

来源:网络转载更新时间:2020-07-22 17:18:24点击次数:2802次
1瓶用无菌包装机的特点
食品的无菌包装,是近年来迅速发展起来 的新包装技术,国外被广泛用于牛奶、果汁、果 醬等食品的包装中。
在无菌包装技术发展的第一阶段,使用的 包装材料都是成卷的复合膜,片包装时一般采 用浸溃的方法把平面状的膜、片浸入HQ,液 池中杀菌,再通过漂洗,干燥去掉膜或片上残留 的H&,再在机器内通过热变形或折叠热合制 成包装容器,用卷状材料制作无菌包装容器杀 菌工艺难度小,机器较简单⑴但是这类包装材 料仅一次性使用,废弃后会带来环境汚染因 此,国外正在开发研究采用可多次使用的瓶作 为包装容器的瓶用无菌包裝机。
用瓶来进行无菌包装,比起用卷膜成形有以下特点:
⑴ 瓶子内外表面杀菌难度大如用浸溃方 法杀菌,HQa的残留大,瓶内难漂洗且药液不 易在短时间布満瓶内表面所顷要另外探寻合 适、可靠的杀菌方法。这种方法要比对卷膜包装 材料的杀菌复杂得多。
(2)由于瓶子体积大,输送致使输送机 构宠大复杂,内部空间必然増加,于是机器自身 的杀菌也成为不易解决的问题。
〈3)由于以上原因,需要配量一套复杂的气 源,阀门和管路系统来控制机器在自身条菌和 正常生产时所用的各种介质(例如冷、热无菌空 气,水蒸汽,HQz蒸汽,諷气等)的合理流动。
本文主要就以上三点以一台笔者参与的 国外瓶用无菌包装中试样机为例,介绍这一技术。
2机器的生产流程
机器的平面配量如图1,洗净的空瓶或新 瓶由输送带送至全密封的包装机中,瓶由PP 塑料制成,容积1000ml,瓶身断面为长方形首 先在空瓶杀菌鄢位对瓶内、外部杀讀,然后对空 瓶充氣,以防止食品氧化權装后再次对瓶頂瞭 充気,蠢后盖上铝一聚乙怫复合材料冲制的盖 热封口后送出机外。整个机器自动化程度很高, 工效为每分钟100瓶。
下面分部位对机器结构及主要工作参数作 进一步介绍。
21空瓶条菌装置
空瓶由链板式输送器送入机内接着由上 下配量的输送螺杆〈见图2)把瓶分成等距离间 隔继续输送然后,输送鮭条4将瓶改变方向 成排地沿瓠形导板2送入杀菌机的瓶罩中。
瓶在瓠形导板上升运的同时,首先由两排 喷嘴8喷出112。左右的热空气,将瓶預热接 着由两排喷霎5喷射HtOa与热空气的混合气 〈温度80C),完成对瓶外部的杀菌每个瓶的 HsOt 用量约 0 4ml
空瓶进入瓶罩后,瓶口朝下,杀菌机内间歇 地逐渐向出口端移动。间歇运动的节拍为5 4 秒,瓶的静止时间4 05秒当瓶处于每一节拍 的静止状态时•瓶下的移动托板(见图3)带动 喷管上升,插入瓶中依次对瓶内进行予热、杀 菌、吹净和干燥。整个处理共有12个工位,它们分别是:
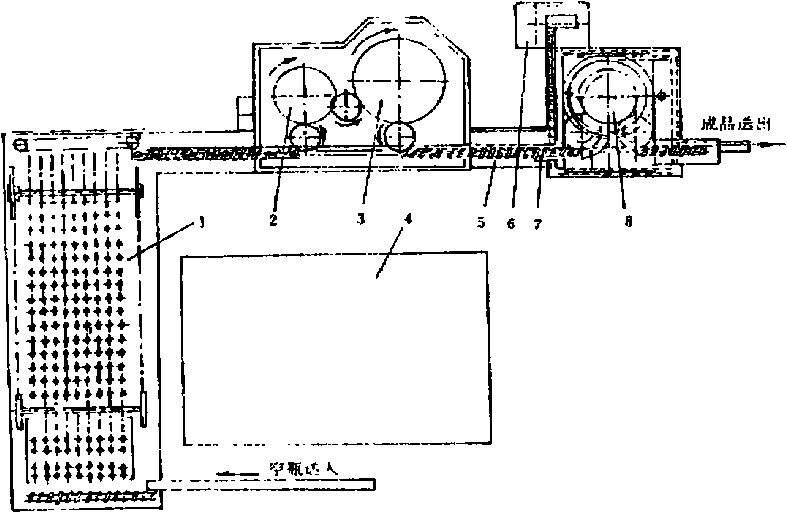
S9 1瓶用无普包*1配量平1SSI
4一气源及阀门站5一顶隙充候位置6-冲董机7—放董部件8-热舍封鹽装畳
