架且下不来料的状况,故在桶內部设计方案气缸左右健身运动的通料设备。这类设备关键由汽缸、通料锤、联接架和安裝板构成,汽缸操纵通料锤的姿势頻率,避免料桶内单口槟榔出現空架或是阻塞状况。开料和倒料组织 如图所示
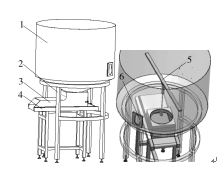
图4开料和倒料组织 图
1-料桶2-支撑点三角架3-原材料防护栏4-开料和倒料体5-通料设备6-原材料可视窗
3.2自立袋前端开发正确引导组织 的设计方案
将槟榔包装自立袋放进输送机时,自立袋尽管可以自主站起,可是输送机带起动或刚开始时,自立袋很有可能因为惯性作用会造成歪斜等别的异常现象,为了更好地让自立袋成功运输至下一工艺流程,选用前端开发正确引导组织 促使自立袋在输送机上平稳站起。正确引导组织 的设计方案关键考虑到包裝自立袋的特性和输送机运作特点,如图所示5所显示。
自立袋前端开发正确引导组织 关键由侧面正确引导条和正确引导条调整组织 来确保自立袋的站起。正确引导条调整组织 可以促使侧面正确引导条上下左右挪动,除开使自立袋在固定不动的路轨上运作以外,还能考虑不一样尺寸商品的包裝规定。
