

来源:网络转载更新时间:2020-08-21 09:01:02点击次数:5405次
伴随着科技进步的发展和汽车产业等的迅速发展趋势,全世界粉末冶金工业生产销售市场不断发展,现代化发展趋势提高。在传统式的以稀土铉铁硼为原材料的领域中,主要是由工作员用天平秤开展称重,而应用自动控制系统称重全自动装袋机替代传统式人力称重,不但极大地提高了生产率,更多方面上因为精确称重确保了产品品质。而另一方面,要确保称重的精密度和速率,在全自动称量设备的操纵设备中,获取数据的速率及其变换速率是至关重要的要素之一,以便在老一代商品基本上进一步提高称重精密度及其速率,大家本次科学研究选用ADC变换集成icCS1237做为全自动包装机的称重控制仪表关键集成ic,用于提升全自动包装机的称重精密度及其操纵称重速率。
1全自动称量设备简述
该机器设备为铉铁硼专用型称重机,在称重全过程中,开启机器设备开关电源,在称重操纵仪中设置好主要参数,开启称重电源开关,震动给加料器开展粗、细二级送料,抵达设置称数值以后,终止震动,由气缸开启秤斗开展上料,先后循环系统。在机器设备运作全过程中,最关键的便是当今秤斗中的品质载入,而CS1237便是以便完成这一作用而设计方案的。全自动称量设备构造如图所示1所显示。
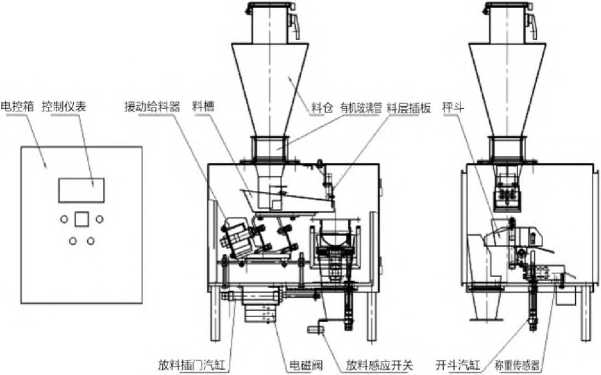
图1自动称量装袋机结构示意图
2CS1237在全自动称重操纵中的作用及完成方式
2.1CS1237详细介绍
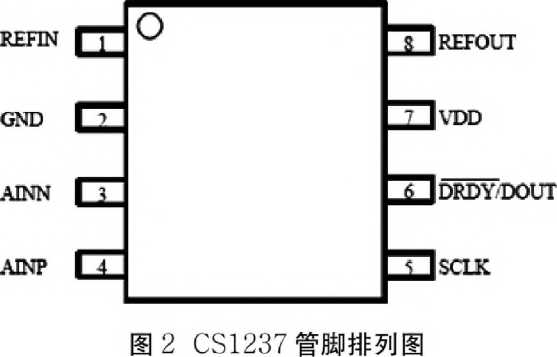
CS1237是一款根据Sigma-Delta基本原理的高精密、功耗AD转换集成ic,其内嵌一路差分信号输入安全通道、温度感应器和高精密震荡器。根据低噪音仪用放大仪构造完成PGA放大,合理屏幕分辨率达到20位,1-128倍可编程控制器放大仪,数据信息輸出速度可编程控制器,其参照工作电压范畴0.1〜9V。CS1237内嵌RC震荡器,不用外接晶振电路。
CS1237引脚排序与叙述:1是标准源键入端;2是集成ic地引脚;3是安全通道负键入端;4是安全通道正键入端;5是SPI串行通信外接设备插口引脚;6是SPI串行接口数据信息键入/输出管脚;7是开关电源引脚;8是标准源輸出端,如图2所显示。
2.2CS1237复位作用完成
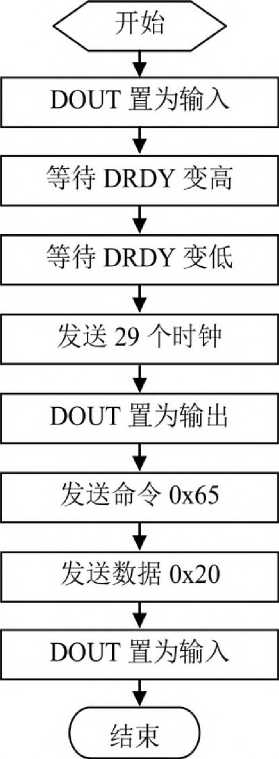
图3CS1237复位程序框图
本系统软件的操纵规定:REF一切正常輸出、ADC变换速度640Hz、PGA=l、变换安全通道挑选A,Config存储器预设值为0x20,在称重操纵仪复位CS1237时,将0x20值载入存储器config中,CS1237复位程序流程如图所示3所显示。
CS1237现有两个命令字长短,命令字的长短为7bits,两个命令字配备以下:
写配备存储器:0x65写配备存储器config;
读配备存储器:0x56读配备存储器config。
CS1237集成ic能够根据SCLK和DRDY/DOUT开展不一样作用的配备,作用配备时序图如图4所显示。
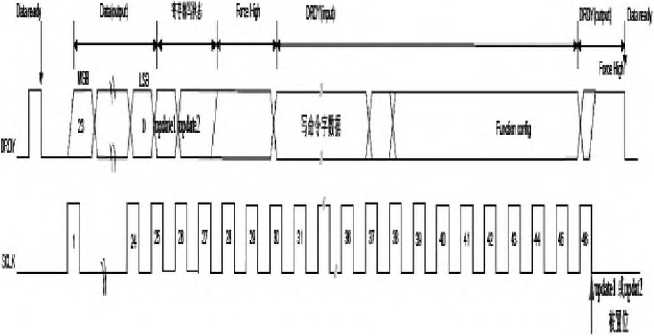
图4CS1237配备写时钟频率
