

来源:网络转载更新时间:2020-08-06 13:33:13点击次数:3609次
方块地毯又称拼块地毯、地毯砖,它是以弹性材料或高分子材料为背衬、机制地毯胚毯为表层面料的正方形地毯块。这种地毯实际是在满铺地毯的基础上发明的,主要应用于商务领域,特别是办公室、写字楼等场合[1]。而方块地毯包装机是集机、电、光、气一体化的形成包装设备,它是实现包装的机械化、自动化的关键因素,可大量提高生产效率,减少人力物力,降低包装成本[2]。因此,方块地毯包装机有着广阔的应用前景[3-4]。为迎合这种发展趋势,作者在研究和改进国内外地毯包装机的基础上,研制了一种新型的地毯包装机,采用了气动技术与机械传动相结合的方法,代替了传统的纯机械传动系统。文中以方块地毯包装机为研究对象,介绍地毯堆垛、整理装箱存箱、成箱和包箱5个模块的结构,并给出各部分的气动原理图。同时,分析运动工艺流程对包装性能和包装效率的影响和并发运行对系统工作压力的影响。
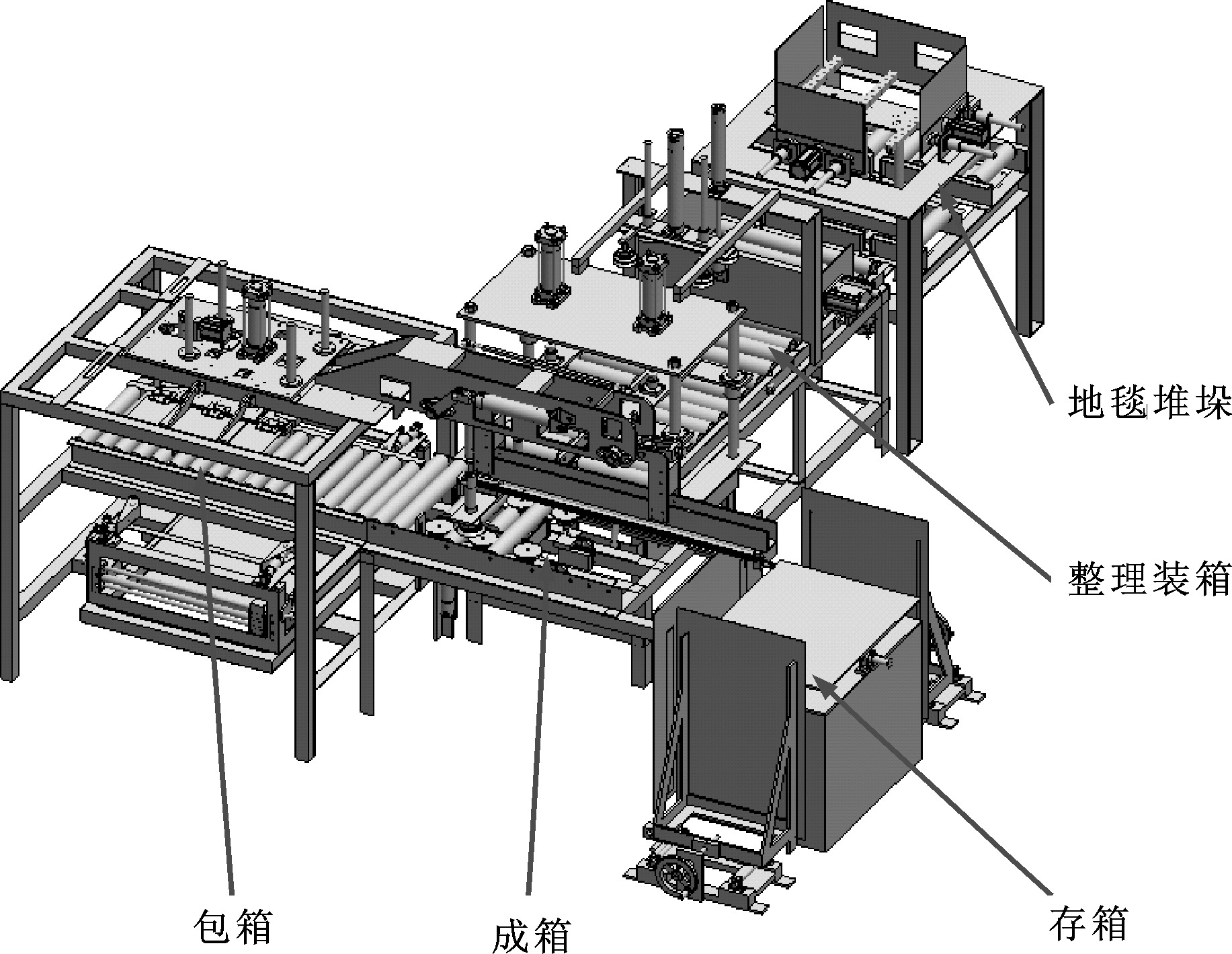
1 方块毯包装机工作原理图
方块毯包装机主要包括5部分(见图1):地毯堆垛部分、整理装箱部分、存箱部分、成箱部分和包箱部分。文中执行元件是气缸,由PLC控制电磁换向阀来实现各个气缸的动作,工作可靠,使用维修方便,具有很好的应用前景及推广价值。片地毯每24片堆垛起来,并运给下一个工位,见图2。具体流程为:当一片片的地毯通过输送台落入整理框中时,前整理气缸1和侧整理气缸3动作,整理地毯。整理完成后,下移输送气缸2动作,将地毯放置在输送辊上,由输送辊所带的舵机向下一工位移动。
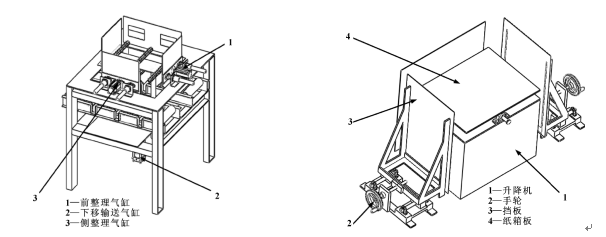

 图2地毯堆垛示意图
图2地毯堆垛示意图
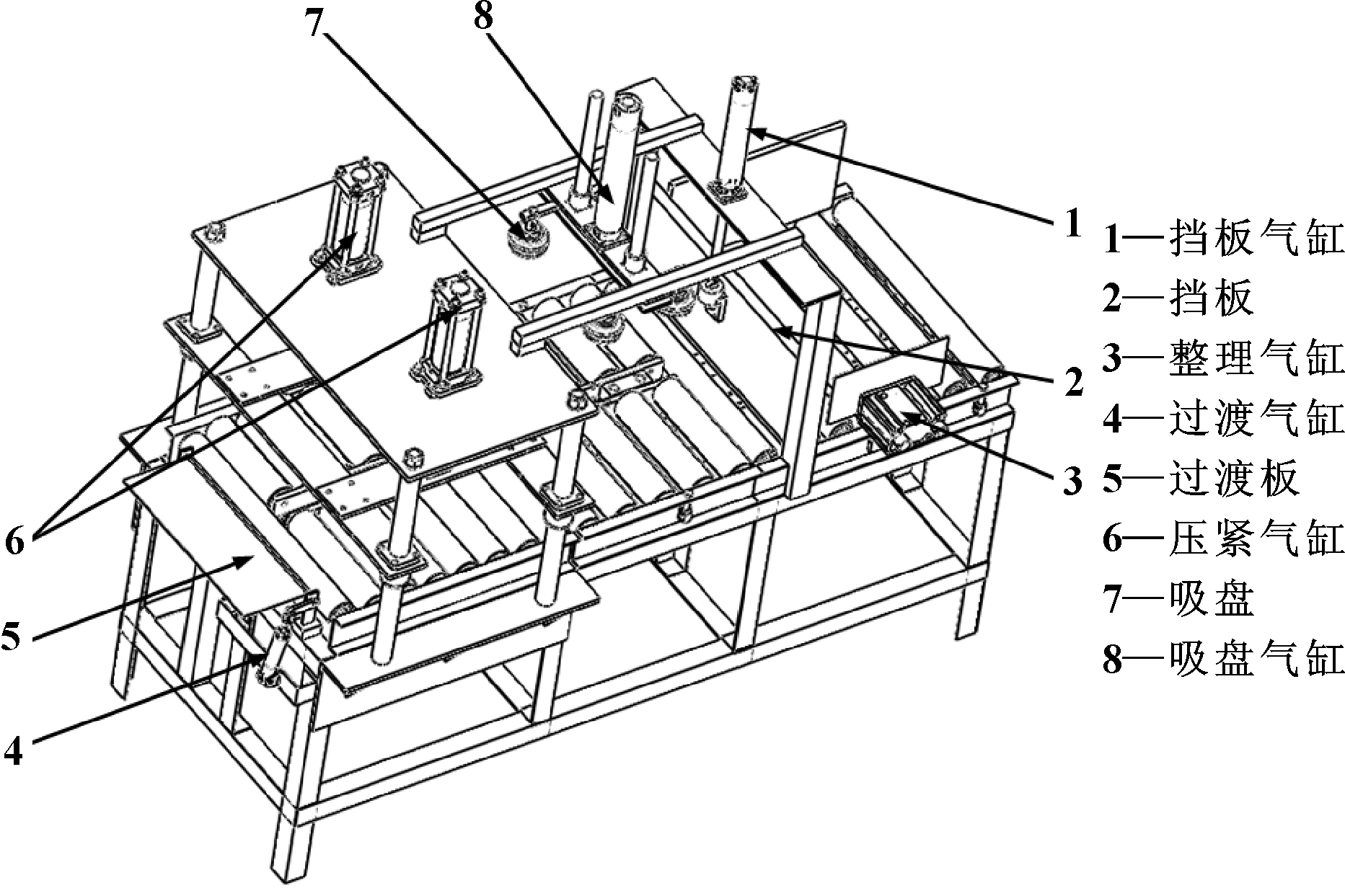
1.2 整理装箱部分