3.3全自动封口机正确引导组织 的设计方案
现阶段销售市场上普遍的全自动封口机的密封速率一般都在0~12m/min范畴内,为了更好地考虑生产流水线的高效率规定,大家采用的髙速全自动封口机速率在0~21m/min范畴内可调式。全自动封口机在高速运转下,包裝自立袋密封的优劣在于进到全自动封口机的情况,包裝自立袋很有可能会出現入料艰难或是卡料的状况,故在全自动封口机入料前面设计方案一套正确引导组织 处理自立袋入料艰难的难题。依据包裝自立袋在输送机上的运作状况,正确引导组织 的示意图如图所示6所显示。
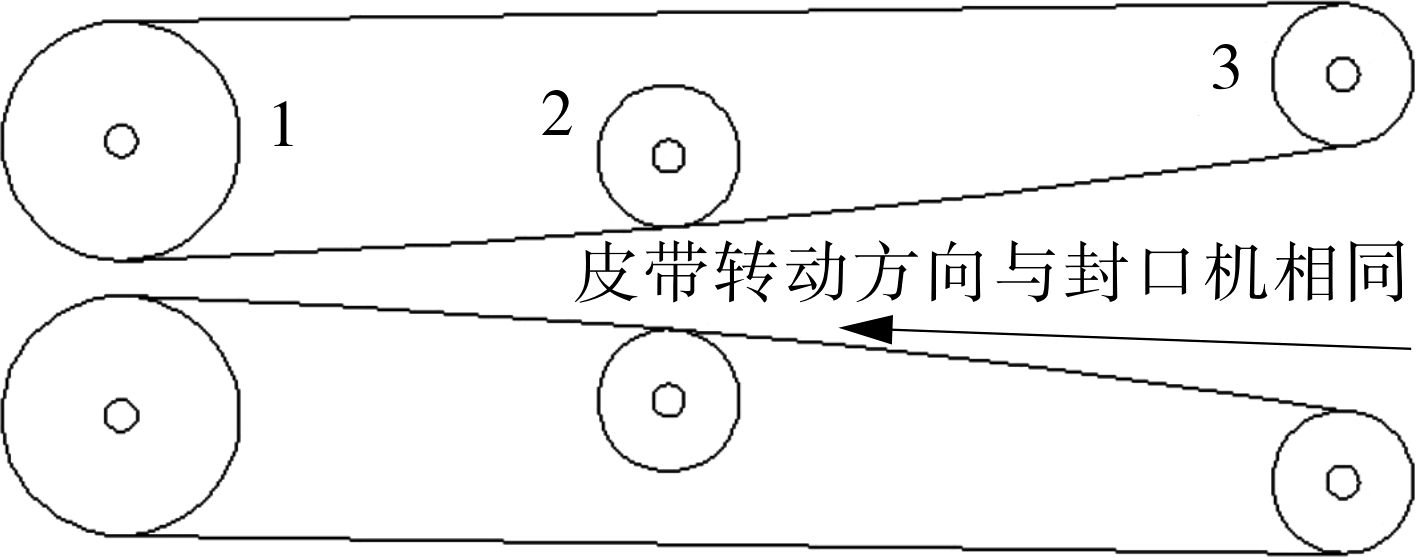
图6正确引导组织 电路原理图
正确引导组织 的转动轴1安裝在全自动封口机的转动轴上,驱动力一部分从全自动封口机转动轴上获得,那样确保了包裝自立袋入料和密封姿势的同步性;正确引导组织 入料口的尺寸关键靠轮3来调整,入料口的尺寸决定了入料的难度系数水平,不可以很大也不可以很小;涨紧轮2用于调整同步皮带的紧松水平,还能够调整入料口总宽。具体调节实际效果说明正确引导组织 的设计方案促使包裝自立袋入料便捷,并且还非常好的确保了密封实际效果。
