

来源:网络转载更新时间:2020-08-07 14:55:47点击次数:4280次
电线作为广泛应用于社会生产、生活中各个领域的工业产品,随着我国经济的快速发展,使用量大幅增长,电线生产也成为我国很大的一个产业[1-3]。就包装而言,电线产品大多都是成卷进行包装的,目前电线卷的包装形式比较单一,不美观,市场上同质化现象严重。国内很多生产企业对于电线的包装不太重视,包装的效率和质量的要求很难跟上市场需求的发展[4]。
国际上对于电线卷包装的要求较高,有些国家要求采用热收缩包装形式且包装过程中留下的热封缝不
能超过一条,国内包装机械目前难以达到要求。由于全自动热收缩包装机价格昂贵,国内企业很难承受,因此需要开发一种新的热收缩包装机械,提高包装品质,降低企业成本。
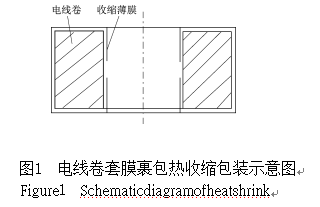
目前,市场上常见的电线卷包装方式主要有缠绕、捆扎和热收缩等。热收缩包装以其优良的包装效果,方便灵活的工艺方法,在整个包装行业中获得了较好的发展。薄膜热收缩包装常见的是采用双张薄膜进行裹包[5],一般分为电线卷水平和竖直放置2种方式。其中采用水平方式,热收缩后电线卷的两端被覆盖,不仅浪费包装材料,且人工搬运不方便,在侧面上形成开放口。采用竖直方式,最明显区别是电线卷2个端面是开放的,电线卷中间空间释放出来。由于采用双张薄膜进行热封切,以上2种方式得到的包装上面都会留有2条热封缝[6],很不美观,也不符合包装上热封缝不超过一条的标准。因此课题组提出一种采用筒状薄膜套在电线卷上进行热收缩的包装形式,其上下2个端面是开放的,节省材料的同时也不会留下热封缝,基本热收缩包装如图1所示。


