

来源:网络转载更新时间:2020-08-12 10:57:53点击次数:4750次
前言
配料是铁合金生产中的重要组成部分,在生产过程中,机械将各种原料严格按照比例均匀混合。目前工厂一般釆用两种方法,一种是人工称重,然后将称好的物料一起放入输送皮带或小车上进行上料,经过炉顶过渡料仓,最后进入矿热炉;另外一种是自动称重,自动上料,人工干预少。由于原料里面有很多粉尘,人工配料时容易吸入而导致职业病。增加了生产风险和劳动力成本,同时每日需要配料批次较多,人工容易导致失误,最终造成产品质量问题,增加了管理成本。为了提高产品质量和生产效率,需要采用准确可靠的自动配料系统。
1自动配料系统
自动配料系统釆用主从式结构。以工控机为上位主机,PLC、称重仪表为下位从机,上位机处于主导地位,实现对各个从机的通信管理和控制。工控机通过CP5621卡与PLC间通过ProfibusDP总线相连,通过DP-Modbus网关与称重仪表相连。
1.1控制系统构成(见图1)
整个全自动配料混合系统由工控机、PLC、工业称重仪表、变频器、振动电机、混料机、传感器、传送带等组成。
每台矿热炉用一个配料站,根据日料仓的个数,下设相应称重料斗,每个称重料斗对应一块称重仪表。
每个日料仓下设一个称重料斗,由一台小皮带
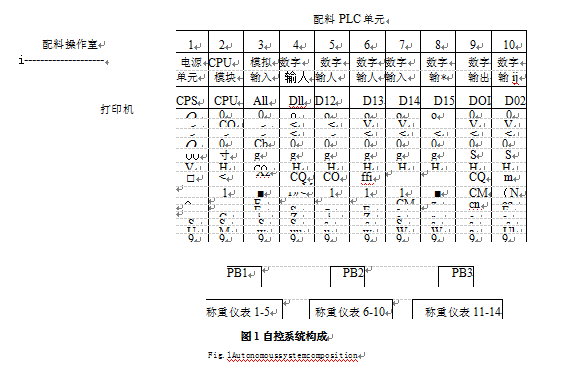

机将日料仓内的料向称重料斗内喂料,达到称重仪表所设定的重量时,自动停止喂料,并发出放料信号,此信号进入PLC系统内,由PLC控制称重料斗下小皮带机放料,喂料小皮带机由称重仪表控制启停,放料小皮带机由PLC控制启停。
1.2称貢仪表的组成及工作原理
通常称重仪表由称重传感器(WZ)、称重变送器(WT)、称重控制器(WIC)组成。
称重传感器由金属弹性元件本体和与其相连的电阻应变片构成,4只电阻应变片组成一个惠斯通电桥。被测物的重力G使弹性元件产生形变£,这一形变引起电阻应变片的延伸,压缩形变£。根据虎克定律,弹性形变与外力成正比eG,根据电阻应变效应理论:电阻应变片的相对变化(△/?)/"与形变e成正比:(△/?)//?=瞞,式中*为电阻应变片灵敏系数。因此eRVR'G惠斯通电桥的不平衡电压队=(△/?//?){/宀所以U書G只要测量[4,经过放大、变送并经称重控制器处理后便可得到被测物的重量Go
称重配料系统的基本原理是:首先根据配制比例设定各物料的加量值,由称重控制器或PLC顺序执行各种物料的加料,通过称重仪表检测此物料的加入量,直到加量达到设定值时关闭其进料阀门,完成此物料的加量后进人下一种物料的加入过程,直到所有的物料按照设定加量值加量完毕结束配料。
1.3称更配料系统的特点
经过实践,利用称重仪表实现配料自动化的优点如下。
1.3.1实现质量配比
由于称重仪表测量的是物料的重量G,因为G=mg,故G\-.Gz•■-:C„=zni:m2:所以称重配料系统可直接实现各物料的质量比例配制。化工生产中质量计量比体积计量更优越。
1.3.2同一仪表差值计量,克服系统误差
所有物料的加量都是通过同一台称重仪表进行检测,并且各物料的加量控制是靠称量值的前后差值计算来实现。即使称重仪表的零点产生漂移,其用差值表示的加量仍是准确的,也就保证了配制比例准确。