4生产流水线自动控制系统的设计方案
4.1
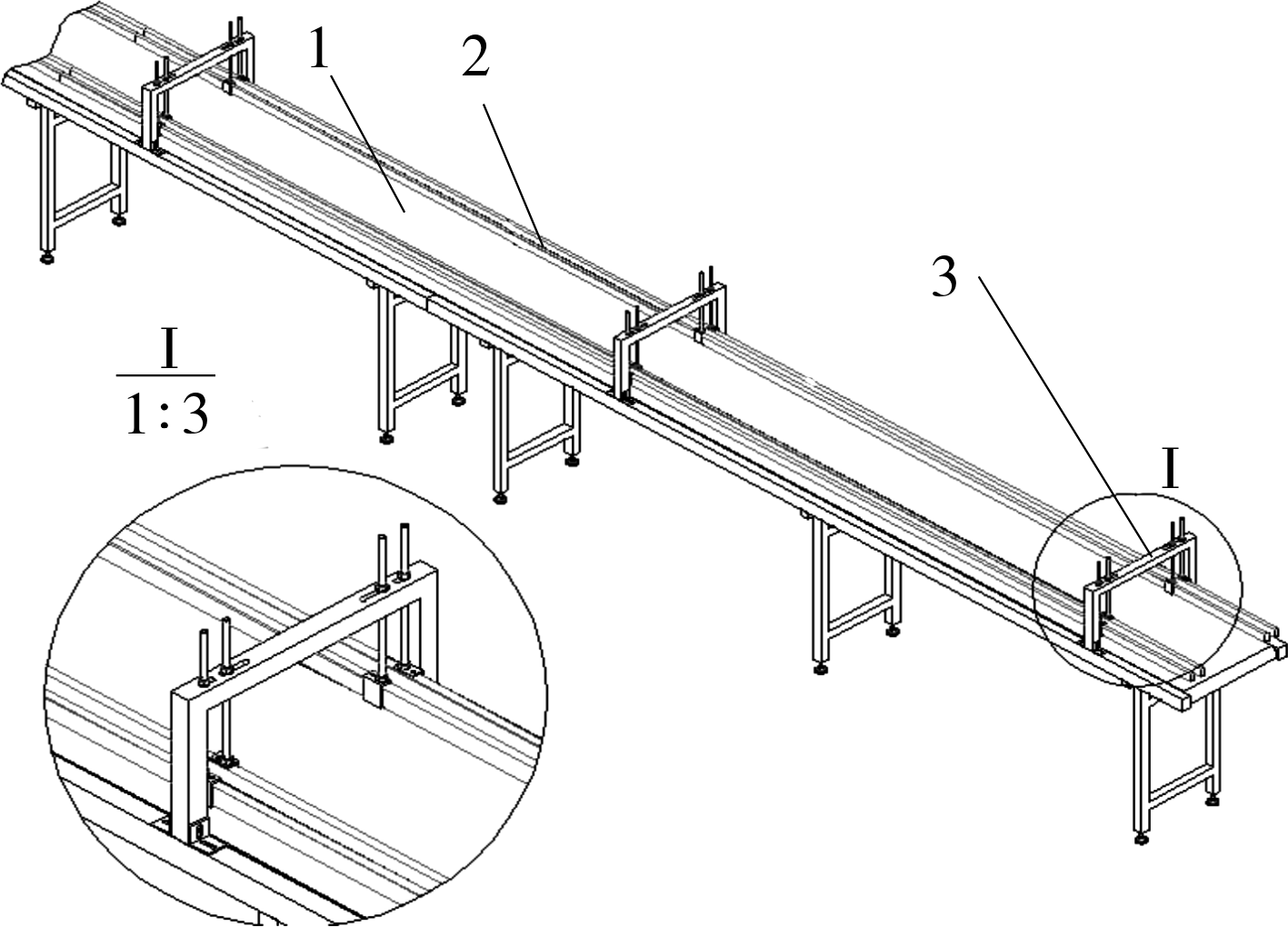
图5包裝自立袋前端开发正确引导组织
1-输送机体2-侧面正确引导条3-正确引导条调整组织
4.2生产流水线操纵规定
对槟榔包装自动化生产线的自动控制系统有下列几方面规定:
(1)产生常见故障按键。生产流水线在运行状态随时随地会碰到紧急状况,因此必须在机器设备上安裝应急终止按键和及时终止按键。一旦产生紧急状况,只需按住应急终止按键或是及时终止按键,全套生产流水线马上停止工作或是独立终止;常见故障消除后,按提前准备起动按键使生产流水线每个一部分处在准备工作。
(2)运作方法。设定能够 相互之间转换的多种多样运
行方法,即全自动方法、手动式方法。在加工厂中,生产流水线一般全是工作中在全自动方法,手动式方法常见于机器设备调节和维修。