根据确定的包装形式,设计一种新的基于电线卷套膜裹包热收缩的工艺方案,工艺过程如图2所示。一般采用筒状薄膜进行裹包,首先利用机械手结构,撑开折叠膜,待包装的物品被推入筒膜中,进行切断完成工作。其特点是工艺过程复杂,机械手要实现的动作较多,裹包的过程是间歇式的,不能连续进行,因此生产效率不高。课题组设计方案采用筒膜作为包装材料,应用套膜的方式,材料本身为筒状没有热封缝,利用这个特点设计简单的包装工艺,可以简化复杂的机械结构,实现连续高效、稳定地包装,减少设备的投入,降低包装的成本,增强产品的竞争力,比较适合国内实际情况。
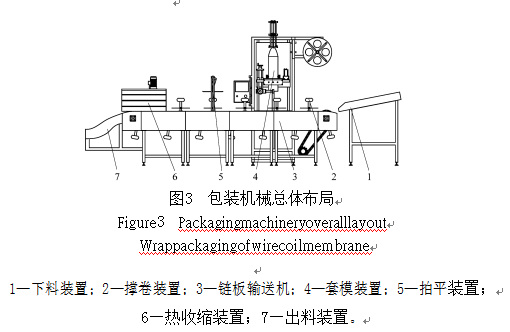
本方案包装机械主要由电线卷下料装置、链板式输送机及电线卷套膜等装置组成,能够自动、连续完成电线卷的热收缩包装,机械机构简单,维修方便。包装机的基本万结方构数如据图3所示。
.工作原理
生产的电线产品,成卷后,经过下料装置上阻挡翻板的调整,电线卷按照一定的规律下滑套在撑卷装置上;撑卷装置固定安装在链板输送机的链条上,链板输送机在电机的带动下,随输送链向前运行;当电线卷行至套膜工位处,将薄膜以类似套标的模式裹在电线卷的外面;在拍平装置的作用下,将薄膜进行拍打调正,经过薄膜旋转装置,摩擦带与撑卷装置薄膜盘接触,由于装置中心轴安装在转动轴承之上,因此,撑卷装置带动电线卷一起转动。电线卷维持转动状态进入热收缩室进行加热,可以使包装薄膜受热更均匀,保证包装的品质,提高成品率。经过热收缩的包装最后经过出料装置输出成品。
根据电线卷套膜的原理和要求设计的机构装置如图4所示。电线卷套膜装置主要由中心柱、护膜辊及薄膜张力辊等部件组成。薄膜从放料卷上放出经张力调节后,接入到中心柱导板上,折叠的薄膜经中心柱后展开成为筒装薄膜[7];中心柱采用送膜辊夹持在指定位置处,送膜辊滚动将薄膜向下输送,薄膜经过刀盘
时,成组的割刀同步转动,高速旋转的割刀将薄膜切断,套膜轮将切割的薄膜套在电线卷上;当套膜传感器感应到电线卷靠近时,将信号传递到PLC并下达送膜、切割及套膜等命令。套膜前,应先确保中心柱的安装位置准确,不出现松动,否则会影响薄膜的切割与套膜;刀盘的切刀安装时,应注意刀片的长度,避免刀片发生碰撞损坏,且使用环境的湿度不能过高,振动与冲击不能太强烈。电线卷由撑卷装置输送到套膜工位,将薄膜套在电线卷外面,撑卷装置上的圆盘将其支撑,保证其竖直放置,最后进入热收缩室加热,完成电线的热收缩包装。