当仪表的零点和量程同时发生变化后,能否严格实现准确的配制比例,讨论如下:设称重仪表输入输出的关系为Y=kx,m},m2两种物料之间的配制比例为H。
H_-2-\1_kxr-kx)_%2~~伽_—2 (])
Y\-~Yokxi~k%QX]~XqGt
式⑴中,C2C分别为皿、皿的加量。当仪表零点量程变化后输入输出的关系为:Y=k/+△,仍按原设定值进行加料控制,则:
H_匕-匕_(A:攵2+A)-(虹i+A)_x2~xi_G2Yi-Kq(奴]+△)-(&*()+△)Xi-xoG\
(2)
即使仪表的零点、量程同时改变后,称重系统仍可实现皿、皿之间准确的配制比例,从而保证了生产的安全性。
1.3.3系统具有易扩展性
称重配料系统不仅可实现液体物料的配制,还可应用于固、液物料的混合配制,以及向外供料的计量和控制,所有这些功能均只需增加相应的阀门,增添相应的控制程序便可以实现。
1.3.4系统的可靠性高,精度稳定且调校方便
称重传感器是通过电阻应变片电阻的微小变化来测量重力的,几乎没有机械行程,并且灵敏元件本身封装在弹性元件内部属于全密封式结构,不与工艺介质接触,不受料液结垢、结晶、腐蚀等影响,精度能够保持长期稳定。称重系统的调校也很方便,只需用标准砥码或定量的水便可对仪表进行校验。
1.4系统硬件构成
1.4.1上位机
上位机釆用标准4U机箱的工业控制计算机,工控机抗干扰以及防尘能力强,在恶劣环境下能够正常工作。上位机硬件选用双核中央处理器,大容量存储,以及大屏幕的液晶显示器。
上位机安装WindowsXP系统.SiemensSTEP7V5.4编程软件以及SiemensWINCC人机界面软件,WINCC根据系统配置制作上位机画面。
PLC选用西门子S7-3OO系列PLC,该系列PLC结构紧凑,坚固耐用,经济可靠。
CPU选用315-2DP,该CPU有两个通讯接口:MPI和DP,由于DP接口有较高的通讯速率,故使用ProfibusDP总线进行通讯。
1.4.3称重仪表
称重仪表选用带Modbus的工业称重仪表,PLC通过Modbus通讯能够读出仪表的工作状态,实时料重,并且可以将上位机的目标重量写入仪表,仪表按照目标重量进行称重。
2通讯程序的设计
2.1上位机和PLC间的通讯
组态软件一般都内置了PLC的通讯驱动,在该驱动中组态通讯参数,再建立相应的变量即可。
称重仪表一般都内置Modbus通讯协议,只需要增加ProfibusDP-Modbus的网络协议转换网关即可实现PLC与称重仪表的通讯,鉴于称重仪表比较多,为了减小轮询时间间隔,每4~5块称重仪表配备了一块网关,减小了通讯时间。
3过程应用
配料过程是由称重仪表实现,称重仪表与PLC之间使用通讯进行数据交换(ModbusRTU),实现在上位机设置各项参数,如配比等。PLC记录每次配料偏差,自动计算出下次配料定值,写入到称重仪表内。
上位机放置在配料控制室内,PLC与工控机之间的通讯使用DP总线通讯。能在上位机完成配料配比以及报表的记录打印、各设备运行状态监视等。