(3)互锁和自锁互锁。生产流水线的每个一部分互相关系,因而在工作中全过程中系统控制必须在各种各样标准下开展互锁。并且,因为生产流水线组织 可以有几种运行状态,可是不可以另外工作中,因而必须自锁互锁,如电动机的正反转,全自动方式和手动式方式的挑选。
(4)常见故障警报。规定生产流水线在工作中全过程中,假如出現常见故障,警报灯全自动发出常见故障报警,消除警报后生产流水线修复运作。
(5)情况显示信息。规定在工作中全过程中,运作方法、系统软件实际操作及其生产制造进行进展均在触摸显示屏上显示信息。
4.3硬件开发
可编程控制器(PLC)可靠性高,程序编写简易,检修便捷[2]。可是,PLC在人机对换、常见故障分辨和路线改动等方面一些麻烦。要形象化地掌握加工过程和监管数据信号的变化规律,需挑选上位机软件来相互配合PLC,才可以构成优质的全自动自动控制系统。因此,设计方案了一套运用触摸显示屏和PLC,相互构成槟榔包装自动化生产线的自动控制系统。系统软件硬件配置构造如图所示7所显示。
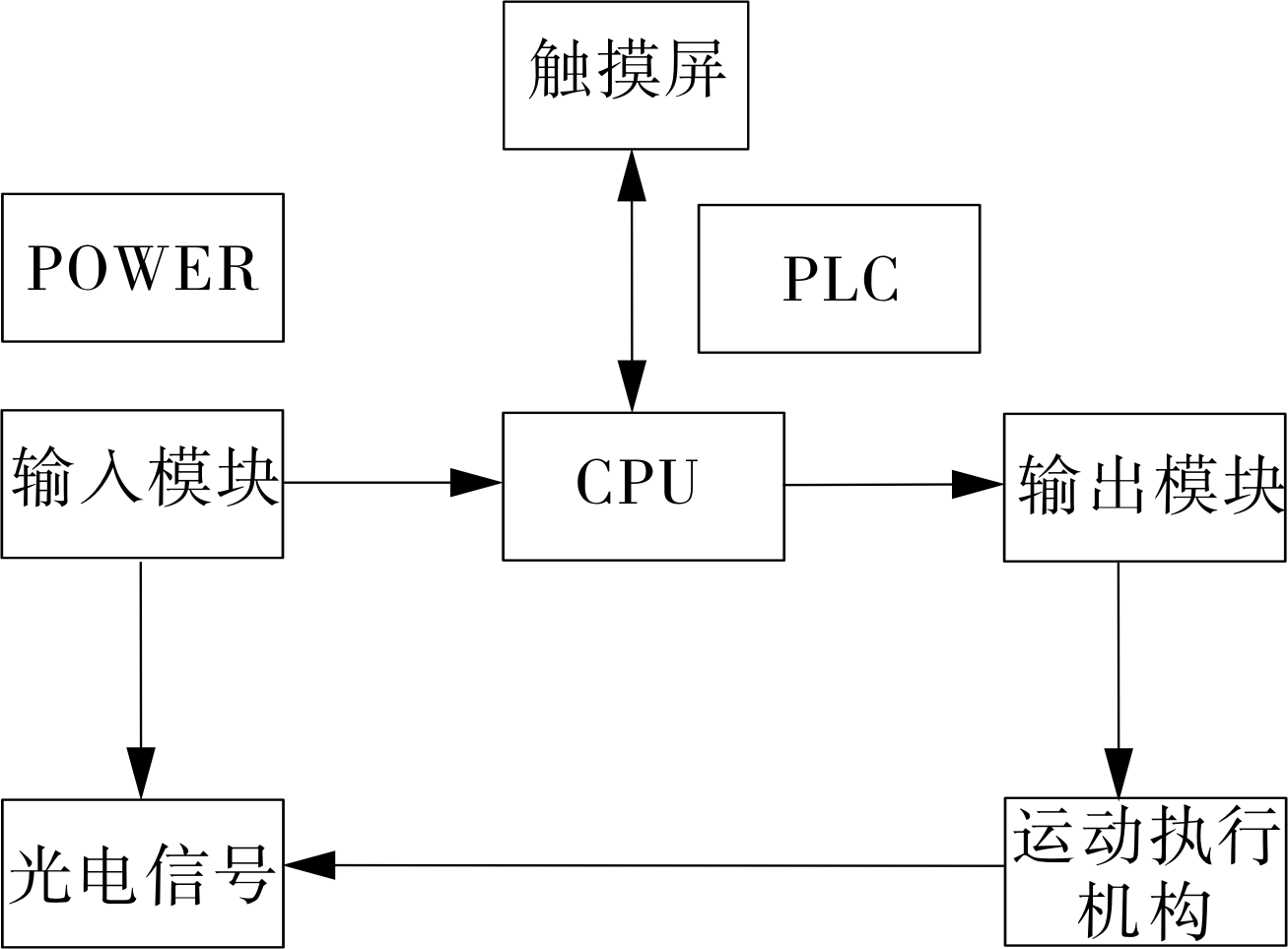
图7系统软件硬件配置结构示意图
