

来源:网络转载更新时间:2020-08-18 09:34:41点击次数:4231次
纸和硬纸板被称作"软钢材",其生产制造,消費速率和人民国民生产总值的增速非常。经济发展的发展趋势将为在我国造纸行业发展趋势出示强有力支撑点,依据纸及硬纸板消耗量指数值与GDP指数值的相关分析,并综合性考虑到危害社会经济发展趋势的相关不确定因素和有关产业链的发展前途,造纸行业未来市场发展趋势室内空间宽阔。但在我国造纸造纸工业技术设备的科学研究.开发设计.生产制造平均水平依然较低。技术实力与海外对比差别非常大,大中型优秀造纸造纸工业技术设备基本上彻底借助进口。
国家发展和改革创新联合会对造纸工业产业链推行制造行业准入条件规章制度,规定造纸工业产业发展规划要完成规模效应.突显起止经营规模。在建.改建造纸工业新项目一条生产流水线起止经营规模规定做到:白报纸年产量30万吨级.文化艺术用纸年产量1。万吨级,箱纸板和白纸板年产量30万吨级.别的硬纸板新项目年产量10万吨级。一台传统式的自动式纸卷包装机难以考虑一条生产流水线的规定,这对纸卷包装机的生产节拍明确提出了迅速的规定。
多工位全自动纸卷包装机关键由踢纸器.秤重对中系统软件.接纸器.工序移动车系统软件.放纸系统软件.送纸系统软件、压边系统软件.切纸调胶系统软件.内不锈钢封头置放系统软件.压合合系统软件.外不锈钢封头置放系统软件.贴上标签系统软件.液压机气动控制阀及自动控制系统构成,所述各系统软件根据自动控制系统传送数据信号操纵各作用汽缸,液压缸及电动机并推动各组织 姿势,进行纸卷的包裝全过程。现阶段我企业开发设计的多工位全自动纸卷包装机生产节拍做到120卷/钟头,在中国处在制造行业优点影响力.中国暂未竞争者。但在国际性上其竞争者较多,有德国Metso.Saimatec,Raumaster,法国Voith,日本国Maruishi等企业,她们大多数生产制造历史时间较长,比较之下具备技术性’管理方法,工作经验上的优点。在其中对大家最具威胁的就是德国的Mets。企业,该企业技术性深厚,国外市场信用度高.包裝节奏快,做到180卷/钟头,一些造纸厂的工程项目关键选用其商品。
根据对多工位全自动纸卷包装机应用生产厂家的电话回访,及其比照我企业的纸卷包装机和海外优秀全自动包装机的特性,发觉危害多工位全自动纸卷包装机生产节拍的关键要素是包装袋张力传感器不理想化,非常容易产生包装袋断纸.纸卡状况;压合合系统软件机器设备液压机操纵的可靠性不足,促使旋转和压合速度都不可以太快,旋转速率太快非常容易促使声卡机架振动大,危害机器设备使用寿命.压合速度太快非常容易产生炸包状况.