图4存箱示意图整理装箱部分对地毯进一步整理,并为地毯进入纸箱做好准备,见图3。具体流程为:当此工位没有地毯时,吸盘气缸8带动吸盘将推毯块提起;当24块堆垛的地毯运输到整理装箱部分时,整理气缸3运动,进一步地将地毯整理好;当挡板2前端的光电传感器感应到有地毯过来时,挡板气缸1动作,带动挡板升起,此时地毯可以继续往前运输;当地毯运动到压紧气缸6下面时,压紧气缸动作,将地毯压实;与此同时,由吸盘提起的推毯块放下,跟着地毯一起向前,当地毯到达过渡板5的位置时,推毯块将地毯推入已经成型的纸箱中。
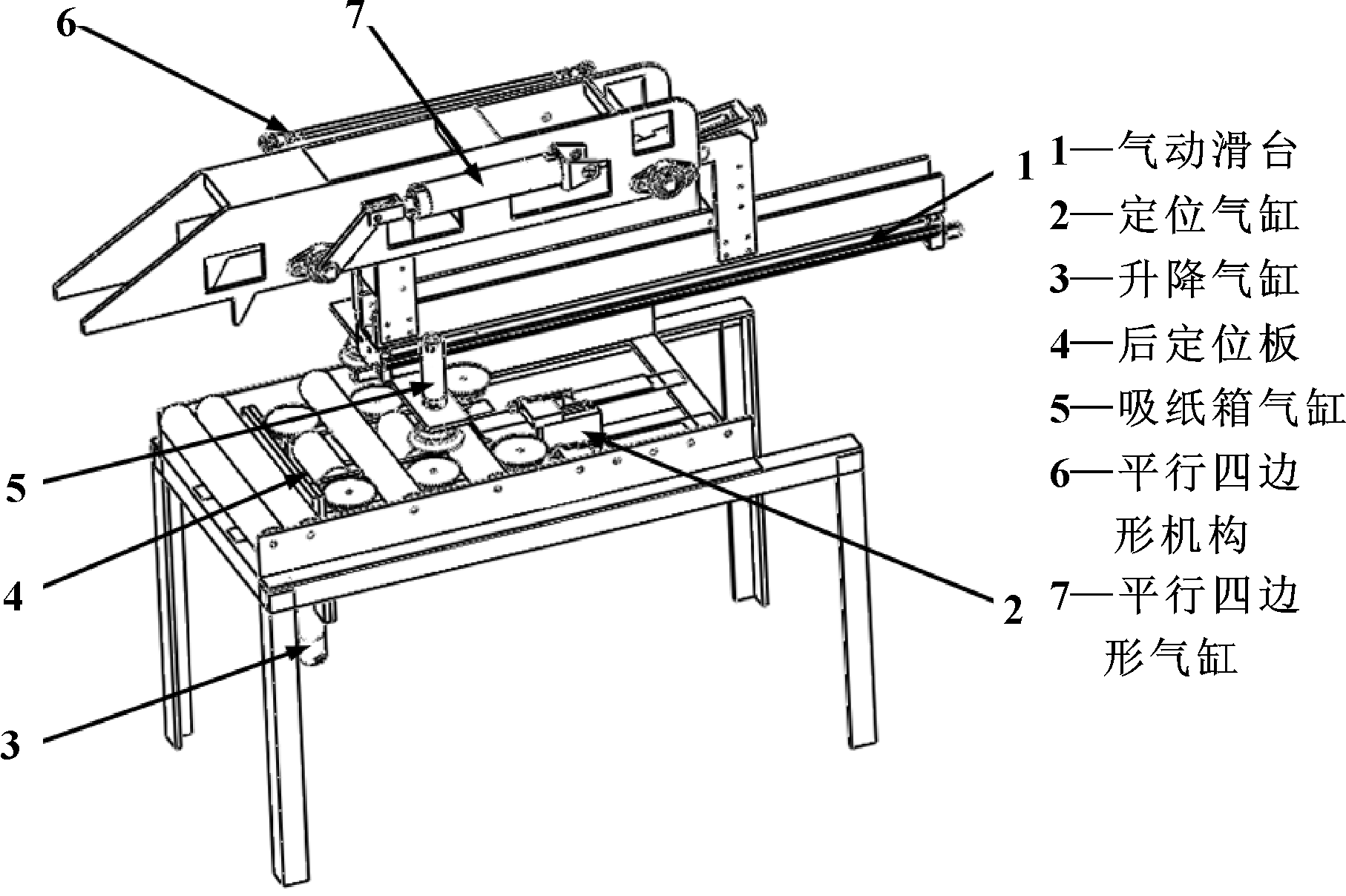
成箱部分的主要功能是将纸箱放置到运输台上,然后上下吸盘同时作用将纸箱成型,如图5所示。具体流程为:平行四边形气缸7运动带动平行四边形机构6运动,保证了气动滑台1的运动一致性;吸纸箱气缸5在气动滑台1上运动,由吸盘将纸箱从存储单元运输到成箱单元;当纸箱被运到成箱部分时,定位气缸2和升降气缸3同时限定了纸箱的位置;然后通过下面6个吸盘和上面2个吸盘的吸力将纸箱撑起,同时由上一工位的推毯块将地毯送入纸箱中。
