

来源:网络转载更新时间:2020-07-21 14:48:53点击次数:5253次
包装机械运动的形式是多种多样的。其 中有许多机构,要作连续运动,如连续的转 动或移动,连续的往复摆动和往复移动。这 些运动形式可用齿轮机构,连杆机构和凸轮 机梅等实现。还有一些机构要作继续运动, 如转位凸轮机构,马尔他机构,轉轮机构, 久齿齿轮机构等等。
马尔他机鞫即槽轮机构,它从停到动和 从动到停的瞬时,角加速度都有一个突然的 变化。因此,槽轮同其传动轴上的惯性负荷 都有一个突然的变化。这种变化实质上就是 一次冲击和振动。而蘇轮机构虽然结构比较 简单.,但是由于结构上的限制,其动作准确 度较差。另外,在高速使用时有冲击和噪音。 欠齿齿轮机构,其动力特性则有舸显的欠 缺。因此,现代包装机的间歐运动机构,大 多釆用转位凸轮机构。它比起上述间歇运动 机构有其得天独厚的忧点:
(1)装配方便,运动平稳可靠I
<2>可以获得转位与停位的任何时间比 例
规律。 -
转位凸轮按其运动形式可分为连续旋转
和断续旋转两种。
连续旋转的转位凸轮结构简单,工作可 靠,一般都是等速旋转°它的转位角B和空 程转角a之比,就是转位时间与静止时间之 比,而静止时间正是包装机用来完成产品的 包装工艺时间,因此转位角B一般在60—120 范围内。对于断续旋转的转位凸轮,按时接 通旋转和停止,都必须有专门的发令件和离 令器加以控制,显然结鞫就比较复杂。由于 其转位角B不直接影响包装机的效率,故一 般选择在240以下。在什么情况下采用连 续旋转的转位凸轮,在什么情况下釆用断续 旋转的转位凸轮,需要在转位凸轮的直径计 算之后来确定。一般在凸轮直後不太大的情 况下应釆用连续旋转的转位凸轮。
转位凸轮的曲线槽有两种。一种是矩形 槽,它的优点是制造简单,成本低.另一种 是梯形槽,其优点是:(1)能使滚子在梯形 曲线槽中与工作面接触的各点线速度相同, 从而减少磨损,(2)工作面在运转中逐渐磨 损后,可以降低滚子盘与转位凸轮之间的距 离,使滚子与工作面重新剤配,修复方便。
梯形槽的夹角2 a是按滚子与曲线槽在 接触钱上无滑动来确定的。若某一转位凸轮 半径R = 134 mm,半径处槽宽为35 mm,则 tg a = a = 7°26' 2a=14°52'
夹角2 a的顶点必须在凸轮的轴线上,通 常2 a在17°左右(见图1 )
Pg—在传动中产生的最大力(蛇)
a.”一从动作的最大加速度
因此从上式可以看出,在整个系统设计 后,在传动中产生的最大力Pg和从动件系 统的质量是一个常数,而只有加速度的变化, 才是导致冲击载荷增大和产生振动的主要因 素。 -'
余弦运动规律(即简谐运动曲线〉在分度 转位机构中的应用:首先,分析一下转位凸 轮转位曲线的运动规律。它对传动机构的结 构和工作性能有很大的影响,国此,必须根 据对传动机构提出的要求来选择恰当的运动 规律。
传动机构的要求是:
<1)在可能允许的最短时间内,转动应 平稳,无冲击和振动
<2)传动机构的零件应具有较高的耐磨 性;
<3)停位和定位应具有较高的精度。
为了满足第一个要求,必须保证在运动 过程中不产生刚性和柔性冲击,即不应产生 由于运动加速度的变化而引起惯性力的大小 和方向的瞬时改变。由于余弦运动规律设计 简单,易于理解,性能良好等特点,转位凸轮 转位曲线一般釆用余弦加速度由线。余弦加 速度规律虽然在运动的始末,加速度发生有 限的突变,会产生柔性冲击.但在中点处加 速度为零,不产生冲击,且在整个行程中余 弦加速度的变化是圆滑的(见图2 Jo