张力传感器的创意设计
多工位全自动纸卷包装机原张力传感器计划方案如图所示1所显示,在放纸架4上设定一个卡盘式刹车,该制动系统由磨擦盘1及支撑力制动钳2和刹车踏板制动钳6构成,磨擦盘1固定不动于放纸架4上,与纸卷锥头同轴输出。制动钳2和刹车踏板制动钳6固定不动在放纸架4的支撑架主梁,各自放置磨擦盘一两边。在送纸辐6和压辐7的功效下,带动包装袋5作开卷健身运动,根据张气力缸3的气路工作压力,来操纵制动钳2与磨擦盘1中间造成的滑动摩擦力,完成支撑力的操纵。刹车踏板制动钳6起刹车踏板功效,送纸时开启.终止时夹持。
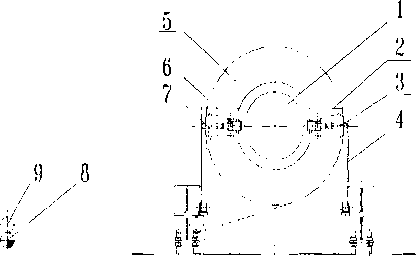
图1多工位全自动纸卷包装机原张力传感器计划方案
1.磨擦盘2.支撑力制动钳3.张气力缸4.放纸架5,包装袋6.刹车踏板制动钳
7.剥车气紅8.送纸辐9.压纸辗
自动式纸卷包装机的包裝为一个中断的全过程,包装袋起停经常。尤其是大纸卷时,其惯性力矩十分大,启动冲击性大非常容易产生断纸状况。以便确保持续纸只能增加开机时间,而刹车踏板时非常容易对纸芯导致毁坏,进而纸芯与换纸轴跑偏,使包装袋处在无法控制情况.非常容易产生纸卡状况,危害生产节拍。而且伴随着包裝全过程的开展,纸卷愈来愈小,规定职工依据纸卷的尺寸调整张气力缸的工作压力,自动化技术水平低。
设计理念是:选用电动机取代原先的气动式支撑力刹车片,运用软启动器完成恒张力控制。
张力传感器的目地便是完成包装袋上的支撑力稳定,软启动器能够 根据二种方式做到目地:一种是根据操纵电动机的转速比来完成;另一种是根据操纵电动机輸出转矩来完成。
速率方式下的支撑力闭环控制系统是根据调整电机额定功率做到支撑力稳定的.最先由包装袋的角速度和钢丝绳卷筒的卷径即时测算出同步配对頻率命令,随后根据支撑力检验设备意见反馈的支撑力数据信号与支撑力预设值组成PID闭环控制,调节软启动器的頻率命令,使开卷电动机的转速比和包裝时的角速度精准的同步.
转距方式下的支撑力开环控制,不用支撑力检验意见反馈设备.就可以得到平稳的张力传感器实际效果,构造简易.实际效果不错。但软启动器需工作中在闭环控制矢■操纵方法,务必安裝限速电动机或伺服电机,便于对电动机的转速比做精准测量意见反馈.
转距方式下的支撑力闭环控制系统是在支撑力开环控制的基本上増加了张力反馈闭环控制调整。根据支撑力检验设备意见反馈支撑力数据信号与支撑力预设值组成PID闭环控制调整.调节软启动器輸出转距命令,那样能够 得到更高的张力传感器精密度。其张力计算与开环控制同样。
速率方式下的支撑力闭环控制系统和转距方式下的支撑力闭环控制系统效果非常的好.高精度.但成本增加.自动式纸卷包装机对包装袋支撑力的规定不高.选用转距方式下的支撑力开环控制就能満足规定,因此 在本设计方案中釆用转距方式下的支撑力开环控制.
不论是转距方式下的支撑力闭环控制系统還是开环控制都必须开展转距的动态补偿,多工位全自动纸卷包装机的包裝为一个中断的全过程,包装袋起动终止经常.在几秒钟内必须进行一个从静止不动加快1m/s上下随后降速直至终止的一个循环系统.这促使转距的动态补偿特别是在关键。如果不开展补偿.将出現启动支撑力偏大,终止时支撑力偏小的状况。
全部包裝全过程中.最先是起动要摆脱滚动摩擦力所造成的转距.通称静摩擦转距.静摩擦转距只在起动的一瞬间起功效;一切正常运作时要摆脱滑动摩擦力造成地滚动摩擦转距,滚动摩擦转距在运作之中一直都存有,而且在低速档.髙速时的尺寸是不一样的,必须开展不一样尺寸的赔偿;系统软件在加快.降速,终止时为摆脱系统软件的慣量.还要开展相对的转距赔偿,赔偿的量与运作的速率也是有相对的占比关联。在不一样线速度的情况下.赔偿的指数是不一样的.即加快转距.降速转距,终止转距;终止时,尤其是大纸卷时.其旋转慣量十分大.假如采用立即刹车踏板的方式.纸芯非常容易毁坏,导致纸芯与换纸轴跑偏,支撑力不可以精准操纵,因而采用匀降速至终止的一个操纵全过程。
转距的动态补偿计算方法以下所显示:
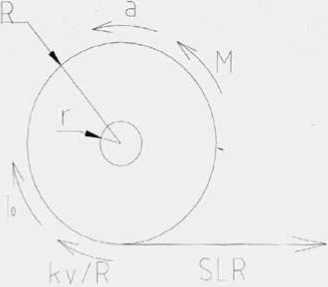
Ja=M+SLR-kv/R-ToM=Ja-SLR+kv/R+To
M=\#+SLR+星+乌
式中:M-电动机輸出扭矩,N-m
R-包装袋卷半经,由感应器精确测量得到,m
r-包装袋芯半经,取0.038m
L-包装袋卷总宽,由客户键入.m
P~~包装袋卷相对密度,kg/n?