是对人体有害,甚至会致癌,所以现在国外正在 研究其它的替代HQz的方法,且主要集中在 对过热水蒸汽杀菌效果的研究⑴,但未进入实 用阶段*杀菌后的HQ,废气,如直接排至大 气,会造成污染,因此包装机的排气口处•装有 多个空气净化器(图2)
能伸入瓶内的可忡縮喷管的结构对瓶杀菌 吹净干燥的影响很大通过对多种型式喷嘴的 试验,实际使用的喷嘴结构如图3它由内外管 组成。内管焊在与机器固定的总进气横管上,外 管可以在移动托根带动下作上下移动伸入瓶 内外管顶部开有四个缺口,在缺口距顶部约 6mm处娘焊入一片中部有孔的反射片顶端缺 口处的四个齿向内弯曲呈锥状工作时移动托 根在凸轮机构带动下使整个108根喷管同时伸 入瓶中,从内管进入气体向上遇到反射片后,一部份从下方缺口喷出,一部份穿过反射片中部圆孔,在顶端四个弯曲齿作用下均匀向四周喷出,保证加热、杀菌的均匀。
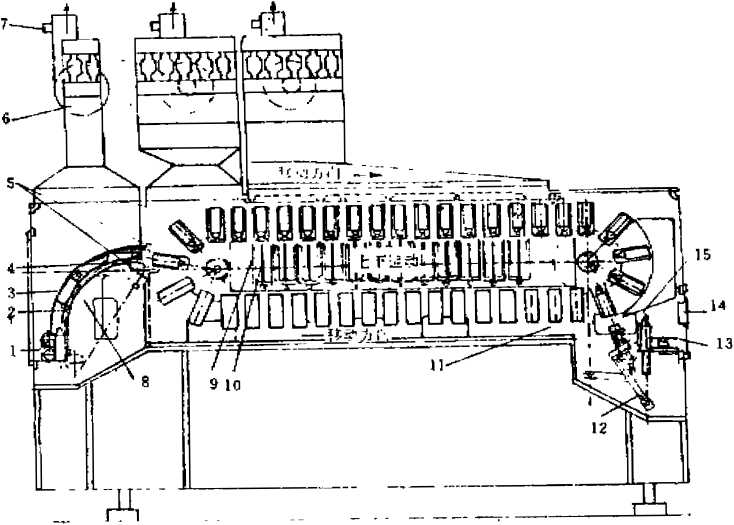
1 一送瓶螺杆2—导向板3—上护板7—排气计量器8一热空气喷嘴
一反射片2-夕围3—内管4一移动托很5—总进气攒管
回转台上共有8个可升降拓板,瓶进入拓 板后随會旋转的同时,台下的滑道将瓶升起,上 方的氮气管指瓶内,保证流入的氮气从下至 上将空气赶走。
充氮后的空瓶立即进入灌装工位。瓶隨回 转台上均布的12个拓架一起转动,但并不上 升。托架下方的杠杆与力传感称量系统相连当 托架上有瓶时,瓶重量反映在称量系统中、麗装头才会打开,保证无瓶不会充料,送到灌装蕙量 后,阀自动关闭。灌装阀的开闭是由电动机通过 螺杆带动一个锥形阀来实现的这种结构简单, 易清洗,是无菌包装所需的同时这种阀容易通 过与力传感器相连的控制系统自动操纵和由计 算机按重量调整灌装量。由于液料从距瓶口一 定高度注入,使用这种阀对易起沫的食品有溢出的危险。
23项隙加氮和封口
灌装后的瓶从回转台换至螺旋输送器后, 从一顶部布置有喷嘴的通道中通过,对瓶的顶 映再次充氮。
瓶在继续输送的过程中,通过放盖机构把 由机器自备的冲盖机制作的盖放在在瓶口上。
瓶盖材料是铝和聚乙烯复合带(AL120p/ PE70Q,予制成宽60mm的卷状。小型冲压机 从带上连续冲制出浅碗状的盖子,盖先从一垂 直通道向F移动,然后被拨杆送入装有水平螺 杆的隧道中”在这里盖受到从四周喷入的 E01C的HQe和热空气混合气作用而杀菌。 HaOi 用量为 30〜40mL/min。
这种由机器自己制盖的工艺使用的冲压设 备简单,盖容易排列使用的复合铝盖重量轻, 热合封口方便。调试中岀现的问题是,由于铝盖 刚性很差,在输送过程中易变形卡住,影响机器 正常工作。
置放了盖的瓶进入回转式封盖机,通过10 个随动热封头封口,包装完毕的瓶由链板式输 送器送出机外。
3机器生产前的准备
要保证无菌包装,整个机器在每次较大冋 隔停车后再次生产之前,或者机器密封空间被 开启,都必须要对所有的管道,机器内部空间进 行极其严格的消毒杀菌,才能保证产品质量。笔 者从参加机器的研制、调试中感到,这正是瓶用 无菌包装机最复杂和最焼之处。
