

来源:更新时间:2020-08-24 10:56:06点击次数:6480次
0概述
摆臂式水泥袋自动插袋机旨在提供一种与水泥包装机结合的自动插袋装置,特别适宜于回转式水泥包装机配套使用,具有节省劳动力、降低生产成本、提高工作效率、减少环境污染等优点。该装置的使用可以从根本上解决工人在恶劣环境中工作的现状,完全摆脱矽肺,更有利于环保,适应我国产业升级的规划。将进一步提高水泥生产的自动化程度,对企业的发展具有巨大经济和社会效益,体现“中国智造”的优势。

1技术特点
纸质全新水泥包装袋的袋口贴合得非常紧,这就要求在插袋之前首先要使袋口张开。本机构釆用真空吸盘吸附的方式将袋口吸开,然后用转运机械臂配合插袋机械手将纸质包装袋套入匀速转动的回转式水泥装包机的出灰管上。机械方面主要由吸袋机构,转运机械臂,插袋机械手三大部分组成;在控制系统上,采用PLC为核心控制元件。
2结构特点与设计要点
2.1结构特点及工艺流程
摆臂式水泥袋自动插袋机与回转式水泥包装机总体示意图见图1。其中包装机系统工作时做回转运动,8个出灰管,依次插上水泥袋,然后开始进行灌装,回转一周可以完成8个水泥袋的灌装。
其转运机械臂由伺服驱动系统驱动完成凸轮间歇运动。此运动可驱动转运机械臂完成插袋的主体动作。在机械臂的前端安装插袋机械手,当达到制定位置时完成夹袋动作。而吸袋机构用来完成纸质水泥袋的开口与定位工作。
工作时,回转式水泥包装机应处于匀速转动状态。首先,插袋机的吸袋机构在气缸的驱动下动作,吸起一个水泥袋,使其上半部分呈竖直状态,在吸盘的配合下将袋口吸开。然后,插袋机械手在气缸驱动下,完成夹袋动作,同时,机械手的结构可以保持袋口张开的状态。下一步,开口吸盘断气,为机械臂动作做好准备。下一步,转运机械臂带动水泥
袋向包装机上的出灰管摆动,机械手保持加持状态,确保水泥袋口处于张开状态。此后在转运机械臂的驱动下,机械手将袋子套入包装机上的出灰管。袋子就位后,机械手释放夹袋动作,使夹袋机构张开,以确保转运机械臂复位时不会发生干涉碰撞现象:
2.2吸袋机构
功能:将水泥包装袋吸起,使其上半部分呈竖直状态,并使包装袋口张开,
工作原理:吸袋机构主体框架独立固定在地面上。
上面每次放置16个纸质水泥袋。工作时,为了补偿插袋后减少的纸袋总体厚度差,设计了由伺服电机驱动的电动缸进行步进动作,根据工作频率,自动使放置的纸袋始终处于同一高度上。框架上组装有气缸,可驱动吸盘机架完成上下动作,同时配合真空系统,在下部时完成吸附纸袋功能;在上部时完成纸袋开口和纸袋定位功能,为后续机械手夹袋动作做好准备。
2.3转运机械臂
功能:推动插袋机械手将水泥袋转运至包装机的出灰管上。
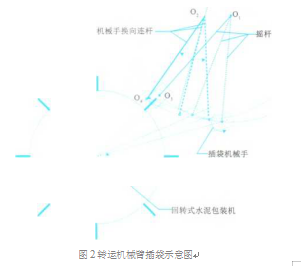
工作原理:由于回转式水泥包装机处于匀速转动状态,要求机械手在套袋动作时始终保持与出灰管运动轨迹的半径共线,见图2。
其中2。4段为转运机械臂本体,由驱动电机带动凸轮机构驱动运转,实现周期插袋动作4。3段为平行四连杆结构的前连杆,用来控制机械手的朝向。转运机械臂在进行插袋动作时,运动分为三部分:第一部分为机械臂加速运动,使机械臂迅速达到与包装机同步的速度;第二部分为插入动作部分,这部分要求。4。3段控制的机械手朝向始终与包装机上的出灰口对正,即保持同步状态。此时机械手相对于包装机上的出灰管在径向上是静止的,只有一个轴向运动,这样就可以避免机械手与转动着的出灰管发生碰撞;第三部分为运转机械臂复位动作,此时需要机械手打开,释放纸袋,然后加速回到零位。
2.4插袋机械手
功能:具有准确抓取水泥袋及保持水泥袋口处于张开状态的功能。
工作原理:机械手主要由驱动气缸,两个对称抓手及安装架组成。其中安装架被安装在转运机械臂前端。其上采用饺链连接安装两个对称结构的抓手,用来抓取由吸袋机构定位完毕且袋口张开的纸袋。同时,抓手结构釆用特殊设计成符合纸袋袋口打开形状的外形,能够在气缸驱动两抓手完成抓取动作后,保持纸袋的开口状态。为后续工序中的转运机械臂的插袋动作做好准备。
3控制系统
3.1系统流程
(1)水泥袋运输装置将待插水泥袋输送到吸袋机构上,一般16个袋为一组。
(2)吸袋机构的气缸驱动传动机构与吸盘动作将水泥袋竖立,并将袋口打开。
(3)转运机械臂动作到吸袋机构上方,机械手完成抓取袋子的动作。
(4)调节速度使插袋系统与回转包装机相协调,当包装机系统带动出灰管到达某一个地点时(一直位于该地点插袋),插袋系统恰好将包装袋输送到此地点,并进行插袋动作过程。
(5)此过程结束,重复(2)到(4)步骤。
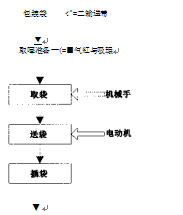
图3为系统控制流程图。