加速度的变化将引起冲击载荷的显著增为了满足第二个要求,即零件的高度耐 磨性,这个问題不仅要选用硬度和耐磨性好 的材料,同时应减小工作中产生的负荷。
产生负荷的原因有,
<1)阻力(磨擦,行程控制警等、
<2)慣性作用力,
<3)冲击负荷,
E)压力角。
在设计现代包装机用转位凸轮时,阻力 一般不可能减少。当选用余弦运动规律时, 一般不会产生冲击。因此,在设计时,主要 队惯性力和压力角来考虑,•从而改进工作性 能和提高其使用寿命。
惯性力由从动件的加速度决定:
Pwh = m・a
式中t PwH—惯性力(kg)
m—从动系统的质量(kg-s2/m) a —从动件的加速度(m/s2)
转位凸轮不但给滚子传递运动,而且也 传递力。从传力的视点看,希望压力角越小 越好,但压力角越小,则凸轮的尺寸越大。 通常转位凸轮的压力角限制在30°〜40°范圏 内。既然压力角有限制315么在转位凸轮轮廓 设计完后,就需要检验一下轮廓上的最大压 力角是否超过规定范围。如果超过较多,就 需要加大等基圆半径重新设计轮廓,如果压 力角很小,说明设计的轮廓传力比较轻快3 但如果凸轮尺寸较大,就需蓦减小基圆半径 修改设计,这些都要根据设计中的具悻情况 来决定。
转位凸轮直径的计算,
D = q—-
q t.tg Qm„
式中,D—凸轮直径
T—包装机工作周期<s )
H—转位盘移动的位向距离《mm) 氐一转位时间(s )
。皿一最大允许压力角
q—运动规律系数《余弦运动规律q = 0.5)
由于转位凸轮和滚子之间理论上是线接 触,应力较大,故要求表面硬度高、耐磨, 具有足够的表面接触强度。因此,转最凸轮 的选材,一般说来,对于压力角较小的釆用 球墨铸铁QT60- 2或釆用优质灰铸铁HT 20-40, HT 25-47等材料扌压力角较大的常 用20Cr渗碳淬火(渗碳深度
HRC56~62)或用45, 40Cr, GCr 15表面淬 火HRC40—50,表面高頻淬火HRC52-58d 为了满足第三个要求,在设计时,柱销 一般要选用窄系列的滚动轴承。为提高传动 精度,轴承在装配时应采用预紧方法,以消 除其径向游隙。在裝配转位凸轮和滚子转盘 时,可以利用控制中心距的办法,使滚子表 面和转位凸轮轮廓间造成预紧。
转位凸轮的运动规律亦和其它凸轮机构 一样,有许多类型。现对余弦加速度曲线(即
|
附表 |
|
|
|
运动规律 |
金弦前速度(简谐) |
正弦如連度(援线) |
|
谖度廃律特点 |
在行程始末为零.中点处最大 |
在行程始末为筮,中点处最大 |
|
最大速度的比值(以辱速规律为 1) |
1.57 |
2 |
|
加建崖规律符点(见图2) |
在行程始末较大,中点姓为零,在整个行 程中照滑变化 |
在行程始末及中糸均为零,拄整个行程中 圆清变化 ■ |
|
鼠大加速度的比值〈以等加-萼 滅速为1 ) |
1,24 |
1.57 |
|
主嗖性能特点 |
在行程始末加速度发生有限值的突变,会 产生柔性畔击“但在中点姓加速度为害, 不产生冲击,且整个行程中加速度变化是 圆檎的 j中速时应用效果最好 |
琛音,磨损较小,理论上无冲击.但性能 ・ 取决于制造精度e在行程开始和賤了时的 制造公差非常重要,要求貌将良好性能的 公差为土 D. OOBm m 能用于高速 |