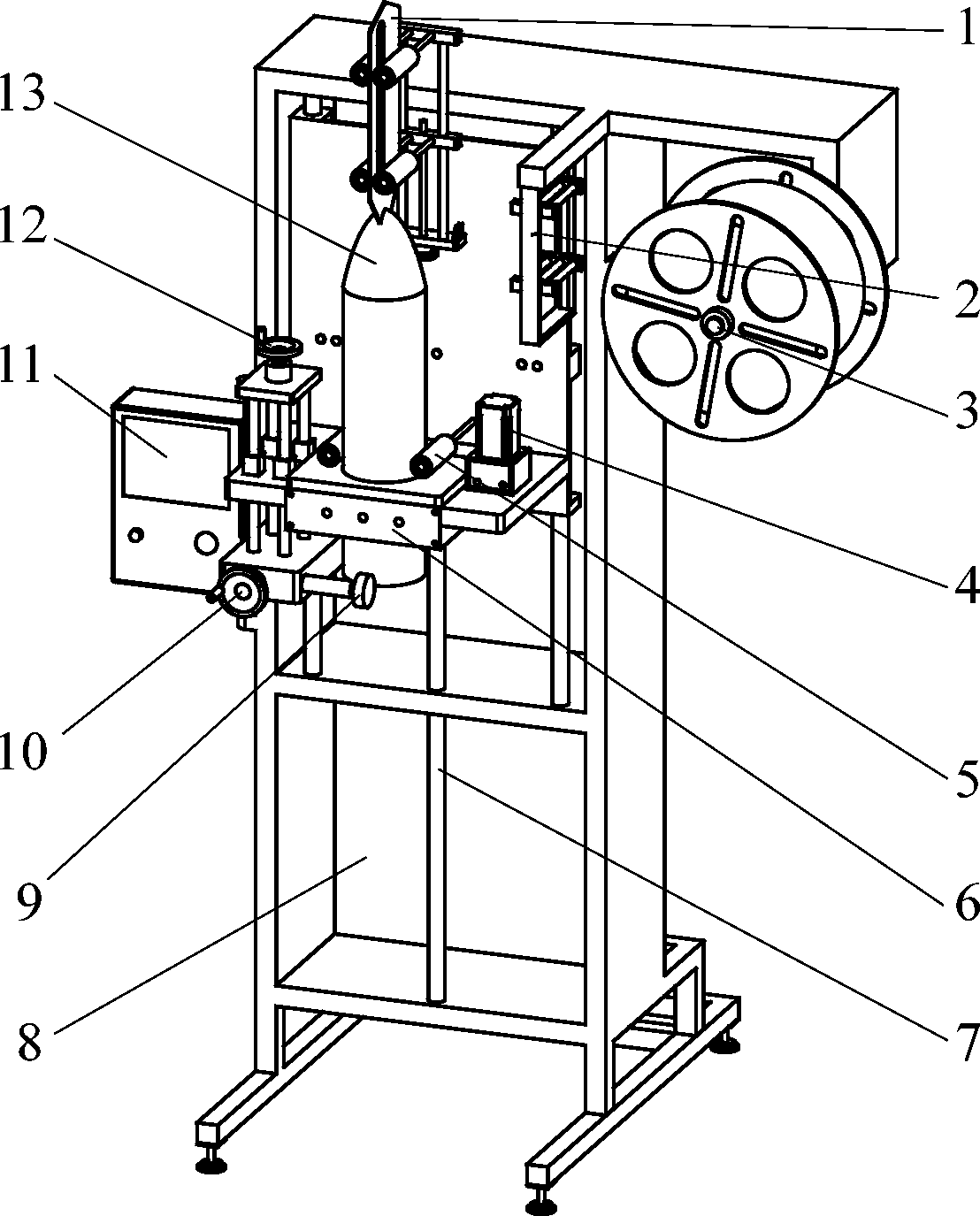
1—护膜辊;2—薄膜张力辊;3—膜卷辊;4—电机;5—送膜辊;6—刀盘机构;7—落膜高低调整杆;8—机架;9—套膜轮;10—套膜前后调整杆;11—设备显示器;12—套膜上下调节杆;13—中心柱。
图4 套膜装置
Figure4 Wearfilmmechanism
电线卷下料装置是将生产好的成品电线卷输送到包装机械内的装置,其主要的作用是接收传感器的信号控制电线卷间歇的平稳下料。传感器安装在下料输送槽下面,用来检测撑卷装置是否靠近,当撑卷装置靠近时,依靠下料装置上面的控制机构结合链板输送机将电线卷准确地套在撑卷装置上。
根据电线卷下料的原理和工作要求,设计的装置实体模型如图5所示,主要由阻挡翻板、气缸、曲柄、底座、控制机构支架和支架等组成。电线卷经下料装置引入包装工位,在控制机构的作用下将电线卷间歇性地释放,其原理如图6所示。依靠下料控制机构完成阻挡翻板的转动,使得电线卷可以按照信号在阻挡和释放电线卷之间自由转换,阻挡翻版的设计工作范围为0°~90°。在此过程中,当阻挡翻板与输送槽斜面成直角时万电方线数卷据被阻挡,当与斜面水平时电线卷可以继续下滑,控制机构完成对于电线卷下滑的控制调节。
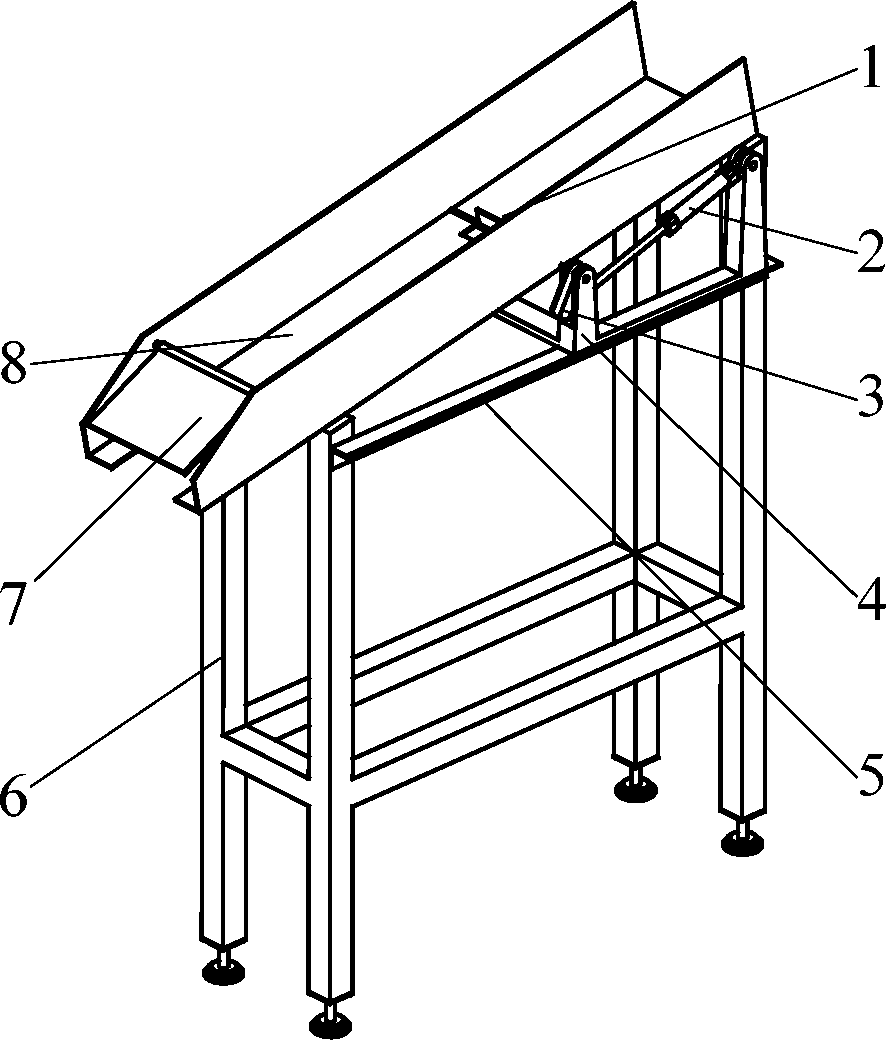
1—阻挡翻板;2—气缸;3—曲柄;4—固定底座;5—控制机构支架;6—机架;7—缓冲夹板;8—输送槽。
图5 下料装置
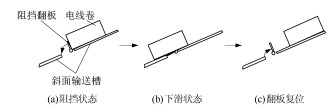
图6 电线卷下料控制机构运动示意图
