

来源:网络转载更新时间:2020-08-19 09:04:02点击次数:3548次
据不彻底统计分析:二零一三年在我国食品类和包装设备领域进行工业产值2920亿人民币,同比增长率16.80%,超出全国各地机械工程当初年增长率[1]。这些年,伴随着我国现代化脚步的慢慢加速,食品包装材料机械设备以每一年18%的速率增长,且早已出現了一批贴近和做到国际性水准的高档商品[2]。但例如公司经营规模小、商品层级低和可信性差、進口依靠比较严重、开发设计工作能力不高、研发投入不够、技术专业技术人才欠缺等难题也使中国包装设备商品饱受诟病[3]。现阶段,中国“制作包装袋-填充-密封”包装设备商品的型号以单列、三边封口型主导[4]。一小包包裝在药业和食品企业运用普遍,其包裝內容物不缺粉状、颗粒原材料。而中国大部分小颗粒原材料全自动包装机大多数为单列式,包裝速率一般在20~80袋/min中间,这毫无疑问是不可以融入经济发展的发展趋势、不能满足销售市场的要求的,因而科学研究髙速一小包包装设计是销售市场发展趋势的大势所趋[5]。
伴随着社会发展的发展趋势和技术性的发展,当代包装设计日渐朝着髙速、高宽比机械自动化、自动化技术和智能化系统的方位发展趋势[6]。在持续提升包装设备产品品质的另外,也要提高工作效率。此外,在我国食品企业中小规模企业占有非常的占比,因而包装设备还要具有一定的性价比高。自动控制原理的工作中物质为气体,安全性、零污染、低成本,而且相对于齿轮传动和液压传动系统结构简易,手疾眼快反映快[7]。PLC因为具备非常高的抗干扰性和可靠性,被广泛运用于工业控制系统的各行各业。设计方案的系统软件选用三菱FX3U系列产品PLC控制标准气压电子器件,根据触摸显示屏设定有关主要参数。
1高速小袋包装机总体方案设计及原理
这种髙速全自动包装机,集聚料定量分析、包裝成形、原材料添充、包裝密封等各类作用于一体,其工作中全过程以下:包装袋根据正确引导轮被送至包装袋子成形器处,成形后的包装袋子根据纵封加温轮进行热封合,并在纵封牵引轮的牵引带下抵达横封处,横封组织 吸合将包装袋子下孔封合。这时原材料经过运输管路进到包装袋子中,随后根据分离出来吹气检查口,空气压缩再度进到管路,将运输管路中残留料分离出来,横封组织 再度吸合进行包装袋子上端封合。全自动包装机横封组织 选用U形密封,吸合一次可另外进行当今次包装袋子上口的封合和下一包装袋子下孔的封合。进行包裝后,切割刀将包装袋子切离,落下来的包装袋子历经导轮掉入输送带中。
在高速小袋包装机设计方案时,送料一部分非常选用气动式送料。待包裝原材料装进盛料盘里之后,在盛料回旋转的全过程中,原材料会掉入固定不动在其中的好几个容量式盛加料器内。当每一个容量式盛加料器所属的通孔两者之间正下方的转动盘里的联接气管转到给料气管下方时,空气压缩便将原材料吹进运输管路。盛料回旋转一周,可完成数次吹气检查送料,进而完成髙速送料,进而保证 髙速包裝的开展。在保证每袋包裝原材料品质为0.5G的基本上,设计方案包裝速率达到240袋/min。
髙速全自动包装机工作模式步骤如图所示1所显示。
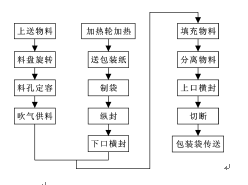
图1髙速全自动包装机工作模式流程表
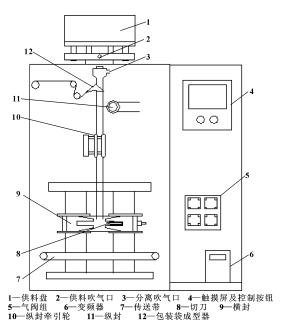
髙速全自动包装机整体框架图如图2所显示,关键由送料盘、进气口、纵封、横封、切割刀、软启动器、阀门组、触摸显示屏等构成。
图2髙速全自动包装机整体框架图
2髙速全自动包装机气动控制阀设计方案
2.1 气动控制阀总体方案设计
全自动包装机气动控制阀的气动式控制回路控制图如图所示3所显示,
气动控制阀关键包含4个汽缸及其6个继电器。在其中汽缸功效以下:纵封汽缸的关键功效是促进纵封沿纵封挪动槽开展水准挪动,在纵封抵达特定部位后出示稳定的标准气压,确保纵封维持在特定部位,进而开展包装袋的纵封解决;纵封牵引带轮汽缸的功效是促进后面的纵封牵引带轮往前侧牵引带轮挨近,使牵引带轮迅速抵达并维持在特定部位;横封汽缸的关键功效是促进横封,减少横封的水准行程安排,降低工作中用时;切割刀汽缸的关键功效是迅速促进切割刀,保证 将包裝结束的包装袋子高速激光切割分离出来。