CPU模块承担操纵全部加工过程。触摸显示屏根据RS-232串口通信和CPU开展通信,系统软件plc模块向外围设备传输輸出数据信号,使不一样的电动执行器姿势。根据感应器将数据信号意见反馈回键入控制模块以更改各电动执行器的运动状态。CPU模块从键入控制模块获取数据,依据数据信息的转变操纵每个电动执行器的健身运动,全部全过程组成一个控制电路[3]。
依据生产流水线所必须的I/O点总数和控制系统等要素,PLC采用三菱公司FX-3U-64MR型号规格的商品,触摸显示屏选用三菱公司GT1055(320240)型号规格的商品。
4.4软件开发
自动控制系统应用了一台三菱GT1055(320240)触摸显示屏,5.7英尺五颜六色液晶显示屏。它构造精巧,可便捷灵便地设置主要参数和实时监控系统系统软件运作情况及系统对开展合理的管理方法。GT1055应用GTDesigner3开展编程设计,出示的多种多样操纵元器件库、图型控制、作用控制,能够 组态软件出各种各样动态性作用和操纵作用,及其完成常见故障的数据可视化。而且可以载入PLC内的数据信息,显示信息当场情况数据信息[4]。设计方案流程能够 分成:
(1)设置自变量。如图所示8所显示,自变量在触摸显示屏的组态软件作用与PLC的回应I/O触点及数据存储器中间取得联系,完成触摸显示屏光敏电阻器对PLC主要参数的输入,PLC当前值及报警系统向触摸显示屏的輸出数据信号[5]。
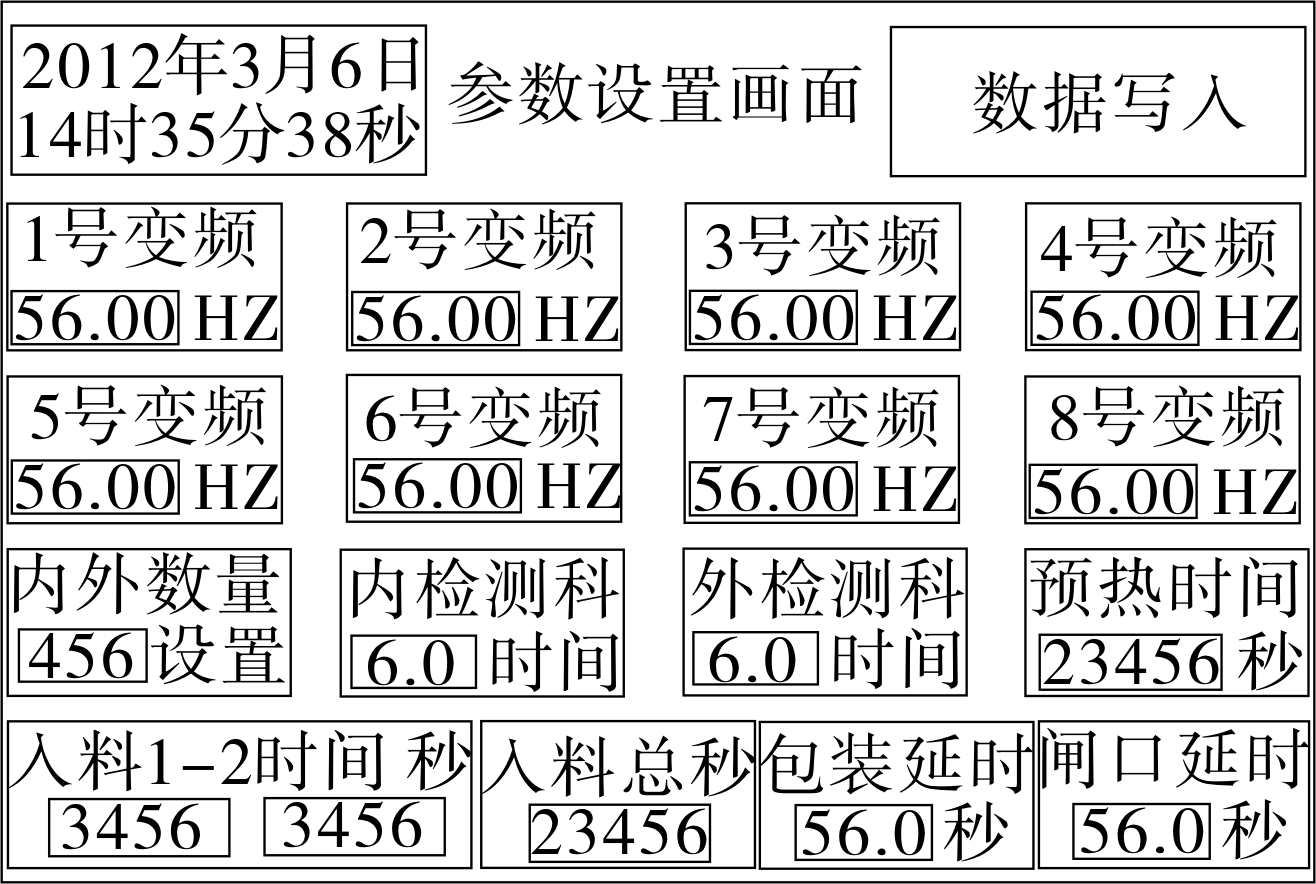
图8基本参数界面图
(2)设定通信主要参数完成触摸显示屏同PLC中间的通讯。依据生产流水线的操纵规定,设计方案操纵每个作用的操作面板,构造如图所示9所显示。
图9主实际操作界面图
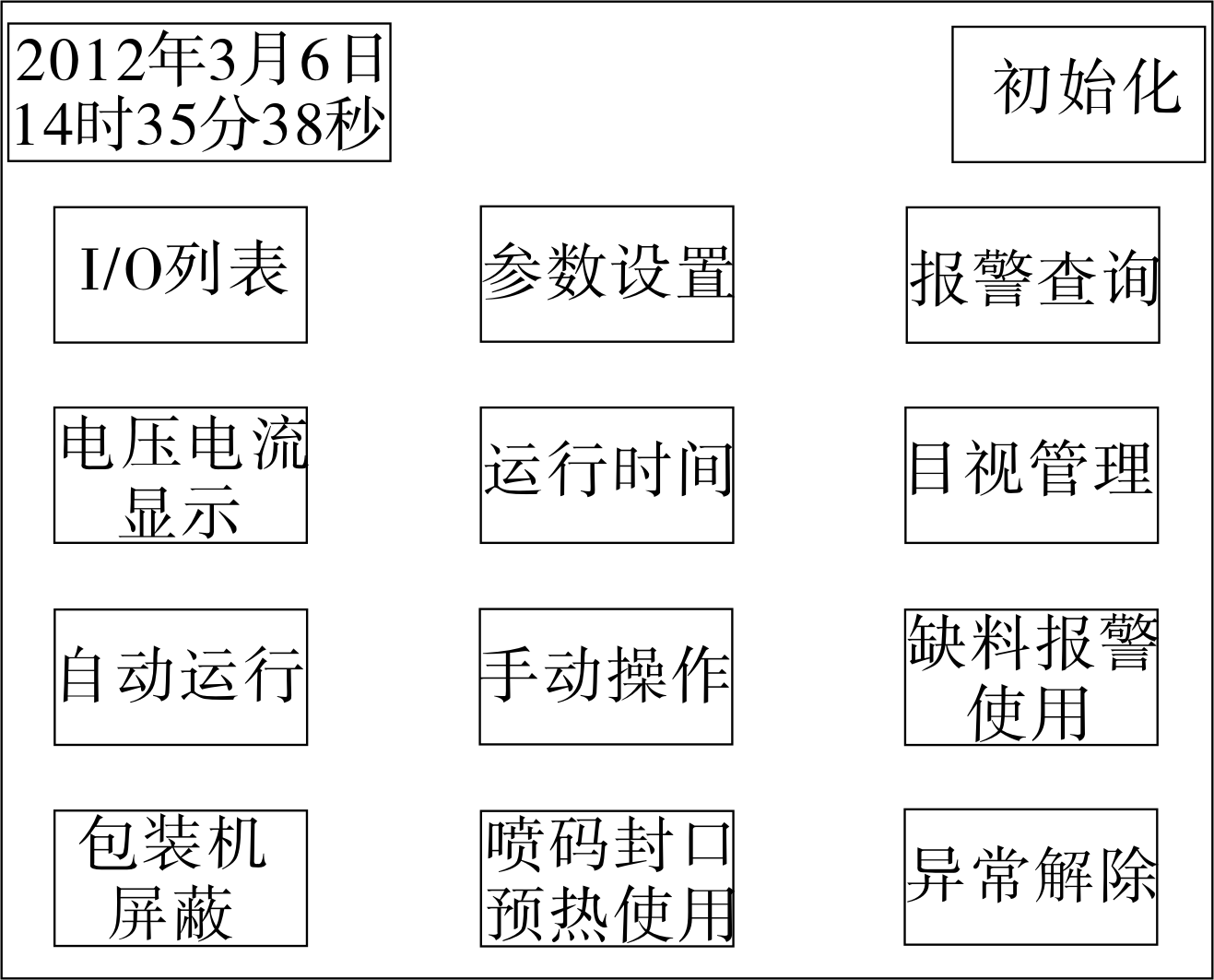
在图9的触摸显示屏构造中,下属页面均设立回到上级领导页面按键,在基本参数子页面与手动式方式均设立同级页面转换按键。手动式方式中得出了生产流水线每个软启动器的起停实时控制、上料/卸料组织 传动带的正反转操纵、闸口电源开关的操纵;自立袋的生产制造总数、闸口和传输带运动状态能够 依据工作状况调节,主要参数能够 