下料控制机构简图如图7所示。课题组提出的下料控制机构,主要实现的是对于电线卷的阻挡和释放2个操作动作。选择曲柄摇块机构由若干杆件组成,结构简单、成本较低、制造方便,能在载荷较大的条件下正常使用,组合的方式多样,在工程实际中应用广泛。
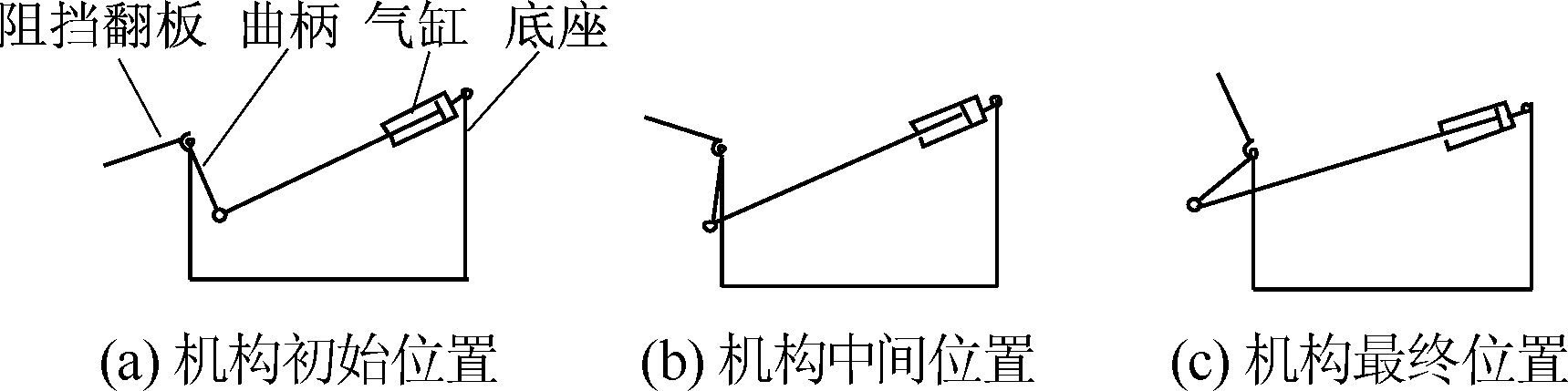
图7 下料装置控制机构简图
采用曲柄摇块机构来实现需要的运动过程[8-10]。气缸是曲柄摇块机构的动力源,将气缸的直线运动转变为曲柄的转动,阻挡翻版连接在曲柄上面,随着曲柄一块运动。当向气缸充入压缩空气,气缸活塞杆向外推出,带动曲柄和翻板转动,电线卷被挡住,机构变为阻挡状态;当电线卷要继续沿输送槽向下运动时,抽取气缸空气,则气缸活塞杆向内运动,带动曲柄沿逆时针
2=β2。
曲柄AB的角度变化极限位置与OA的夹角:计算气缸的行程L0。将已知的参数带入公式中经整理计算得L0=68.93mm,取L0=70mm。
机构杆长等参数已知,因此进行机构的位置等参数确定,可以将所求值代入相关公式中计算角度值,最终可以确定曲柄的2个极限位置。在这里还可以采用式中,φ为曲柄的摆角。
作图法结合计算机绘图软件快速地确定曲柄的2个极限位置[13],如图10所示。
令:OA=a,a即为机架的长度,AB=AB1=AB2=
r,r即为曲柄的长度。在△OAB中有
β=r/a,sinβ= 。
连杆OB由气缸驱动实现,根据气缸的结构特点,极限长度分别为Lmax和Lmin,c为气缸的特征参数,其中有
Lmin=L0+c;
Lmax=2L0+c。
由余弦定理可知,在△OAB1和△OAB2中有


 a2+r2-2arcosβ=L2,
a2+r2-2arcosβ=L2,

 2+r2-2arcosβ=L2。
2+r2-2arcosβ=L2。
图10 作图确定机构极限位置
Figure10 Sketchoflimitpositionofmechanism
对于下料输送槽,要求电线卷可以自然下滑,因此需要对下滑面的倾角进行计算以满足设计要求。对于电线卷在斜面上的受力情况如图11所示,要使电线卷能自行下滑,则必有Gsinθ-f≥0;
