

来源:网络转载更新时间:2020-08-03 10:27:45点击次数:4282次
1原机器设备拼凑一部分状况
ZB25、ZB45香烟包装机是在我国九十年代初由西班牙GD企业引入,历经消化后国内生产制造的的包装机械设备。其CH一部分OPP卷纸选用的是手动式拼凑方法,拼凑时要人力手动式进行黏合和激光切割姿势。每四十分钟拆换一次OPP卷纸纸卷,每一次拆换均需关机一分钟上下,大幅度降低了机器设备的运作高效率。
2ZB25、ZB45香烟包装机CH一部分OPP卷纸全自动热拼凑设备构造
该设备由三个汽缸进行OPP卷纸黏合和激光切割姿势。机械设备预制构件关键由:(1)接纸汽缸,(2)下切纸汽缸,(3)上切纸汽缸,(4)加温电烙铁,(5)
上切割刀,(6)上切刀,(7)转动切割刀支撑架,(8)负压力插口,(9)转动主轴轴承等构成。该设备体重量较轻、积精巧、姿势灵便。所有零件集中化在一块安裝板上,装在原机原先的电烙铁处,安裝、调节便捷。
备用打印纸张选用负压力吸附,在上、下双层透明纸中间装一块吸附板,板上配有负压力插口,根据手动式负压力电源开关转换来完成左右打印纸张的精准定位等候;切纸方法选用转动双切割刀支撑架单独工作中,自下切纸汽缸驱动器上切刀完成下切纸作用;由上切割刀汽缸驱动器上切割刀完成上切纸作用;加温电烙铁由可控性接纸汽缸驱动器完成黏合作用。由三个汽缸进行OPP卷纸黏合和激光切割姿势。
3电子控制系统构成
3.1硬件开发
系统软件选用s7-200西门子PLCPLC单独逻辑性控制板来完成总体的姿势实行。采用FESTO专用型继电器驱动器汽缸,在其中用三组单独汽缸驱动器相对机械设备部件各自进行黏合、左右切纸作用。电烙铁的加温由原机操纵,上下盘纸耗尽检验则使用原厂感应器2S241和2S242。自确诊控制模块屏蔽掉原机3S235数据信号,来完成降速作用。烟包去除选用原机去除数据信号操纵,另外提升手动式拼凑电源开关,提升实际操作的协调能力。
3.2软件开发
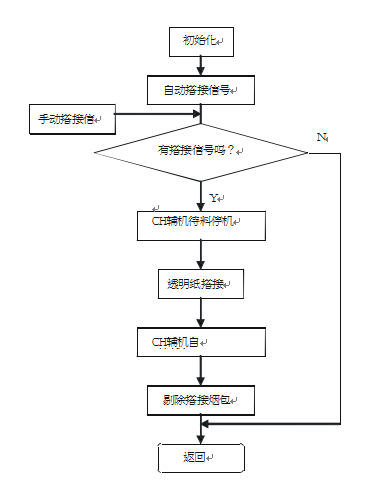
系统软件分成手动式拼凑和自动拼接两一部分,手动式一部分根据外界手动式电源开关开展挑选实际操作,全自动一部分上、下切纸区别是根据原机3S241、3S242来分辨的。当PLC键入点手动式开启或全自动开启后,操纵輸出,断掉3S235感应器,开展信号屏蔽,使CH待料降速。延迟时间3S后操纵輸出,驱动器接纸汽缸开展接纸。操纵輸出1S后,驱动器上切纸汽缸开展切纸,进行OPP卷纸黏合和上切割刀激光切割姿势。当PLC键入点手动式开启或全自动开启后,逻辑性姿势跟上面一样,仅仅輸出驱动器下切纸汽缸开展切纸。总体姿势进行時间为5S上下,这一時间可以非常好的确保服务器一切正常运作,而不容易由于拼凑导致安全通道堵烟关机。而且姿势进行后CH全自动起车运作,而且去除拼凑一部分烟包。在其中自动拼接时,当PLC键入点或不断键入20S后,輸出点都还没輸出,把纸耗光数据信号传送给原机警报关机。拼凑电机控制流程表如图所示1。
图1电机控制流程表
4结束语
本设备彻底完成了自动识别、自动拼接、全自动去除,拼凑通过率99%之上,提升了合理工作率十多个百分比,另外也降低了实际操作职工的劳动效率。手动式拼凑作用的提升,更为丰富多彩了实际操作的协调能力,因而深得使用人五星好评!
文章来源于网络转载,侵删
 ×
×