JtcL机器设备枢轴和电动机惯性力矩参量根据测算得到为1.38kg/m2
a~瞬时速度,根据旋转编码器测景得到,m/s2
S-设置包装袋的支撑力,N/m(一般为100N/m上下)
k-滚动摩擦转矩参量,取0.9
v—包装袋的速率,m/s
Tl起动扭矩,取15.89N.rn
热压合系统软件的创意设计
危害包裝节奏的另一要素是压合合系统软件机器设备液压机操纵的可靠性不足。压合合系统软件是卷包装纸盒的最终一道工艺流程,它的功效是将涂层外不锈钢封头纸加温后,黏贴于纸卷的两边,随后对纸卷端包裝一部分压合成型,做到好的包裝实际效果。压合合系统软件关键由声卡机架.晃动台.上下加温盘,液压油缸及其编号设备等几大型部件构成。声卡机架为该一部分别的构件的轻载支撑点组织 。它关键由左.右声卡机架,液压油缸钗座.带座轴承和矩形框中空槽钢等构成。加温盘股票盘面为环形,安裝在晃动台子上,在液压油缸的牵引带下沿滑轨向中间看齐或向两侧分离而进行压紧不锈钢封头纸。它关键由离合器压盘体.隔热板.电脑主板.加温体.无动力风帽.控制面板.排风扇.扁轴以及带座轴承构成。离合器压盘体是离合器压盘设备的支撑点行为主体,另外设立进风腔.加温腔,隔热板等。加温盘反面设立排风扇,排风扇固定不动在挪动窗框上,其吸出风口与加温盘后背管理中心排风口联接;当离心风机起动后,离心风机根据进风腔.通风风管.无动力风帽与控制面板可将纸卷外不锈钢封头吸附在控制面板上。晃动台是加温盘和离心风机运动的媒介。它在液压油缸的牵引带下,推动加温盘晃动,使加温盘进到或是撤出生产流水线。晃动台关键由左.右晃动架和构造梁构成。液压油缸是加温盘水准挪动.晃动及卷纸顶端压合成形的驱动力。编号设备根据同步皮带与加温盘相接,对加温盘的挪动记数编号,根据编号设备得出的数据信号来操纵液压传动系统,进而使加温盘迅速挪动随后慢速度贴近包装袋卷。因为压合合系统软件应用液压机驱动器,其特性与液压传动系统息息相关。
液压传动系统具备以下优势:
在同样输出功率状况下,液压机实行元器件体型小.重量较轻,结构紧凑。比如同输出功率液压马达的净重约仅有电机的1/6上下;液压传动系统的各种各样元器件,可依据必须便捷、灵便地来布局;液压控制阀工作中较为稳定,因为重量较轻.惯性力小.反映快,液压控制阀便于完成快速开启'制动系统和经常的
换相;控制操纵便捷,可完成大范畴的无极变速(变速范拇达2000:1),它还能够在运作的全过程中开展变速;一般选用矿物质机油为工作中物质,相对速度面可自主润滑,使用期长;非常容易完成匀速直线运动,旋转健身运动;既易完成机械设备的自动化技术.又便于完成过压保护.当选用液压协同操纵乃至控制系统后,可完成大负裁.高精密.远程控制自动控制系统;液压件完成了规范化.通用化.实用化.有利于设计方案.生产制造和应用'