在触摸显示屏上设定;全自动界面上显示信息了软启动器的运作速率、生产制造总数、生产制造设定等;在自动工作模式页面即时显示信息工作中情况(如图所示10);当运作中出現常见故障(如同轴电缆上自立袋总数不同步),则在触摸显示屏上弹出来常见故障显示信息页面另外控制柜中无源蜂鸣器警报,常见故障清除后按住消除常见故障再次运作按键,页面回到到“自启动方式”且系统软件再次运作[6-8]。
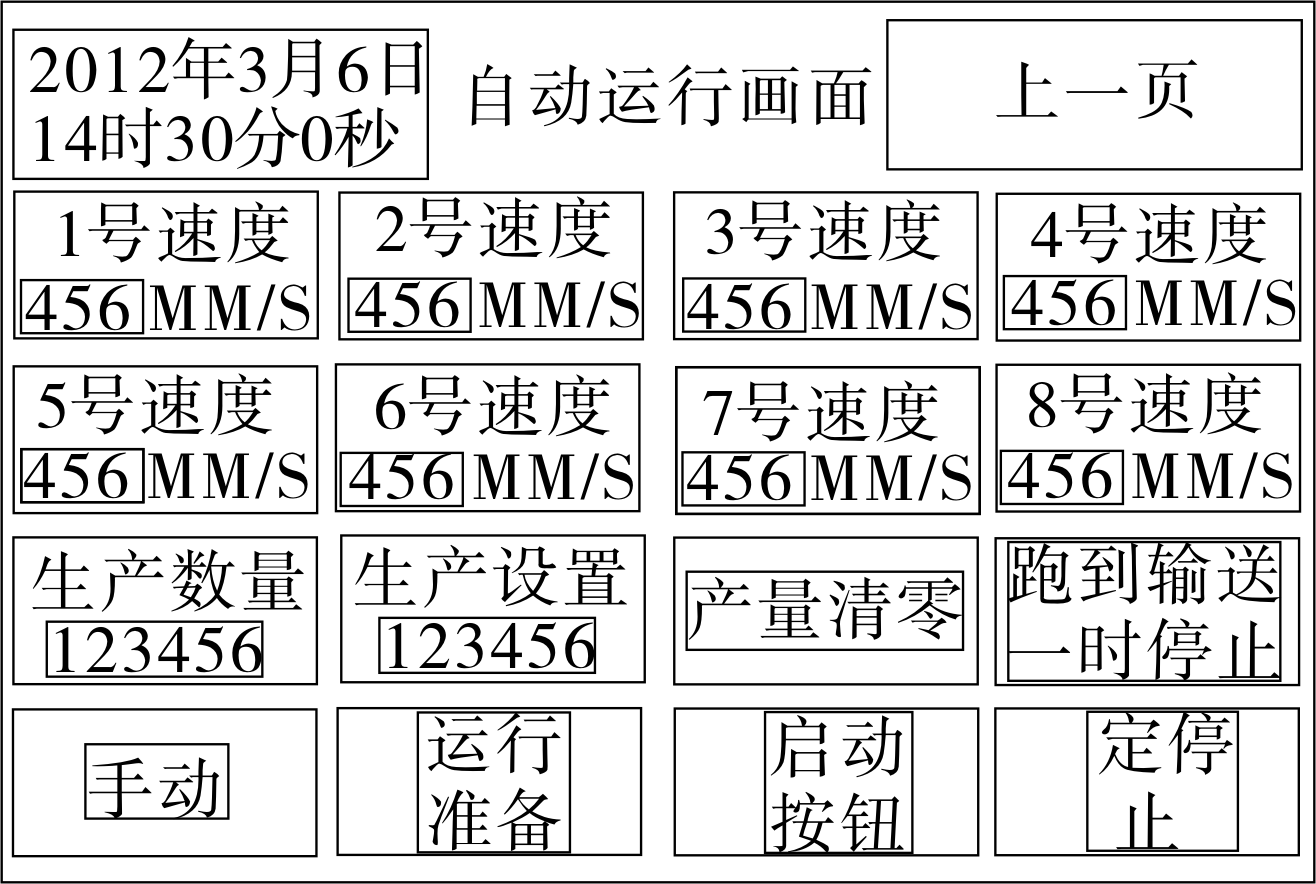
图10自启动界面图
4.5PLC编程设计
槟榔包装自动化生产线的自动控制系统选用GTsimulator3PLC仿真模拟调节手机软件,能够 便捷客户撰写完程序流程后开展仿真模拟调节。为了更好地使生产流水线具备很大的软性[9],程序流程考虑手动式实际操作和自启动。依据生产流水线所要进行的姿势作用,设计方案生产流水线操纵系统流程图如图所示11所显示。
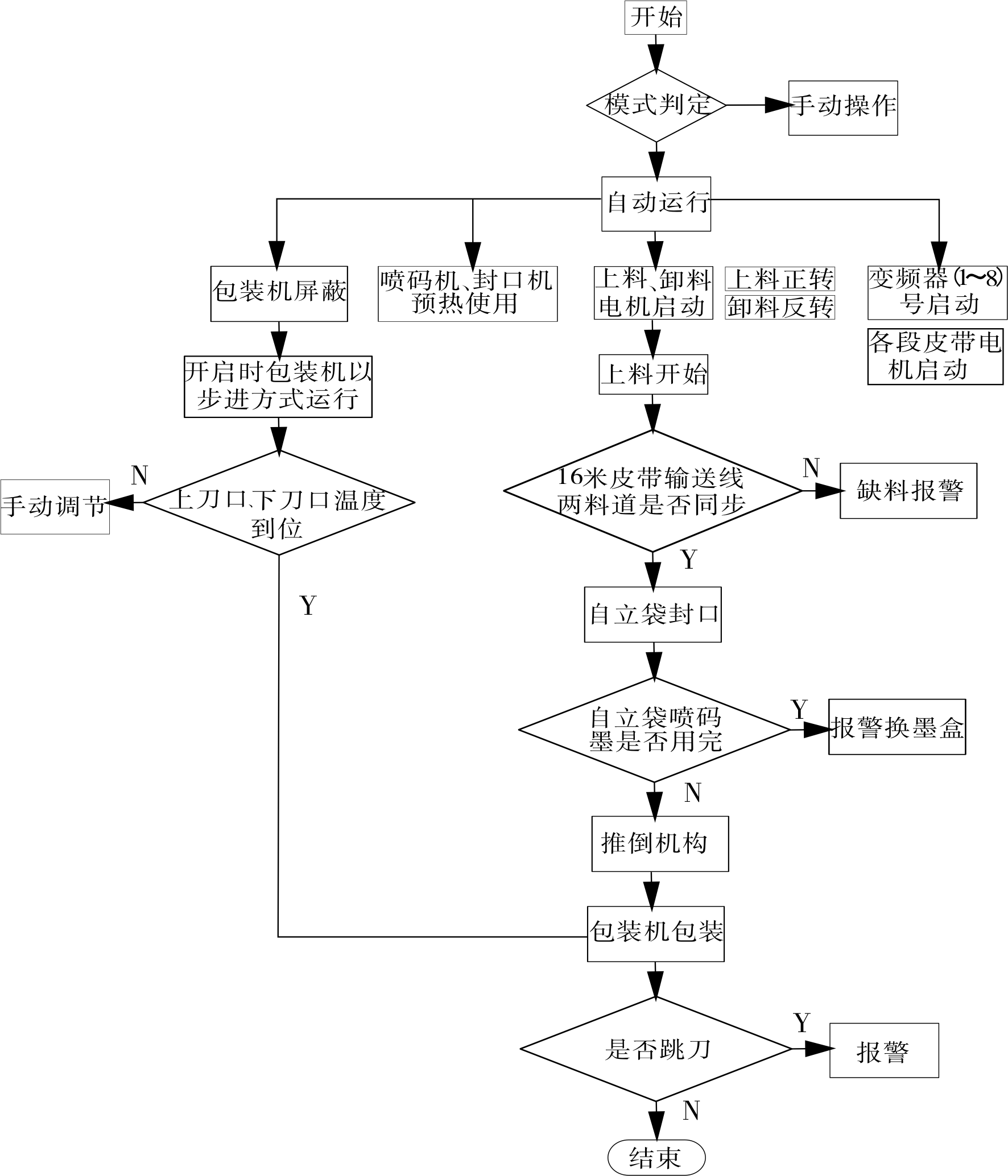
图11包裝自动化生产线操纵系统流程图
在PLC编程设计时,均需考虑到包裝目标的特性和各工艺流程中间的对接。例如电动机在忽然交互44