15 包箱部分
图5成箱示意图
包箱部分主要分为纸箱定位部分、压箱部分、侧沿折叠部分、下沿折叠部分、喷胶部分和上沿折叠部分,具体流程见图6。文中的包箱步骤(见图7)
存箱部分的主要功能是存储纸箱,如图4所示。具体流程为:转动手轮2可以调节挡板距离纸箱的位置,可以用于不同规格的纸箱。纸箱放在纸箱板上,当拿走一个纸箱时,需要升降机1将剩余纸箱升起,以便纸箱吸盘能把纸箱吸走。
为:侧沿折叠→下沿折叠→上沿折叠。
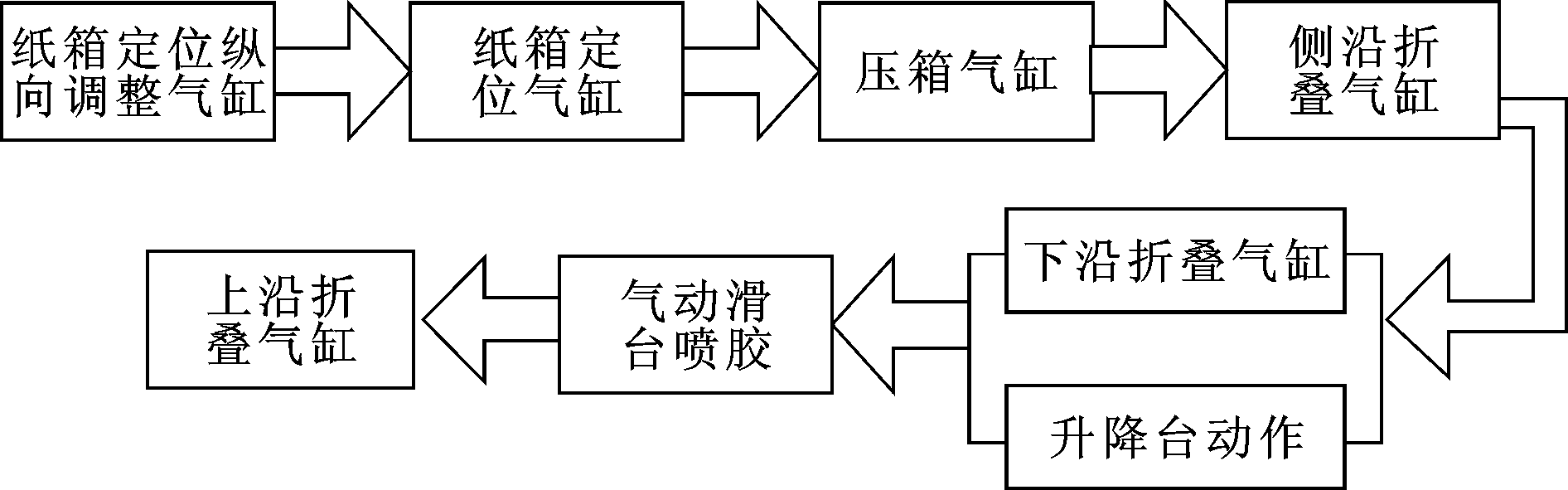
图6包箱流程图
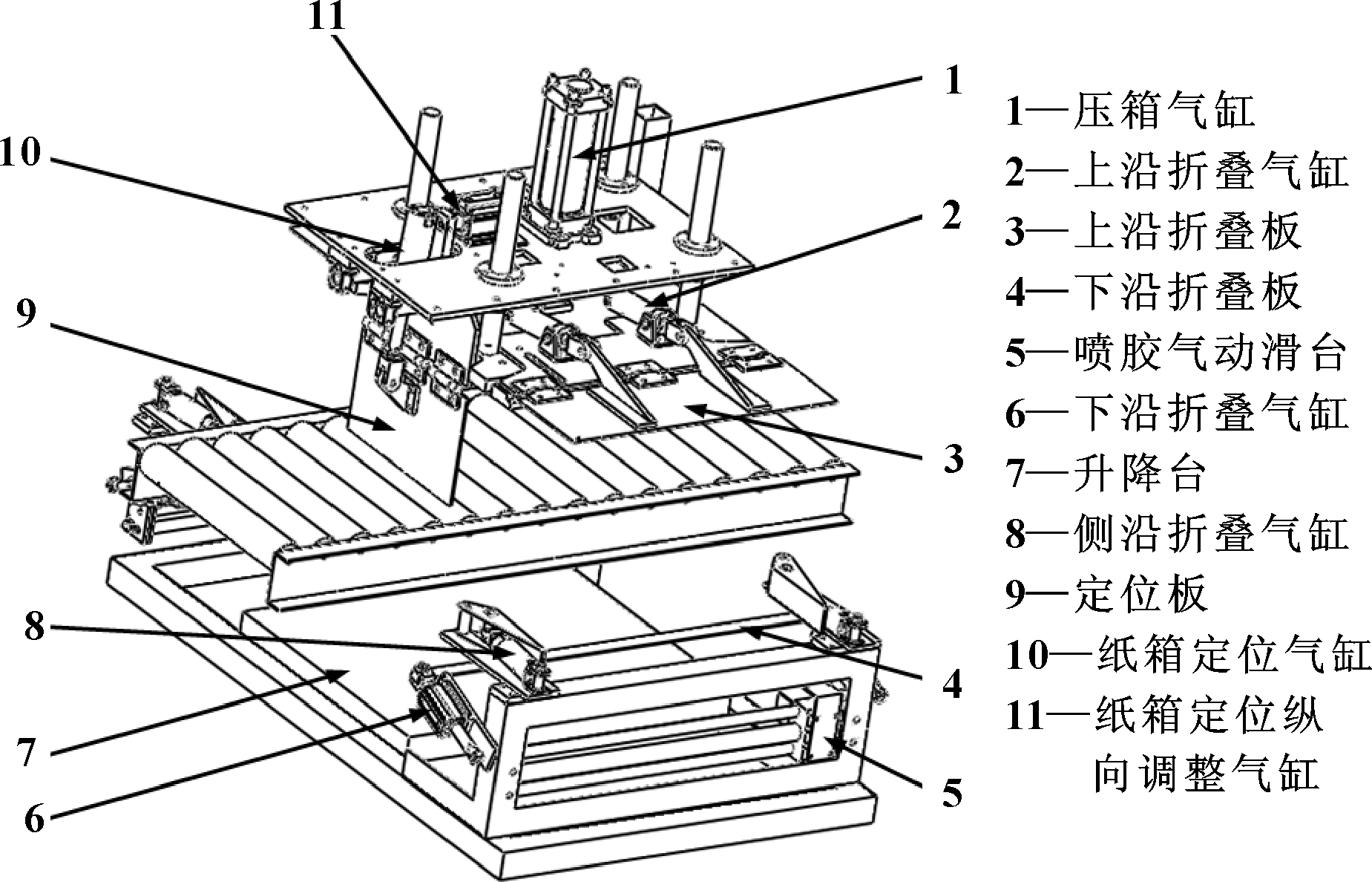

图7包箱示意图