在炉顶过渡料仓(每个车间一个过渡料仓)内加雷达料位计,信号进入配料站PLC,当过渡料仓料位低于设定值后,启动配料过程,实现自动配料。
配料站附近设控制室,内放配料PLC柜、动力柜、操作台。通过操控操作台上各按钮,可实现手动上料(不经过PLC),这样系统就有自动、手动(经PLC)、纯手动(不经PLC)三种控制。
在PLC进行控制的过程中,上位机使用上位机连接命令监视下位机的运行状态和数据区内容,实时读取PLC的内部状态以及称重仪表的实时数据,在上位机上显示。总体上讲,系统具有如下功能:①全自动配料,在设定好配方之后,系统自动按照配方称重配料,无需操作人员干预;②具有报表功能,可以产生日报表、实时报表和月报表、年报表等;③动态增加和修改报表,系统通过设定权限,赋予技术人员或操作人员修改、增加配方的权利,同时记录该次修改的日期和操作人员编号;④断电恢复功能,系统能够在突然断电的情况下,恢复断电前的测量记录;⑤局域网共享功能,主机在局域网内可以共享数据,方便车间主管了解工程进度和其他情况。
3.1上位工控机提供人机交互界面,完成控制信息输入、数据管理、进行数据显示、存储、统计和报表等功能,它的主要工作如下:
工控主机首先根据操作人员的指令,读取某个编号的配方,然后,根据配方中配料的比例及先后顺序,向PLC发岀开始配料的指令,使得PLC能够起动特定的变频器。在配料过程中,工控主机以轮询的方式,一方面实时读取PLC的状态字,了解PLC及PLC下级设备的运行状态;另一方面实时读取安装在配料机上的称重仪表的称重数据,按照配料策略,当称重接近配方中的设定值时,主机向PLC发出停止本次配料的指令。
当一个配方上的所有材料都配完后,整个配料过程暂停,等待操作人员的指令。系统运行过程中,PLC与上位机实时通信,从而保证界面上显示的数据与现场实际数据的一致性,操作人员在上位机上发出的操作命令和设定参数都可以实时送到PLC。PLC的主要工作有:①接收上位机发送来的命令,通过变频器控制振动电机的起、停和快慢;②将变频器的运行状态实时写入内存数据区,供工控机读取;③将自身的各种状态以状态字的形式准备好,供工控机实时读取。
3.2控制策略及配料过程通过对配料过程的特点进行分析,配料过程具有如下特点。
因此,考虑采用快速、慢速、提前发出停止加料指令等控制策略,同时利用PLC的互锁技术确保配料的顺利进行。系统起动后,工控机向PLC发出开始加料信号,PLC控制变频器驱动电机进行快速加料,同时,工控主机通过串口持续不断地读取称重仪表的数据,当重量值接近设定值时,工控主机向PLC发岀停止加料的控制指令,此时,PLC控制变频器进行慢加,通过事先估计出传送机构上原料的残余,设定值和实际加料的差值和传送机构上原料的残余相当时,PLC真正发出停止指令,该指令由变频器执行,从而控制电机停机,停机后传送机构上的原料无
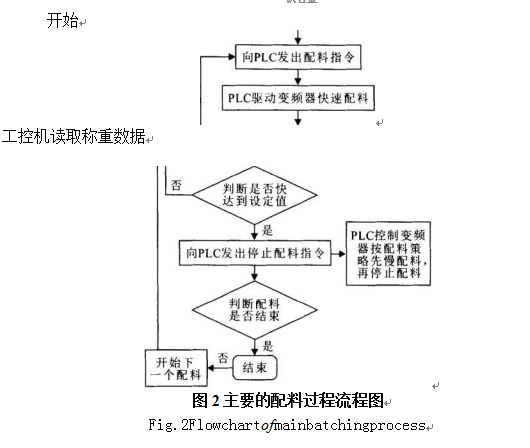
残余,配料精度符合要求,如图2所示。
4结语
本系统通过工控机、PLC和称重仪表的协调工作,完成了所需自动配料任务,在实际应用中表明系统稳定运行、可靠,人机界面友善美观,操作方便。
文章来源于网络转载,侵删
 ×
×