速时造成 自立袋在防护栏间上料或是拖动,为避免这类状况的产生,在编程设计时,电动机设定为加降速方式,另外速率和加减速时间参数均可线上调整。此外在全自动封口机前边设定报警系统,当原材料阻塞在全自动封口机前边时警报;在条码处设定电子计数器;在豪礼包裝处设定电子计数器,有利于包裝自动化生产线能开展智能化转产,载满可操作性规定;操纵实际操作选用触摸显示屏和PLC自动控制系统。
5结语
槟榔包装自动化生产线现早已调节取得成功,并运用于生产制造中。结果显示:槟榔包装生产流水线生产流程分配有效,摆脱了劳动效率大、作用单一、自动化技术水平低等缺点;而且降低了槟榔包装中各工艺流程中间的对接;提升了生产率,确保了生产制造品质;正确引导组织 的有效设计方案,促使包裝自立袋的成功传输,确保了密封喷码实际效果;生产流水线自动控制系统让加工过程越来越数据可视化,易于控制。此线设计方案恰当、构造简易、生产制造便捷、成本费较低,也可运用于同业竞争别的食品包装袋的包裝。具体生产制造说明该线更新改造后造成了优良的经济收益,非常值得普遍营销推广。
文章来源于网络转载,侵删
 ×
×



