

来源:网络转载更新时间:2020-07-16 15:22:59点击次数:4528次
1概述
目前,很多产品的自动生产线上都采用自动包装机对产品进行包装,一个典型例子是快餐面的自动生产线。通过对某厂的引进生产线 进行分析.实测,对自动包装机的控制原理、特 性等谜行分析.得岀的结果为这类同歩控制系 统的设计和调试提供了理论依据。
这种包装机(日本系列自动包 装机)的工作原理可以简要地用图1说明。
坷断位曾 切断坏记
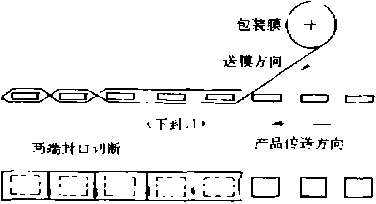
图1自动包装机包装、切断示意图
由前道工序生产出的产品,等距地排在传 送带上,包装膜包上以后,根据膜上的标记切 断,即为成品.如果不能在要求的位置切断,则 为不合格产品。
控制方式为单向加速。工作时,包装膜及产 品同步传送.预先调整.使实际切断长度L略 短于标准长度A (例如0. 5 mm),光电检测装 置每周期(冏期记为T〉检测一次,若积累误差 超过规定值(例如2 mm).则由控制器给出一个 宽度为r
2分析
2、1同步状态
自动包装机的同步控制系统模型可用图2 表 7。
|
控制器 控制电机 被控对象 |
|
图2自动包装机同步控制系统模型 |

对这个系统的分析,也可以采用离散模型。 考虑到这个系统的具体特点.用连续模型会方便些.
0,反映了实际长度与标准长度之差,控制器特性如图3所示,形式上可以写为 y = m
系统控制增益及是由控制电机及差分齿 轮(使传动加速的执行机构)确定的.所以X是 系统中已确定的不变参数’
控制电机动作时间,即控制脉冲宽度『•由 控制器决定,是一个内部可调参数《参考控制器 电原理图).由控制电路中单稳触发器的脉冲宽 度决定,
参数a ,可由操作人员调整确定,是可调参 数。
由系统的相平面图可以看出,包装机正常 工作,相当于系统处于稳定的极限环状态。
不唯看出,若要保证系统的稳定性,必须满
在实际生产中,还应使设备处于尽可能最 佳的工作状态.应使控制电机的动作不致太频 繁,最不利的情况是每周期动作一次•较好的情
兄是每5〜LO个周期动作一次。这可以适当调整 ai占到,便|a|达到一个较小的值,但太小则可 此由系统不稳定,失去同步,
2-::捕获过程
在初始开机时,参数调整是非常重要的。, 调定的初始条件不合适,可能使设备较长时间 不能姓于同步状态,使生产线不能正常生产。
捕获过程如图5所示。
国5系
由于控制作用是单方向、周期、脉冲式的. 所以皆初始条件不合适,达到极限环所需的时 间就比较长,可能要几十个周期。
由于此系统不具备快速捕获的能力,操作 人员诺当选取初值.使其尽快进入同步状态,是 很氓要的。
不唯看岀•适当选取由S)是可以达到这
2.3控制器原理
控制器的电原理图如图6所示.
控制系统每周期检测一次切断标记,并与 充许误差限(参与值)比较,若不超差则「端低 电平.D端高电平,控制继电器RY断开,控制 输岀若超差.则召輸岀宽度为r的脉冲,在此期 间,D低电平.RY接通,控制电机接通。
3结束语
从控制系统的1见点看,这种自动包装机采 刘的同歩控制系统简单、可具有一定的特点。木文分析了这类控制系统的原理和性能、为生产中调试、维修提供了理论基础、也可供设计
本文源于网络转载,如有侵权,请联系删除
 ×
×