CS1237釆用持续变换輸出方法,在DRDY/D0UT数据信号为高时为数据信息提前准备情况,为立即推送数字时钟,开始輸出变换数据信息。假如在推送27个数字时钟以后,终止推送数字时钟,则DRDY/D0UT拉升,下一次变换完毕后再拉低。而如在推送27个数字时钟以后然后推送3个数字时钟,就进到指令载入情况。载入指令后再载入配备数据信息,共推送46个数字时钟。
2.3CS1237要完成的作用
CS1237是用于获得当今秤斗中颗粒料品质的,系统软件选用电阻器应变力式重量传感器,它主要是由聚氨酯弹性体、电阻应变片和赔偿电源电路构成。聚氨酯弹性体是重量传感器的承受力元器件,电阻应变片是由金属材料箔材浸蚀成栅格数据型制成,4个电阻应变片以电桥的结构粘在聚氨酯弹性体上。在沒有承受力状况下,电桥电路4只电阻器的电阻值是相同的,电桥电路处在平衡状态,輸出为零。在聚氨酯弹性体承受力产生变形时。在聚氨酯弹性体承受力弯折的全过程中,有两个电阻应变片受拉,阻值提升;另2片受力,阻值减少。那样就造成 原先均衡的电桥电路失调,在电桥电路的两边造成了工作电压差,这一工作电压差与聚氨酯弹性体受力的大小正相关,将此仿真模拟工作电压数据信号经运算放大器放大后,送进CS1237的输入,经单片机设计收集测算后就获得相对的净重值。
3硬件配置电路原理
CS1237开关电源由AMSU17-5.0V提供,而AMSU17-5.0V的输入由MC7812开关电源供电系统,那样就确保输岀工作电压的平稳和精密度。用标准开关电源TL431造成2.9V连接集成icAINN脚,因为经滤波器后的数据信号工作电压范畴是-10〜+10V,经线形变换电源电路转化成0〜9V连接AINP脚。
4电脑编程构思
系统软件程序编写自然环境采用Atmel企业专业为AVR单片机设计出示的AVRStudio4.0;计算机语言采用WINAVRoCS1237的程序编写构思:
(1)数据信息载入终断程序编写构思;AD转换的速度是640次/s,换句话说,每秒钟要读640次AD转换数据信息,每一次间距1.5625ms,这就规定终断程序流程不仅规定在1.5625ms内进行数据信息载入和解决,也要用时尽可能短,才可以确保程序流程的一切正常运作。在编制AD数据信息载入程序流程时,对程序流程要持续提升。数字时钟上拉电阻和低电平要超过0.455四,且要尽可能短。在程序调试时,用数字示波器查询波型。
(2)AD数据信息滤波器程序编写构思:在控制系统设计中,以便确保取样数据信息的可靠性和时效性,釆用递推平均值滤波法。因为应用直流操纵的震动给加料器,每震动一次送料为50ms,5次送料是100ms,而100ms釆样64次,因此 对AD取样数据信息开展64次平均值滤波。一般的平均值滤波方式要取样64次能才测算均值,那样0.1s才可以有一次均值,不可以这样能保证数据的时效性,因此 选用递推平均值滤波计算方式。
5具体应用时常见问题
CS1237的特性与操纵存储器的设定密切相关,在应用前,应最先掌握控制系统的数据信息取样间距、取样数据信号的特性及其硬件配置电路原理等要素,再依据这种內容来设定操纵存储器,便于获得更强的总体特性。此外,还应留意合理布局pcb电路板时的元器件合理布局、线的大小及其脉冲信号线和数据电源线部位等关键点。
6结束语
CS1237具备小容积(SOP8封裝)、处理速度高特性,在确保特性满足需求的另外,能够减少产品成本。此外,CS1237的2线SPI串行通讯接口能够简单化主控芯片的硬件软件,CS1237是一款特别适合电子秤运用的ADC集成ic,期待根据该集成ic结合实际的运用,推动与客户的沟通交流。
文章来源于网络转载,侵删
 ×
×