气缸1开始运动,可以压紧地毯箱,为后面的包装做准备。包箱从侧沿折叠开始,侧沿折叠气缸8动作,带动侧沿折叠板转动,将两侧沿折叠。随后,升降台7上升,同时下沿折叠气缸6动作,这时两个下沿折叠气缸带动的下沿折叠板4从下往上将下沿折叠。下沿折叠后,气动滑台5和喷胶仪同时运动,在纸箱下沿上喷胶,此喷胶为点喷。喷胶完成后,上沿折叠气缸2运动,带动上沿折叠板3折叠。整个包箱过程的具体结构示意图如图7所示。
2 气动系统设计
地毯堆垛、整理装箱、存箱和成箱部分气动系统
当纸箱定位纵向调整气缸11运动时,可以带动纸箱定位气缸10运动,进而带动纸箱定位气缸上的定位板9,达到定位的目的。在纸箱定位好后,压箱包括15个气缸和1个气动滑台,15个气缸中有3个旋转气缸、4个水平气缸和8个垂直气缸,如图8所示。整个包箱部分气动系统需要对15个气缸和2个气动滑台的动作进行控制,如图9所示。
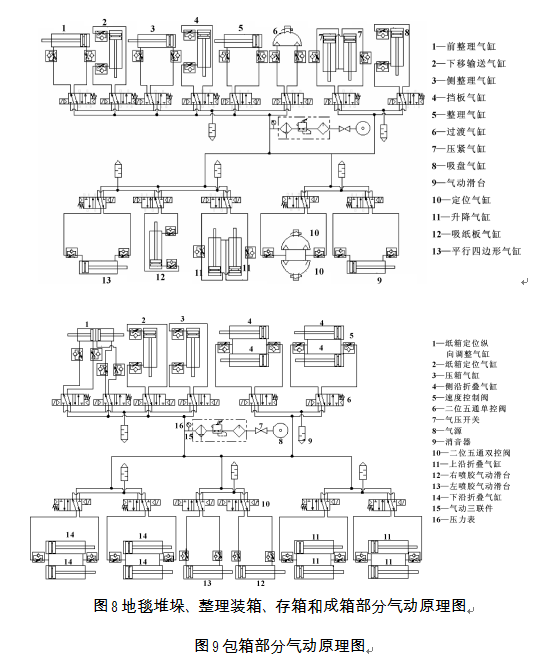
 这里需要21个二位五通单控阀和4个二位五通双控阀,25个阀都安装在一块汇流板上,气源出来的气体经过气动三联件处理后进入到汇流板。