又因为 f=μN;
G=mg;
N=mgcosθ。
整理得 mgsinθ-μmgcosθ≥0。
因此有 μ≤tanθ;
θ≥arctanμ。
式中:G为电线卷所受重力;f为最大静摩擦力;N为斜面所受压力;μ为最大静摩擦因数;g为重力加速度;θ为斜面与水平面的夹角。
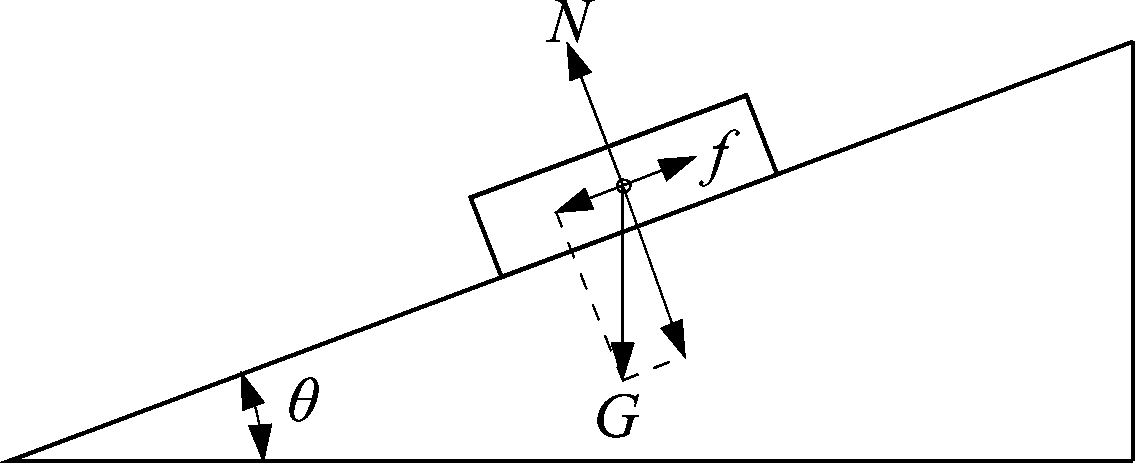
图11 电线卷下滑受力分析简图
Figure11 Wirecoildownforceanalysisdiagram
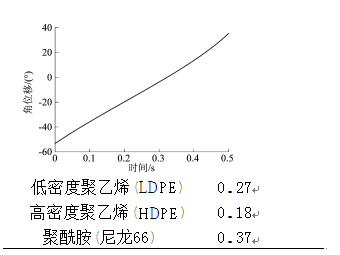
由于下料滑槽的材料为钢材,电线卷的外层为护
为保证电线卷下放的顺畅,控制机构的动作要迅速,机构动作时间较短。为曲柄摇块机构添加线性马达,添加的位置为气缸的活塞杆圆柱面上,方向为沿着活塞杆向外;将每秒帧数设置为100。为模型添加引力,方向竖直向下,数值保持默认;经过前面的计算,仿真算例持续时间为0.5s,使得机构可以从起始位置到达阻挡的状态,整个过程阻挡翻板刚好转过π/2。完成参数设置,点击“计算”开始仿真。
 算例仿真结束后,选择工具栏的结果和图解选项,查看翻板角位移与角速度变化曲线。图12所示的是角位移随时间变化的曲线。可知阻挡翻板仿真角位移为35°-(-53°)=88°,与设计要求的90°相比,误差范围为2.22%。图13所示为阻挡翻板角速度随时间变化的曲线图,由图可得阻挡翻版的角速度变化趋势为先变小再变大,角速度范围为158·2πrad·s-1≤
算例仿真结束后,选择工具栏的结果和图解选项,查看翻板角位移与角速度变化曲线。图12所示的是角位移随时间变化的曲线。可知阻挡翻板仿真角位移为35°-(-53°)=88°,与设计要求的90°相比,误差范围为2.22%。图13所示为阻挡翻板角速度随时间变化的曲线图,由图可得阻挡翻版的角速度变化趋势为先变小再变大,角速度范围为158·2πrad·s-1≤
