

来源:网络转载更新时间:2020-08-11 11:45:07点击次数:4842次
1引言
塑料合成的原料为聚乙烯和添加剂,两种固体颗粒的配比不同,可以得到不同物理特性的塑料产品,用目前流行的电子皮带秤是保证不了工艺要求的配比精度要求的,因此作者研制了两套高精度固体颗粒流量控制系统,很好地满足了塑料合成的工艺要求。
2控制系统总体方案
如图1,整个控制系统分3级。第一级用LYNX型称重仪做主控制器,构成进料开关量闭环控制系统,使料仓的重量做周期变化。该级的控制思想是:采用高精度的重量传感器,称包括交流防爆电机、旋料机整个料仓的重量。这样通过测量料仓的重量减少速度就可以间接地获得固体流量的信号。但必需保证料仓内的物料在不影响测量固体流量的前提下得到源源不断地供给,本级控制目的就是为了完成注入物料的任务。第二级用SIMATIC型可编程控制器做主控制器,逆变器做执行机构,交流电机为控制对象,料仓重及为反馈信号,构成的交流调速系统。以完成料仓的重量按希望的速度减少的任务,即间接实现控制固体颗粒流量的目的。第三级用Intellution公司开发的FIXDMACSGUI监控和数据采集(SCADA)软件包,在PC总线的节点服务器上实现对系统进行实时的动画显示、故障诊断、历史趋势显示、报警打印等监控任务。
本文重点介绍系统控制策略的实现方法和系统的智能故障诊断方法及报警部分,上位PC机组态方法及动画显示、历史趋势显示、历史记录打印等监控功能。
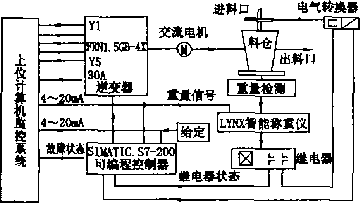
图1控制总体方案
3控制器硬件的实现
控制器的硬件设备,主要由德国SIEMENS公司生产的S7-200型可编程控制器,选件有SIMATICCPU212外加两个EM235模块组成(如图2)。
|
SIMATIC。CPU212 |
EM235 |
EM235 |
|
S7-200 |
A13/A01*12B1T |
AI3/A01*12BIT |
图2控制器硬件结构
SIMATICCPU212的性能如下:
(1)1k字节程序存储器;(2)lk字节数据存储器;(3)8点开关量输岀,6点开关输入;(4)最多可外加6组功能模块;〈5)64个计时器;(6)64个计数器;(7)128个标志位;(8)四则算数运算功能;(9)4个中断源;(10)快速布尔处理功能;(11)掉电保护数据50h;(12)三级密码保护。
EM235AI3.A0112BIT模块的性能如下:
(1)3路模拟量输入通道,12位精度;(2)1路模拟量输出通道,12位精度;(3)13档模拟量I/O的范围选择;(4)零点、满量程的调整功能;(5)数据接口为数据寄存器映射形式。
其中SIMATICCPU212是可编程控制器的主机部分,完成程序的储存、开关量控制、运算及实时状态的处理等任务。EM235模块是A/D.D/A单元,完成对给定信号、料仓重量的数据采集和控制信号的输岀任务。
4逆变器部分
本系统采用日本富士公司生产的FRN1.5G9S-4型逆变器。其外部大致功能如图3。该装置由16位CPU控制,采用两组显示器和一组编程键盘,其中LCD显示器和键盘配合。完成逆变器的频率设定,命令揪入,监视输岀,报警输出,控制输入方式,控制状态输出等供95种运行命令,预置编程组合,以完成多种控制任务的需要,LED显示器和键盘配合,可在线显示逆变器的输出频率、輪岀电流、椅出电压、电动机转速、线速度、负载速度、转矩等功能。供电电源AC380V50Hz交流从R、S、T输入。因为该装置属于交一直一交型逆变器,R、S、T的相序与电机的转动方向无关(见参考文献3)。U、V、W是逆变器输出,当电机在基频以下转动时为恒转矩区,其输出为电压与频率呈恒比值的交流信号,控制三相交流异歩电动机的转速。当电机在基频以上转动时,为恒功率区,其输岀为电压不变频率变化的交流信号,控制三相交流异歩电动机的转速,并且U、V、W的相序任意调换两相,则电机的转动方向改变一次)。Ci、"为4~20mA电流输入。FWD接CM保证电机正转(若REV短接CM,则电机的转动方向改变一次。)THR短接CM为取消外部报警干预。X1-XS是取电机做有极控制的输入(本系统不用)。Y1-Y5是电机故障状态输岀。PMP是数字频率计,它输出与电机转速基本对映的脉冲信号,3OC、3OB、3OA是报警输出。
5系统的故障诊断及报警
5.1交流调速系统的故障诊断及报警
由富士逆变器的小键盘和LCD显示器配合,设置如下命令:F42="1”F47="3FFFF”则逆变器位输出口Y1和Y2、Y3、Y4、Y5构成的二进制编码可实现16种故障的诊断。
富士逆变器还设有一个报警輸岀IL30C为公共端,3OB为常闭触点,30A为常开触点。用3OA和30C在现场接声、光报警器,然后把30A和YLY2、Y3、Y4、Y5的査询状态一起送到上位PC机,实时进行报警显示、故障历史记录和提示具体解决办法。
|
表1故障査询表 |
||||
|
序号 |
故障内容 |
输出状态 |
现象描述 |
|
|
Y1Y2 |
Y3Y4Y5 |
|||
|
1 |
正常运转 |
00 |
000 |
无异常运行 |
|
2 |
电机过载予报警 |
1* |
*** |
异當运行 |
|
3 |