3.2系统控制
系统控制的核心是要将原有的回转式包装机的控制系统与插袋机的控制系统相结合成一个新的控制系统。但两个系统仍保持各自的机械机构,故需要考虑两个系统的协调,性问题。
⑴系统的协调性说明。
①包装系统的速度与插袋系统的速度相协调。
包装系统的回转速度通过变频器控制,插袋系统的速度通过伺服系统控制。其中,包装机的变频器中存储其运转速度,并将此转速信息传送到新控制系统的PLGh进行存储计算。然后根据计算转换为向插袋系统传递的信息,并控制插袋系统的伺服驱动器,使伺服电机驱动的转运机械臂达到与包装机匹配的转速。
②气缸与吸嘴折起包装袋与取袋动作相协调。
在插袋机械手(由伺服系统驱动转运机械臂,机械臂前端安装插袋机械手)返回取袋之前,气缸与吸嘴需要将包装袋吸起并使袋口张开以等待取袋。
(2)系统控制。
系统采用PLC作为整个新系统的控制核心,见图4。3.3脉冲输出控制
PLC控制伺服电机转动,使水泥袋备料处最顶端的袋子保持在某个固定的位置,当检测到该位置没有袋子时,伺服电机转动,将底部水泥袋上升到该位置。
3.4模拟量输入控制
(1)称重仪表信号。将称重仪表测定的包装袋重量反馈至PLC,使PLC做出动作,如果达到规定重量则掉袋,若没有达到则重新进行灌装。
(2)速度调节表。将速度调节表的速度反馈至PLC,PLC根据反馈来的速度进行转换得到插袋系统的速度。
3.5模拟量输出控制
(1)包装系统速度控制一频器。PLC输出模拟量控制包装系统的回转速度,见图6。该速度是由速度调节表控制。
姓调节表 一►)PLC -A 频器;■电动机
图6回转系统速度控制
(2)插袋系统速度控制一^服系统。PLC内部根据速度调节器所输出的速度进行变换得到插袋系统的控制速度,并输出至插袋伺服驱动器控制伺服电机的转动速度,见图7。
a#调节表].plc ►伺服驱动器伺服电机
图7回转系统速度控制
3.6数字量输入控制
主要是传感器或者接近开关的信号输入到PLC。当包装系统检测到有水泥袋插入、达到规定重量掉袋、中途掉袋、插袋系统检测到该取袋或者是插袋完毕时,传感器都会将情况反馈到PLC,同时PLC发出相应的控制信号。
(1)原点接近开关。在系统开始工作之前,首先将系统进行回原点操作,两个分系统电机慢速运转,直至达到原点接近开关处,电机停止运转,完成原点定位操作。
(2)包装袋有无检测传感器。检测插袋系统的机械手上是否抓有水泥袋,在系统断电后重新开始上电工作前,进行传感器判断,如果插袋系统的转运机械臂抓手上抓有袋子,则不再进行取袋动作,直接进行插袋动作。
(3)插袋传感器。插袋完毕,传感器信号反馈至PLC,控制机械手释放抓袋动作,机械手张开。
(4)取袋传感器。电机带动转运机械臂上的插袋机械手运转,当到达取袋传感器处电机停转,同时机械手动作夹取水泥袋。
3.7数字量输出控制
数字量输出控制主要是PLC在某时刻控制电磁阀开合从驱动执行机构(气缸,吸嘴等)动作,控制主要体现在顺序上,即该在什么时刻进行控制及各个控制动作的前后顺序。
(1)气缸的控制。主要作用是控制插袋机械手夹取包装袋与控制吸盘支架上下进行吸附动作。主要控制元件为电磁阀。
(2)吸嘴的控制。主要作用是产生真空度,在气缸带动支架的协助下,完成对水泥袋的吸附与袋口打开功能。主要控制元件为电磁阀。
3.8特殊情况处理
(1)重量达不到50kg造成包装机出灰管上存在水泥袋。此时水泥袋不满足水泥厂出厂标准,需要继续灌装,此时在掉袋点处此水泥袋是不掉的,故此不需要重新插袋,需要控制运转机械臂不进行插袋动作。
(2)中途故障掉袋。有时因包装机上的压袋气缸故障,会导致在灌装过程中出现异常掉袋情况。此时,传感器立刻发出信号到控制系统,使系统控制出灰管处立刻停止灌料,同时显示故障信号,以便提醒维修人员。
(3)系统回原点。插袋系统在插袋的时候开始插入出灰管的地点是固定的,包装机在连续停车后再启动的过程中,系统中的插袋点与实际的插袋点位置会产生误差。所以需要间隔一段时间重新设定插袋点位置,即重新定义零点位置。设置一个回原点按钮,按下此按钮,系统回到原点。按下按钮之后,包装系统与插袋系统都处于低速运行状态,包装系统转动直至出灰口转动到原点接近开关处,电机停止转动,完成零点定位;插袋系统同样做出如上动作完成原点定位功能。
4应用情况与市场前景
摆臂式水泥袋自动插袋机已经完成第一台样机制作、调试,正在现场使用之中,经过几个月的使用和观察,满足客户实用要求。海螺水泥集团、华润水泥集团都提出要引进此插袋机的需求。现在我公司正在与集团客户进行商业合作谈判,并有希望在2017年下半年实现大面积产业推广,导致海外项目对于插袋机的需求更为迫切。
文章来源于网络转载,侵删
 ×
×