简谐运动强线)与正弦加速度弦曲线(即摆线 曲线)运动规律(见附表)。
砚举例说明转位凸轮轮廓尺寸的设计: 如某厂要设计一灯泡包装机,其生产能 力为1200只/ h ,设计生产能力为Q = 1250只 /ho
4.1 要求每只灯泡的工作时间t总
臨=盜=2.883)
4.2求出工作转盘的转位时间坛 坛=罕=0.723)(选用转位
4
凸轮的转位角为90°时)
停位时间tn = 2.16s
4.3求出转位凸轮每转一转时工作转盘 的转角七
丫 =響=3°°(选用工作转盘为12
工位时)
4.4求转位凸轮推动工作转盘的最大距 离H
设工作转盘直径为© = 200 mm(见图3 )
R =100为工作转盘的半径,丫 =30为转 角,A, B分别为转盘上相邻两滚孑。
H = AB = AD+DB
因为:AD=DB = Rsin}
£
所以:H = 2Rsin; = 51.7638(mni)
JU
s 用公式计算转位凸軸軸曲鰻在座标系 统中的Uh
5.1 h = H(1 - cos a)/2
式中:H曲线总行程
h对应于单位转角a的曲线升程 a单位转角
hl = h(l - cos a 1)/2
h2= H(l-COSa2)/2
S.2根据h = H(l -cosa)/2公式计算转位 凸轮轮廓曲线在座标中的值h 当 al =0° 时,hl= H(1 -COS0-)/2 = 0
«2 = 30° 时,h2 = H(l-cos30°)/2
=3* 4682
ct3=60° 时,h3= H(l-cos 60°)/2
= 12.941
■ ,
a4 = 90° 时,h4 = H(1-cos90°)/2
= 25.8819
□ 5 = 120°时,h5 = H(l-cosl20°)/2
=38.8229
a 6 = 150°时,h6 = H(l-cos 150°)/2
= 48.2963
a 7 = 180°时,h7=H(l-cosl80°)/2
= 51.7638
6 转盤凸轮花専曲锥的修正(见图4)
由于滚子在斜线槽中的运动轨迹并非走 弦线长,而实际上是走弧线长。因此,为了 保证转位时的平稳,必须对曲线进行修正°
6.1求P点的修正值X
P点的 Y值:Y = rcosa
P点的X值,如为R2=(R-X)iY
.所以(R-X)JR2—丫£
(下转第人页>
线在X0Z坐标平面上的投影近似于圆,其最 大误差仅为0.216 mm,足以满足实际生产中 的焊接需要。因此,在这种条件下可以用焊 接件的圆周运动和焊枪头的直线运动即可近 似地合成所需要的空间焊缝曲銭,而不必使 焊枪头作三维空间运动进行焊接。这种替代 大大地简化了这种焊接机的结构,可作为误 类自动焊接机设计的理论依据。
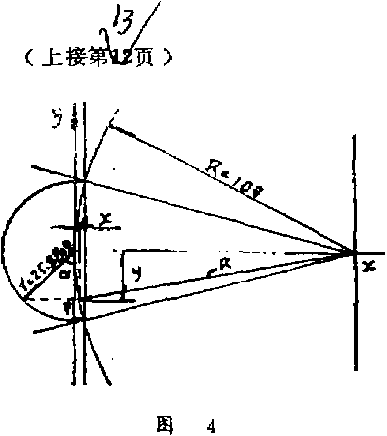 |
X= R-"电- Geos ex戸
6.2根据修正值公式
X = R - "R? -〈丫 cos 寻 求轮廓曲线在座标系统中的X值
当 a 1= 0。时,XI = 3.4074
■ 2 = 30°时,X2 = 2.5442
欠7 = 18。°时,X7 = 3.4074
轮廓曲线的修正,就是为了保证在加工 转位凸轮轮指的转位部分时,使刀具的軸推 确地与组装后的療子轴线相重合,也就是使 刀具切于转位凸轮外圆母线上,且过座标始 点的平面内有一个附加位移,从而使滚子在 斜线槽中的运动轨迹为~个孤线。
本文源于网络转载,如有侵权,请联系删除
 ×
×



