

来源:网络转载更新时间:2020-07-29 10:27:27点击次数:4675次
引言
在现代化的生产车间,物品经过有序的生产工 序加工,在生产线上最终转化成成品,最后通过自动包装流水线的封装成为市场流通的产品。自动包 装流水线是集纸箱成型、自动装箱、自动封箱为一 体。它配套前段自动化生产线,可达到无人化包装, 大大减少劳动力,提高生产效率,降低生产成本。因 此自动包装流水线在很多企业得到很好的推广应用o 自动包装流水线各单元的衔接多数依靠托辐 输送线来完成。托辐输送线是指在一定的线路上 由一系列并排托辐组成的连续输送物料的搬运机 械,适用于各类箱、包、托盘等件货的输送,散料、 小件物品或不规则的物品需放在托盘上或周转箱 内输送。还能够输送单件重量很大的物料,或承 受较大的冲击载荷3〕。
托辐输送机之间易于衔接过渡,可用多条托根 线及其他输送设备或专机组成复杂的物流输送系 统以及分流合流系统,完成多方面的工艺需要。托 辐输送机结构简单,可靠性高,使用维护方便。按布 置形式可分为水平托辗输送线、倾斜托辐输送线和 转弯托根线。按驱动方式可分为动力托辐线和动力托辗线,动力托辐线主要有减速电机驱动、电动 托辐驱动,传动方式主要有单链轮、双链轮、O型皮 带、平面摩擦传动带、同步带传动。在双链轮动力托辐线中,托辐一端分别受到 不同方向的扭矩,会对托辗造成一定的变形,可能 会对平稳运送物品造成一定的影响。本文将对这 种工况下工作的托根进行仿真分析,进一步确定 双链轮托辐线中托辗运送物品的过程对平稳中转 物品的影响。
1 自动包装流水线
自动包装流水线集纸箱自动成型、自动装箱、 自动封箱为一体。对于箱体类的物品,包装流程 如图1:纸箱自动成型封底机做出包装箱,通过托 辐输送线将纸箱送到自动装箱机;自动装箱机装 满成品,通过托辐输送线将纸箱送到自动打包机; 自动打包机将箱体封装,同时喷码生产日期批号, 最终变成市场流通的产品。
双链轮托辗输送线由支架、托辐、动力电机、 驱动链条等组成,如下页图2所示。
双链轮托辐输送线中每个托辐有一个双链 轮,上一个托根通过链条作用于本托根的一个链 轮,带动托根转动,同时本托辐另一个链轮又会把 动力输岀给下一个托辐。这样双链轮托辐输送线。
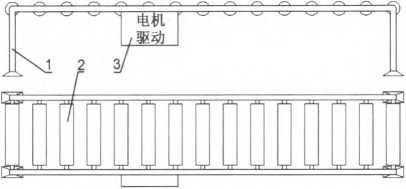
1 —支架;2 —托辐;3—电机
图2 双链轮托辐输送线中每个托辐都有动力,使得物品运送的过程更加平稳,同时也会提高生产效率。