包装机从开机运转至准备完毕,要持续2 个多小时,依次有如下一些步骤:
3-1清洗产品料箱和灌装阀
清洗分为五步冷水预冼;(2)601磴液 冲洗43)冷水中性冲洗;(4)60t:酸洗,(5)冷水 最后冲洗-
对灌装阀清洗时,除了洗阀的内腔通道,还 要洗阀口外部周围区域因为正常生产时,阀口 的外端面会滅上产品。靠流径阀体内部的洗液 是无法洗到阀口外部的,这就要专门在毎一灌 装阀处都设置一套可转动的清洗喷疇。正常生 产时,此喷嘴移至阀的侧边,不彫响灌装,清洗 时转臂将喷嘴转来对正阀口,将灌装时可能就 在阀口端面的残留食品冲走。
3-2无菌空气过滤器杀菌
整台机器在准备阶段和生产过程中需要大 量的无菌空气,它由无菌空气过滤器来提供,过 滤器安装在气源与阀门站内(图1)。机器运转 时,首先就需对此过滤器进行杀菌,才能为后面 工序提供无菌空气。杀菌的方法是通过阀门站 中有关阀门的正确开闭,把外部供给的高压蒸 汽通入过滤器及流通无菌空气的管道中,使其 加热至13DX:,持续21分钟保温,卸压后即可 进入使用状态。接着利用过滤器自身产生的无 菌空气,对被加热杀菌后的管道,阀门吹洗,以 排除礙水,持续约8分种。
33包装机自身杀菌
机器正式使用前,各部件表面机内空间都 必须经过仔细认真地杀菌杀菌方法仍是用 HQ?气体熏蒸HQ,贮存在专门液箱中,由泵 抽出后经喷嘴雾化在进入条菌部位前再用高 温蒸汽经管式换热器汽化为防止HQ?藤汽 在机内凝结,熏蒸前需要对机器予热,加热介质 是由气源阀门站自己产生的无菌热空气。由于 整台机器体积很大,需热多,予热只要求达到 381,而且是逐次对每个部份予热,顺序是:封 口机,灌装机,瓶杀菌装置,充氮气管路和机器 内腔,紧接着依次对上述部位用HQ,杀菌,然 后用无菌热空气将剩余的HQ,赶走,同时起 干燥各部位的效果,最后用无菌冷空气将机器 冷却至室温。
从上述过程可知,机器生产前的准备工作 很复杂,耗时多,因此机器在作好准备工作之后 绝对不能随童打开的,否则一切又需从头做起 生产时瓶在输送过程中有可能发生倾倒、卡住 等一些小故障为了及时方便地排除故障而又 不破坏无菌气氛,机器在予计可能出现故障各 55处傍边的透明密封侧板上开有直径150mm左 右的孔沿孔口用压板密封固定一只长橡股手 套,人的上饗都可以伸入。当机内出现故障时, 可以隔着手套触摸机内物件而不会担心外界细 菌袭人,无故障时,从孔口把手套拉岀机外,就 不会防碍机器运行。
4气源和阀门站
从上述可知,机器予杀菌处理和正常生产 时,很多管道既要通冷热无歯空气,H/O,蒸汽, 又可能输送产品、煞气,这就需要一个阀门系统 来控制,且各闻之间相互十分协调地开闭这套 阀门管路图见图4笔者所见,这套系统是在多 次试验修改后才定下来的。
图中右上角为外部供给的高压过热蒸汽, 压缩空气和銀气的入口。