电机加速逆变器过电流椅出 |
09 |
001 |
电机堵转 |
|
4 |
电机减速逆变銘过电流枪岀 |
00 |
010 |
电机堵转 |
|
5 |
电机慎速逆变器过电流输岀 |
00 |
011 |
电机堵转 |
|
6 |
电机加速逆变器过电压辖出 |
00 |
100 |
电机堵转 |
|
7 |
动力电據欠电压 |
00 |
101 |
电机堵转 |
|
8 |
电机热过載 |
00 |
110 |
电机堵转 |
|
9 |
逆变器热过载 |
00 |
111 |
电机堵转 |
|
10 |
逆变器中IGBT模块过热 |
ft1 |
000 |
电机堵转 |
|
H |
制动板或制动电阻过热 |
01 |
001 |
电机堵转 |
|
12 |
快速熔断器断路 |
01 |
0t0 |
电机堵转 |
|
13 |
存佛器或CPU错误 |
01 |
011 |
电机堵转 |
|
14 |
逆变器僕盘与CPU通信错误 |
01 |
100 |
电机堵转 |
|
15 |
连接逆变器选件错误 |
01 |
I01 |
电机不起动 |
|
16 |
逆变器福卡错误 |
01 |
I10 |
电机不起动 |
|
17 |
电机与逆变器虚连 |
01 |
111 |
电机堵转 |
5.2下料的动阀门和控制开关量的继电器故障诊断及报警
设:该种故障状态由可编程控制器PLC的Ml.6□位输出,Ml,6="0”为无故障,Ml.6=“1”为故障状态;气动阀门的状态反馈V=“0”为阀开状态开,此时固体颗粒注入料仓;V=“1”为阀门状态关,此时停止下料;继电器状态反馈J=“0”为吸合,J=“1”为断开。这样M1.6、V、J三者的逻辑关系如表2所示,即,继电器吸合则气动阀门必为开状态,:继电器断开则气动阀
门必为关状态;否则系统出现故障。而实际系统测试结果,从继电器动作到气动阀门的有效动作需过渡时间TbVQ.Is,也就是说,故障状态ML6=“1”的持续时间超过0.1s才为真正的故障状态,本系统设置为ML6="1"超过Is才输出故障信号,在本地实施声、光报警,并且远传,供上位PC机显示、报警。
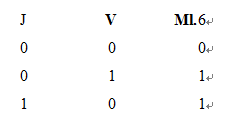
表2逻辑关系表
6分布式计算机控制系统在塑料厂的应用
6.1高压挤压机进料监控系统的暧件配置
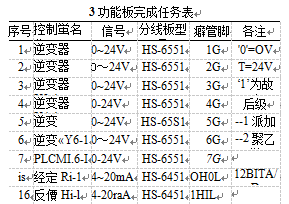
节点服务器选LE08000台湾大众PC总线工控机。内配一个HS-PCX6451型A/D接口板,该板具有16路带光电隔离的模拟量输入通道,12BIT精度,板基地址为1C0H。总线槽内还有一个HS-6551型开关量输入接口板,该板具有32路、DC24V开关量输入通道,板基地址为1Q0H。两个功能板完成的任务见下表。(注:下面只列出添加剂的监控参数,而聚乙烯监控参数与之相同只是号码顺延)。
 6.2高压挤压机进料监控系统的软件实现
6.2高压挤压机进料监控系统的软件实现
选用的FIXDMACSGUI软件包是美国某公司最新开发的开放式工业自动化软件,它是在工业上具有领先地位的分布式、PC总线、具有图形界面的SCADA软件(监控与数据采集)。软件平台为W1NDOWS31、95。下面简要介绍一下该软件在本系统的使用情况。
首先:按HS-6551、HS-6451的板基地址,用数据连接工具DATAL1NK建立I/O驱动程序。
其次:按FIXDMACSGUI说明书用系统组态控件SystemConfiguration建立主配方文件*。SCU。(本系统命名GYJYLSCU)它包括网络配置、I/O驱动程序配置、数据库名称配置、系统启动参数及初始启动任务配置、报警配置、文件路径配置、SCADA节点配置、安全保护域配置。
再次:用软件包中的两个控件Draw、View完成如图4所示的动画显示。该动画能形象的显示物料的实时变化状况,并且该图由LYNX称重仪、逆变器和PLC可编程控制器共五部分动画组成,用鼠标点击一下LYNX称重仪部分的动画图形,便可关闭主动画图形详细显示该部分动画图形,在其右面建立虚拟仪表,实时显示对映的参数变化,用鼠标点击“返回”按钮,即关闭该部分动画,回到主动画显示。用鼠标点击一下逆变器或PLC可编程控制器可以显示如表1所示的报警说明,并给岀故障诊断方法及维护指导说明。
最后:用FIXDMACSGUI软件包的HistoricalAssign,HistoricalCollect,HistoricalDisplay3个控件完成对添加剂、聚乙烯两种物料的给定与反馈流量共4个参数实施过程实时跟踪,且在笛卡尔坐标系上显示,其中纵坐标为流量变化值,横坐标为时间变化,每个参数的历史记录文件长度选取为3天,一个记录的步长为2s,借助于该曲线管理人员可清楚地观察到近3天内的生产状况。由于该计算机系统采用分布式结构,能记录故障状态的实时情况,这时打印出故障时段的曲线图,便可作为工厂实施奖惩的法律依据。另外增加了8h~班儿的物料实际流量汇总功能,即添加剂、聚乙烯在一个工作日8h内的物料实际消耗总量。因为该汇总结果能够反映上、下两道工序的物料损失情况,被工厂确定为工作业绩评比和发放奖金的标准。
文章来源于网络转载,侵删
 ×
×