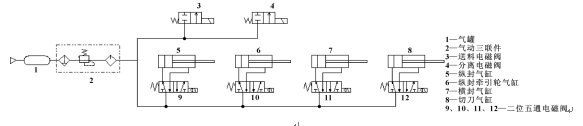
图3气动式控制回路控制图
在设计方案髙速全自动包装机时,纵封、纵封牵引带轮和横封在标准气压减少后会全自动后退,切割刀附带弹黄,在进行前行激光切割工作中后,弹黄会带动切割刀全自动后退。因此各汽缸均选用二位五通电液换向阀做为主控芯片元器件。给料和分离出来继电器均选用二位二通继电器:给料继电器的功效是当送料一部分各气管部位配对组成详细气管时打开,促使压万缩方空数气据圆满从进风口进到,将原材料经过送
料气管传至管路中;分离出来继电器则是在当检验到原材料沿管路历经检测点后,分离出来继电器打开,空气压缩从分离出来吹气检查口进到管路,目地是保证 原材料彻底进到包装袋包范围内,进而降低原材料包裝偏差。
2.2 气动式送料一部分设计方案
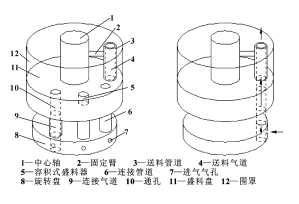
供送设备能依照包装工艺规定及全自动包装机工作中节奏感,融洽地将包裝原材料、包装制品等逐渐送到预订位置,它决策全部机器设备的生产率和自动化技术水平[8]。该髙速全自动包装机根据气动控制阀完成了髙速送料,其吹气检查送料一部分框架图如图16所显示,在盛料盘里有八个埋孔,埋孔内固定不动着容量式盛加料器,容量式盛加料器下边为金属材料细纱网,使汽体能圆满根据。转动盘外壁设立气管,而且转动盘经过联接件和盛料盘固定不动,促使埋孔10和联接气管9在竖直方位维持无空隙重叠,在旋转时,原材料盘与转动盘有同样的转动速率。当原材料倒进盛料盘后,盛料盘旋转,原材料掉入容量式盛加料器中。当盛料盘的埋孔10与给料气管4在竖直部位重叠时,缩小汽体从进气口出气孔7进到,顺着途径从联接气管9到埋孔10到给料气管4,就可以将固定不动容积的原材料带到运输管路,进到包裝阶段。
2 高速计数一部分
为确保髙速记数的精确性,在电脑编程一部分选用髙速电子计数器,其操纵plc梯形图其如图所示5所显示。
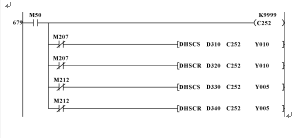
图5控制梯形图
图6髙速记数时序图
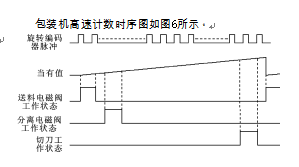
图6吹气检查送料一部分框架图
3PLC全自动自动控制系统设计方案
3.1 系统软件硬件配置型号选择及I/O分派
融合髙速全自动包装机的应用规定,自动控制系统设计方案键入等级为10个,輸出等级为13个。历经综合性考虑,自动控制系统选用三菱FX3U-32MT型PLC并改装温度检测与模块FX2N-2LC,在其中FX3U-32MT本身含有16路键入点和16路輸出点,輸出方式为晶体管输出[9],得以考虑具体生产制造规定。PLC控制的键入、輸出点分配如表1所显示。
表1髙速全自动包装机PLC控制的输入、輸出点分派表
编号名字输入点编号名字輸出点
1旋转编码器A相 X0 1 电动机起动 Y0
2旋转编码器B相 X1 2 电动机启动出光 Y1
3旋转编码器校准 X3 3袋传输操纵电动机 Y2
4记数光电传感器 X4 4 补料操纵电动机 Y3
5电动机起动键 X5 5 横封继电器 Y4
6电动机点动键 X6 6 切割刀继电器 Y5
7电动机终止键 X7 7 报警系统灯 Y6
8气动阀门不够警报 X10 8 给料继电器 Y7
9无料检验限位开关X11 9 分离出来继电器 Y10
10急停开关 X12 10排序记数继电器Y11
11纵封卡紧继电器Y12
12送纸继电器 Y13
4 结果
这种高速小袋包装机应用气动式送料方式,总体结构紧凑简易,与传统式一小包全自动包装机对比,生产制造速率完成大幅度提高。依靠PLC强劲且平稳的操纵作用对气动控制阀开展操纵,系统软件可以信赖,在具体生产制造运用中具备很高的营销推广使用价值。
文章来源于网络转载,侵删
 ×
×



