

来源:网络转载更新时间:2020-07-21 14:33:34点击次数:3414次
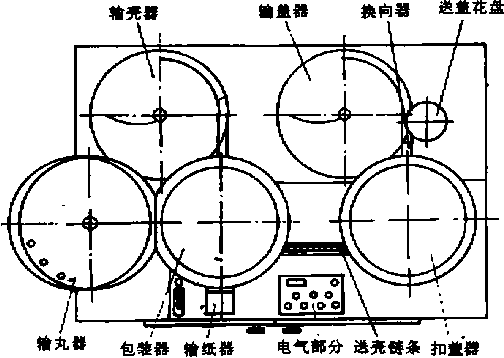
根据蜜丸装入纸壳前先用蜡纸裹包,装入后再将纸盖扣合在纸壳上的包装工艺要求,为 实现裹包、充填及扣盖功能,设计了輸纸器、输丸器、输壳器、输盖器、包装器及扣盖器。总体 布局是以包装器为第一中心,输纸器、输丸器、输盖器环布在包装器周圏。第二中心为扣盖 器.输盖器、包装器与之相接。各执行及传送总成基本设计在同一平面.如图L将裹包机、
充填机和扣盖机的功能有机地设计成一个整体。
 |
考瑋到蜜丸、蜡纸及蜡管(可扣合在一起的涂蜡纸壳、纸盖)的特性及包装速度等因素来 确定出相适应的自动包装工艺流程。蜜丸自动包装的特点是需要完成的动作多,受力小,各 操作工序有严格的顺序.工作循环的时间节奏性强,而蜜丸软、粘,蜡纸薄、小、光、软.蜡管无 刚度且失圆严重。本工艺流程设计为连续作用型。工艺流程中的包装、转位及传送均为匀速 连续进行,无固定工位,蜜丸、蜡纸、纸壳、纸盖放到机器的各自位置后,将与各机构一起连续 同歩运行,在运行中完成包装加工。蜜丸自动包装工艺所完成的包纸、装壳及扣盖三大功能 由取纸、送纸等32个工艺操作(对蜜丸直接进行包装的基本动作,如收口)、辅助动作(为实 现工艺操作所需的准备性操作.如取纸)及预防操作(为保证工艺操作、辅助操作的连续进 行,对随机出现的异常工况在其形成之前进行预防性操作,以确保可能出现的问题卷飽芽期
得以扼制,如防蜜丸粘压头)组成.工艺疵程如图2。
|
1 |
|
|
2 |
|
3 |
■1 |
5 |
|||||
|
1摧纸器扎纸 |
— |
取纸 |
一 |
送紙 |
|一~4包装器接纸一_-J压纸坑 |
|||||||
|
6 |
|
|
7 |
|
B |
9 |
|
|||||
|
,丸勘取丸| —|清除多食阳一 |
开门 |
|—-J----- 送丸] |
|
|||||||||
|
16 |
|
|
13 . |
|
12 |
11 |
10 |
|||||
|
|包釜藉接壳J |
|防丸粘压头卜— |
托4 |
J_| 圧丸 |-------- 包笠舞接丸 |
|||||||||
|
|
|
|
15 |
|
]1 |
|
|
|||||
|
|
|
|
送売 |
—— |
纸凳排吠 |
] |
|
|||||
|
17 |
|
|
J8 |
|
19 |
?0 |
21 |
|||||
|
|收口 |
—■ |
1拧口 1 |
|
美壳 |
I一一 防压关刁丸一_用出包装器1 |
|||||||
|
|
|
|
27 |
|
26 |
25 |
|
|||||
|
|
|
|
换向1 |
— |
送秃 |
,——2s盖排队] |
|
|||||
|
29 |
26 1— |
~| 队 |
23 |
|
|
|||||||
|
|纸盖整形 |
卜』扣監器接隹 |
丄1纸売整形 |
----- 扣盖器接壳 一_ Hr送含丸売 |
|
||||||||
|
30 | |
31 |
32 |
|
|
|
|||||||
|
扣合 |
]―1屈出 |
—,舞出成品 |
|
|
|
|||||||
图2工艺流程團
第1期 王方:DBZ.12型蜜丸包装机工艺流程设计 19
程设计了将完成包纸功能的包纸器及完成充填功能的充填器合并为一的包装器,在包装器 内完成对蜜丸的包纸操作后,接着完成将包纸丸向纸壳内的充填操作。借助于一套装置的这 一工艺完成了包纸、装壳2个功能。省去了对包纸丸的转位及装壳前的定位等操作•缩短了 工艺流程,简化了结构•
a-经中药厂使用证明,本工艺流程的设计是合理的,运行是可靠的。实现了对蜜丸的 自动包装。有效地防止了无丸、裸丸的出现。对包装对象蜜丸及包装材料蜡纸、纸壳、纸盖有 较好的适应能力。包装出的产品符合中药厂要求。
本文源于网络转载,如有侵权,请联系删除
 ×
×