这里需要21个二位五通单控阀和4个二位五通双控阀,25个阀都安装在一块汇流板上,气源出来的气体经过气动三联件处理后进入到汇流板。
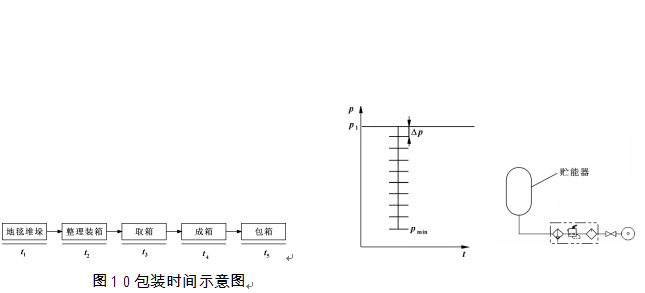
31 包装工艺过程对系统效率的影响
按照如图10所示的包装工艺过程,包装周期。
若
pminAi≤Fi (5)
其中:pmin为9个气缸同时动作时最小压力,Ai为活塞杆面积,Fi为活塞杆运动的最小推力。由公式
(5)可知,此时可能使某个气缸或某几个气缸产生爬行现象或无法启动的现象。
为了解决这一问题,可以在气动三联件的出口处加上贮能器,如图13所示。贮能器的作用为:(1)
 η=t
η=t
用来储存一定量的压缩空气,调节空压机输出气量与用户耗气量之间的不平衡状况,保证连续、稳定的气