其缺陷也比较突出,液压传动系统不可以确保严苛的减速比.它是因为齿轮油的流体密度和泄露导致的:工作中特性易受溫度转变的危害.因而不适合在很高或很低的溫度标准下工作中;因为液体流动性的摩擦阻力损害和泄露很大,效率较低:假如处理方式不正确,泄露不仅环境污染场所,并且还很有可能造成火和爆炸事件;以便降低泄露,液压件在生产制造精密度上规定较高.因而它的工程造价高,且对液压油的环境污染较为比较敏感;液压传动系统必须有独立的电力能源(比如电动液压泵),液压机能否像电磁能那般从远方传出,检修工作中较繁杂,必须有较高新技术的工作人员检修,学习培训液压机专业技术人员的時间较长:液压传动系统设备出現常见故障时不容易查证缘故,不容易快速清除:齿轮油溫度的转变.对传动系统工作中的可靠性有一定的危害;液压传动系统中各工作中零件生产制造精密度规定较高:为避免 渗油及其为考虑一些特性上的规定.液压件生产制造精密度规定高,给应用与维护保养产生一定前难.
液压传动系统的所述缺陷促使压合合系统软件机器设备的可靠性术够.导致压合盘压合和旋转的速率转变。速率更快后促使压合时非常容易产生炸包状况..旋转时冲击性大.振动显著危害机器设备使用期。这促使运作时迫不得已减少速率.用放弃节奏的方法获得机器设备的可靠性.假如依然选用液压传动系统的方法.并确保生产节拍.这就必须在原先的液压传动系统基本上増加意见反馈设备.产生闭环控制系统.这促使它的工程造价十分高,而且调节时间长.检修工作中较繁杂.必须有较高新技术的工作人员。而且液压传动系统的高效率低.耗能大,维护保养成本增加.维护保养不方便,非常容易产生渗油状况.
根据数据分析液压传动系统和电机传动的优点和缺点,创新能力的明确提出应用电机传动取代液压传动系统来提升压合合系统软件机器设备的可靠性.进而提升全自动包装机的生产节拍的方式 .
压合构造如图2所显示。旋转构造如图所示3所显示。
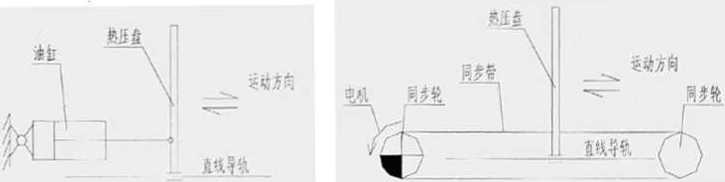
改善后的构造
图2压合构造
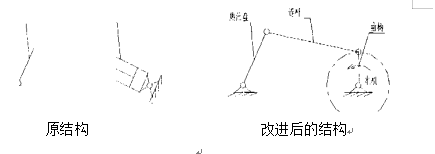
图3旋转构造
选用电机传动具备以下优势:.
机器设备低成本;运作姿势精确,可靠性高;安全系数不错;运作速度更快,节奏快,压合盘不需每一次都倒退及时,可依据纸卷的规格型号停在一安全性部位等候,节奏更快;维护保养简易,基础不用维护保养;应用低成本,耗能低。历经细心测算压合电动机的输出功率为两个9.2mW,而液压油泵电动机的输出功率必须30kW.旋转电动机的输出功率为15kW,而液压油泵电动机的输出功率为45kWo而且电机驱动器的压合盘系统软件中电动机仅有在运作时工作中,而液压油泵的电动机必须长期性工作中。
历经对包装袋支撑力的操纵方法,及其在压合合系统软件中选用电机传动取代液压传动系统这一系列提升,使多工位全自动纸卷包装机的可靠性大幅度提高。历经具体检测全自动包装机的生产节拍做到180卷/钟头,做到国际性优秀水准。
文章来源于网络转载,侵删
 ×
×