套,两者相接触,常见的电线外层材料与钢材之间的最大静摩擦因数如表1所示。以常见的PVC材料为例,则其与滑槽的最大摩擦因数μ为0.45,因此斜面与水平的夹角θ应该符合:θ≥24.3°。
 4下料控制机构运动仿真
4下料控制机构运动仿真
下料装置是将生产的电线卷按一定的运动规律输送到包装工位的装置,主要的作用是控制电线卷准确放置在撑卷装置上,其主要的控制机构是曲柄摇块机构。利用SolidWorks软件建立拍平装置的三维模型,使用软件的Motion运动模块对建立的机构模型进行运动仿真,分析机构的位移、速度和加速度[14-15],以此为参考来改进机构的设计。
根据机构的实际运动情况,为运动机构部件之间添加配合关系,在Motion模块中进行运动分析时配合关系自动转化为相应的约束。分析时运动模型中的螺栓、销及支架等这类零部件应进行略去或压缩,这样可以简化仿万真方模数型据,减少计算量同时不会影响结果精度。
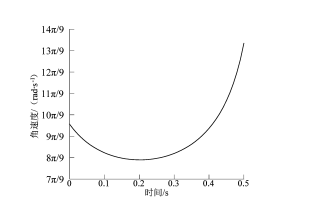
图12 翻板角位移曲线
Figure12 Angulardisplacementof
图13 翻板的角速度曲线Figure13 Angularvelocityofflapandcylinderpistonrod
3 结语
针对现有电线卷包装形式单一,生产效率低的现状,课题组提出了一种电线卷自动裹包热收缩包装机设计方案。通过分析新的包装形式和工艺要求,设计了套膜装置与下料装置,确定了下料控制机构的原型并进行参数设计;利用软件对于机构运动进行仿真。结果表明:下料控制机构的所得的运动规律与设计的规律一致,验证了设计机构的正确性。采用套膜的方式进行热收缩包装,目前关于这方面的研究较少,课题组通过对电线产品特征的分析,为相关的研究提供了参考。在电线卷包装机的后续的研究中,可与力学仿真分析相结合,找到机械结构中的易损零部件与危险点,加以改善。
文章来源于网络转载,侵删
 ×
×