压力为6X106Pa的高温蒸汽的用途是: (1》在机器准备阶段对无菌空气过滤器及管路、 阿杀菌在机器准备阶段和正常工作时作为 对杀菌介质HQ,加热汽化的热源。
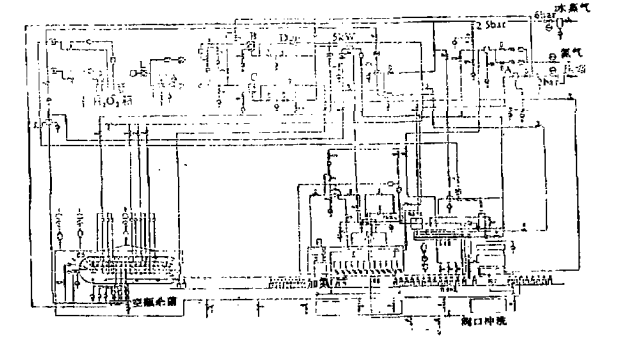
图 4
压力为2 X105Pa的压殖空气引入后,经无 菌过滤器A(图4)过滤,在机器自身杀菌和正 常工作时对HQ,液体起喷射雾化和运送作用机器所需的低压冷、热无菌空气是经图4 上方的风机E鼓入后分成两路而分别制得的 上面的一路空气经无菌过滤器B过滤后,由功 率为24kW的热风器加热,用在机器自身预杀 菌时对机器预热,杀菌后干燥:在机器正常生产 时对瓶予热和吹洗经HzOz条菌后的瓶下面的 一路空气经无菌过滤器C过滤,不再加热。成为 常温无菌空气备用。它除了用在机器自身杀菌 后的冷却,另外一个盘要用途是在机器正常生 产时将其吹入机器内部空间,以形成一个比外 界稍大的压力,保江祝器进出瓶口这二处对外 开敞的部位总有一股从机内向外吹出的无菌气 流,以阻止外部带菌空气的袭入。
在这些阀中,所有控制无菌介质的阀,要求 阀内空间与外界空间不应经移动阀杆的间隙而 有连通,以防止细菌侵入为此应使用待殊的无 菌阀,它在图4中的代号比普通阀在阀杆处多 画一弧线•无菌阀是通过在阀杆处安装一分隔 膜片来使阀的内腔与外界完全隔离的。
为了保证各阀的正确开闭,专门有一台计 算机按于先编制的程序对阀的状态作控制由 于篇幅所限,本文不能逐一将各工況时各阀的 开闭状况作详细介绍。
5无菌状况的检验
设计时尽管按予定设想在机内布畳了机器 自清洗、杀菌和包装瓶杀菌的设施,拟定了杀菌 工艺规范,但杀歯效果如何,还要通过试验来验 证,这是研制无菌包装机必不可少的环节。
5 1机器自身杀菌效果的检验
如前述,在包装机内设量有多个喷嘴,对机 内空间和机器零部件进行杀菌。但各位置HKh 的浓度可能会不一样,还可能出现作用不到的 死角或有被遮档的位置,所以要进行杀菌效果 检验具体作法是<
52包装瓶内外杀萌效果检验
在瓶外侧的不同部位贴上上述不同浓度的 菌带,在机器处于生产运行状态时把貼帯的瓶 送入机内,经历全部流程。当瓶从出口送出时, 及时取下菌带,放在试管中培养以判断杀菌效 果
瓶内杀歯效果的检验,不再采取貼菌带的 方法,而是让自然带歯的空瓶进入包装机经历 全流程但不灌装,在封口后送出。将已封口的塑 料空瓶在无菌操作台上用境红铁针剌一孔,注 入约100ml培养液,再用松香,树脂配制的封口 剂把刺孔封住。然后将瓶连同培养液以不同的 存放状态培养以判断瓶内和瓶盖的杀歯状况, 为全面评价,每次试验要作约500个瓶,工作量 很大。
无菌包装机的上述检验常借要多次反篡进 行,这就可以想象无菌包装机的研制是十分细 致复杂的工作,它要求工厂配备一个完整和庞 大的生物实验室,这是一般工厂难以做到的。所 以即使在联邦德国这样发达的工业化国家館 研制开发无菌包装机的公司并不多。
文章来源于网络转载,侵删
 ×
×