其中:t0为各个子工艺过程之间的衔接时间总和,t为包装时间,η为效率。在包装时间t一定的情况下,为了提高效率η,可以在保证包装稳定性的情况下,尽量缩短包装周期。为了缩短包装周期T,对工艺过程进行如下改进:(1)采用并发运行生产作业,可以完成流水线工作。(2)对于比较复杂的包箱部分,将纸箱定位纵向调整和纸箱定位这两个工序同时进行,这样可以缩短时间Δt1;同时调节喷胶气动滑台的速度,在不影响喷胶效果的情况下,可以加快喷胶的速度,这样可以节省时间Δt2。这样可以获得最佳的周期Topt,进而获得最大的效率η。
流输出;(2)当出现空压机停机、突然停电等意外事故,可用贮能器中储存的压缩空气实施紧急处理,保证安全;(3)减小空压机输出气流脉动,稳定空压机管道中的压力;(4)还能降低压缩空气温度,分离压缩空气中的部分水分和油分。
32并发运行对系统工作压力的影响分析
文中涉及到几个气缸并发运行,如当地毯堆垛部分的前整理气缸(1个)、整理装箱部分的压紧气缸(2个)、成箱部分的定位气缸(2个)和包箱部分的侧沿折叠气缸(4个)同时工作时,会对系统的工作压力产生一定的冲击。先分析单个气缸的压力-位移图,见图11。