2 托辗的建模
2.1 SolidWorks 简介
SolidWorks软件功能强大,组件繁多。功能 强大、易学易用和技术创新是SolidWorks的三大 特点,使得SolidWorks成为领先的、主流的三维 CAD解决方案。SolidWorks能够提供不同的设 计方案,减少设计过程中的错误,提高产品质量。
SolidWorks软件是个非常优秀的三维设计软 件,包括零件建模、银金设计、模具设计、装配设 计、工程图、运动仿真和有限元分析等,功能全面, 并集成和兼容了所有Windows系统的卓越性能。 2.2托辗的实体建模 •
考虑到托辐的实际运动过程,以仿真观察托 辐的变形为目的,建模时把托辐以及双链轮作为 一个整体直接建模。
在SolidWorks中,如图3所示,建立托辗的三 维实体模型,托辐直径50 mm,宽度500 mm。
图3 双链轮托辑三维模型
3 托程的ANSYS仿真分析
3.1 ANSYS系统仿真
系统仿真作为各种技术系统工作性能的研究 方法,已经渗入到几乎所有产品领域。越来越短 的产品周期促使设计和研制尽可能在短的时间内 完成,这样就能够对问题作出快速而可靠的决定, 通过仿真分析,能够做出一个关于产品性能的定 性和定量的陈述,从而可以节省、免除实验结构和 样机以及费时实验的昂贵成本。
ANSYS将有限元分析、计算机图形学和优化技 术相结合,已经成为解决现代工程问题的必需工具。 其中的结构静力分析用来解决稳态外载荷引起的系 统或局部的位移、应变、应力和力。静力分析很适合 求解惯性和阻尼对结构的影响并不显著的问题。
3.2托辐静力仿真分析
运行ANSYS-Workbench,首先双击建立Static Structural 模块。在 Static Structural 模块中指定 En gineering Data为碳钢,然后调入前面在SolidWorks 中建立的托辐模型到DesignModeler中,如图4。
图4 DesignModeler中托報.的三维模型 对调入的托辐模型划分网格,通过Mechani cal 中的Generate mesh划分出单元网络。
在工作过程中考虑托辐在链条的驱动下,处 于一个稳态的运动状态。两端有轴承的支撑约 束。链条把载荷传递到双链轮,才驱动了托辐的 转动。因此载荷可以等效为转矩和径向的力。对 托辐两边安装轴承的地方分别添加约束,限制了 托辐的X、Y、Z轴的移动及X、Z轴的转动⑹。
选取驱动电机的功率为P = 2.2 kW,额定转 速为 〃 =940 r/mino
作用于托根上的转矩,用T表示,
p
T=9. 55X106 — = 22 351 N«mm
n
链轮直径取D=45 mm,计算链速v-
?7= "^^ = 2. 22 m/s
60
链条的工作拉力:
B = 993 N
V
作用在轴上的载荷Fq可以近似取
Fq = 1.2KaF|,
Ka为工作状况系数,取1.2;
Fq = 1. 2KaFi = 1 430 N
托辐的载荷可以等效为转矩T和径向的力 Fq,约束添加轴承约束。分别添加转矩及轴上的 载荷和轴承的约束。转矩7=22 351 N-mm,轴上 的载荷Fq = 1 430 N。如图5所示。
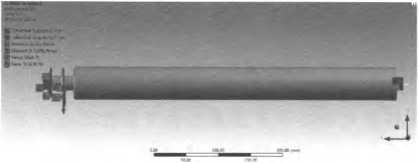
图5 施加在托報.上的约束及载荷
最后进行ANSYS后处理,选择总体变形、等 效弹性应变、等效应力,进行求解。得到托辗在此 工况下的实际力学状态。如图6、7、8所示。

图6 托辑的总体变形
从图6中可以看出,最大总体位移发生在托根 近驱动端,约在总长度的1/4处,为0. 007 mm;最小 位移发生在远驱动端约1/4长度处。说明从托辐驱 动端1/4长度处起,托辗的变形较小;在实际中就是 在远离驱动端1/4托辐长度位置起为托根的最佳使 用区段,会更好地达到平稳输送物品的要求。
从图7、8可以看出最大等效应变(0. 000 216)、应 力(40. 497 MPa)均发生在内侧链轮与托辐轴的连 接处。这个位置可能是实际所受应力应变的最大 处。这里由于建模时把链轮和托辗当作一个整体 建模,但是实际过程中链轮和托辐之间使用过渡 的结构连接,从而不会使应力过于集中。两个链 轮之间的轴上应力应变都很大,这说明托辐在实 际使用中一定会受到较大的应力,因此在长期的 使用中,在这个部位很容易发生疲劳性损坏。
4 结语
双链轮托辗在托辐输送线上使用量很大,托 辐的质量与性能在很大程度上决定了输送线的整 体性能与质量。通过仿真,可以发现托辐在运行 过程中各处的变形大小不一,而且会在某些部位 出现应力集中。
从实际使用来看,为了更有效地利用托辐输 送线来中转物品,应该在托根的远驱动端输送物 品,这样可达到更好的平稳度。对于设计托辐来 说,两链轮之间的托辗轴受到的应力最大。在长 期的运行使用中,这个部位会发生疲劳破坏。
因此在托辍轴的设计制造过程中,对容易应 力集中的部位进行特殊的表面性能处理,提高轴 的疲劳强度,避免发生疲劳损坏。设计出寿命更 长、可靠性更髙的托辐,对于提髙整条输送线的 工作效率、性能稳定都有很大的意义。同时设计 托辐也要考虑到实际的使用条件,更有效地利用 托根平稳输送物品的性能,避免输送过程中的不 平稳及冲击状况的发生,最终的输送线才能性能 稳定、工作效率高,又节省成本。这也为双链轮 托辐输送线中托辐的抗疲劳、长寿命设计提供了依据。
文章来源于网络转载,侵删
 ×
×