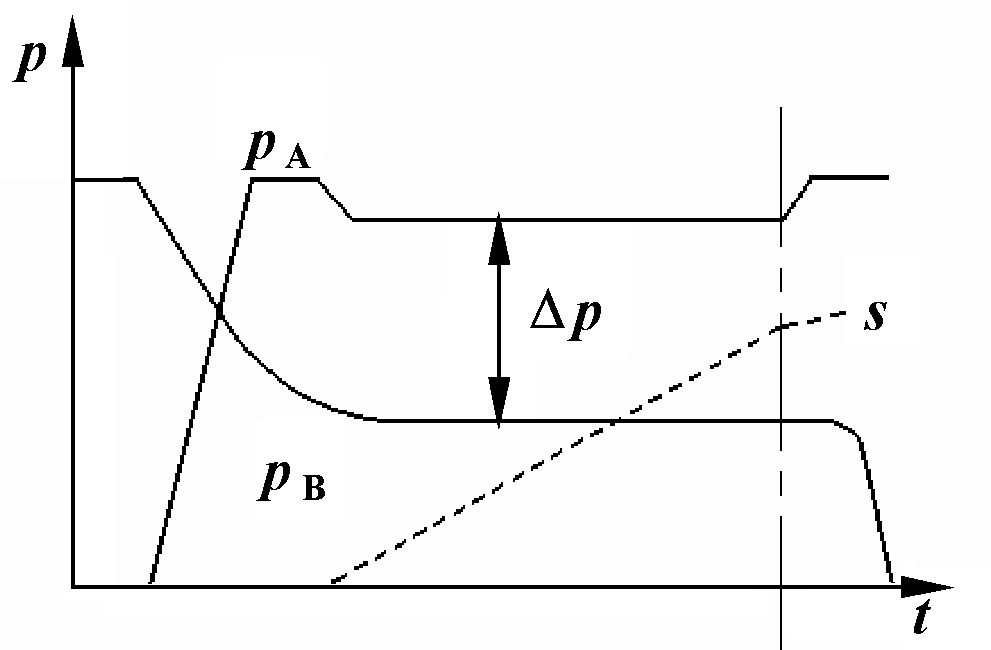
图11气缸的压力-位移图
当满足关系式:
Δp>p0min (3)
其中:p0min为活塞启动的最小压差。此时活塞杆开始运动,气缸开始动作。当上述9个气缸同时启动时,
如图12所示,满足下列关系式:
以方块地毯包装机为研究对象,介绍了地毯堆垛、整理装箱、存箱、成箱和包箱5个模块的结构,并给出了各部分的气动原理图。分析了工艺流程对包装周期和包装效率的影响,同时阐释并发运行对系统工作压力的影响,得出如下结论:
(1)利用气动技术与传统机械传动相结合的方法可以实现包装功能。
(2)合理的工艺流程安排可以减少工作周期,提高生产效率。
(3)增加贮能器可以解决并发运行对系统工作压力的影响,可以保证连续、稳定的气流输出。
文章来源于网络转载,侵删
 ×
×



