

来源:网络转载更新时间:2020-07-13 14:49:42点击次数:4065次
针对固定包装机存在的问题,本文进行了 固定式包装机设计研究.包装机结构如图1所 示,由电机、输灰装置、袋架、微机控制系统,称 重传感器、插袋传感器、压袋气缸、闸门气缸、推 袋气紅、收尘系统(图中未画出)等组成。采用微 机自动控制,实现压袋、装灰、称量、卸袋等一系 列动作的自动化。
1儆机技统 Z.祢重怜感器 3,压後气釘
L推袋气紅 5.袋架 6.输料裝置 7.电机
主要设计技术指标为:
袋重合格率:ioo%(部标); 单包称重精度:±400g; 十包平均称重精度:±200幻
单嘴产量:15t/h;
工作方式:连续。
微机控制系统由单片机系统、称重电路、插 袋检测电路、输出驱动电路等几部分组成,其系 统结构如图2所示。
囲2控制系统姑构
包装机工作时,人工插入纸袋,微机经插袋 咨感器检测到插袋信号后,发出压袋、启动电 机、卸料信号,闸门控制气紅开启卸料闸门,以 大流量包装,微机通过称重传感器进行包装计 量,当计量达到90%时,微机发出信号,闸门控 制气缸使卸料闸门关闭一半.以小流量包装.当 计量达到100%时,微机发出停止卸料、停电 机、松袋、卸袋信号,闸门控制气缸关闭卸料闸 刀.压袋气範松开纸袋,推袋气缸推动内袋架绕 外袋架旋转,卸下满袋,包装机完成一个工作循 环。
开始卸料时.微机首先采样称重传感器空
秤时的输出信号(皮重),并清零,然后不停地进 行称重采样,并显示瞬时重量,
3硬件设计
3.1单片机系统
单片机系统由8031单片机、程序存储器和 键盘、显示电路组成。系统扩展了一片 8217EEPROM .用于存储系统监控程序、包装 控制程序、系统设置参数和包装计数.通过 8255芯片扩展了显示、健盘电路,健盘设定系 统、选择显示瞬时重量和累计袋数。
3. 2称重电路
称重电路由称重传感器、信号放大电路、 A/D转换电路三部分组成。
为保证包装精度.本系统釆用BK-2A型高 精度测力称重传感器,该传感器具有精度高,可 靠性好,使用寿命长等特点,非线性误差可达 0. 03% ,量程0—100千克时对应输岀直流电0 〜20mV。实践表明,该传感器可以满足称量精 度要求。
传感器信号的放大采用2B31型信号调理 器,此器件体积小,价格低,漂移小(0. 5fxV/C “L”),噪声低$1』—),共模抑制度高(最低为 140dB),线性度优良(最大为0. 0025%uL"), 130Vg的输入保护能力,以及低通滤波器截止 频率(2Hz~5KHz,衰减斜■率为60dB/十倍频 程).放大倍数高(1-2000),输出失调电平和电 桥激励源等优良性能,很适合用作拉压力传感 器接口电路。
按设计指标中计量精度高、装料速度快的 要求,A/D转换电路选用12位快速A/D转换 器AD574A.用8031的Pu查询AD574的 STS转换标志*
插袋检测采用UGN(S)3020T集成霍尔 开关传感器.该传感器具有灵敏可靠、体积小、 无触点、无磨损、寿命长、功耗低、不怕灰尘、油 污、湿热等特点。插袋时带动安装在料嘴下面的 磁钢移动,当磁钢和霍尔器件两者靠近时,霍尔 器件上施加的磁感应强度增加、当磁场强度等 于或大于霍尔器件的磁场工作点时,霍尔器件 处于开态,输出信号通过4N25光电隔离器件 与单片机的P心口连接:电路结构如图3所示“ 由于一般霍尔器件的灵敏度不是很高、选用磁 力较强的磁钢和低破钢制成的磁力线集中器与 它配合,降低间隔距离要求.便于.安凑谒整,
S3播较检测电路
L低碳钢磁力雄集中器 2.霍不开关 3.磁钢
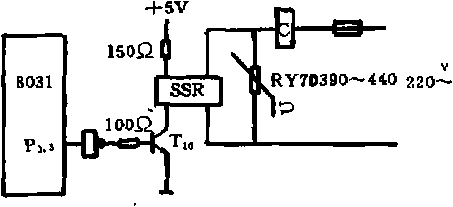
3. 4 电机控制电路
图4电机控制电路
电'路采用固体卉关SSR进行光电隔离和 驱动,驱动电路如图4所示.当Pi」= 0时,Tu 导通.SSR接通.接触器KM得电,触点闭合. 电机启动.反之电机停止,为了电路更加安全可 靠.在固体开关输出端加一个压敏电阻RY7D. 其标称电压在390〜440之间均可,SSR应与 KM安装在一起。
3.5 电磁阀驱动路
压袋,闸门,推袋气缸均用电磁换向配气阀 控制.电磁阀用固体开关SSR光电隔离和驱 动.电路如图5所示.当P1”(或时.
导通,SSR接通,电磁阀线圈C得电,电磁阀 动作,当=1时截止,SSR关断,C失 电,电磁阀夏位。
95电破阀駆动电路 4软件设计控制主程序框图如图6所示.
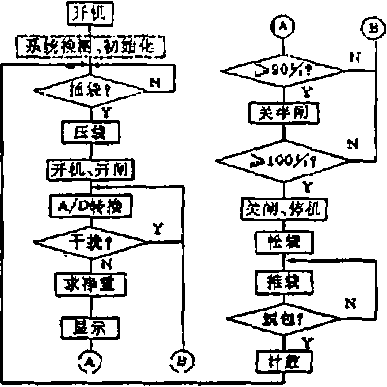
图6程序框囹
包装机包装过程中,在称重竹感器受力达 到设定值到卸料闸刀停止并完全关闭这段时 间.包装机出灰嘴继续出灰,造成每袋水泥实际 重量大于设定值.产生误差,这个误差称为涌入 量。为了提高包装精度,设计中采取了三点措 施:
5. 1提高釆样频率,使动态分辨力提高,采样 频率设定为12次./秒.
5.2当称重达到90%时’使出料闸门关闭一 半,岀料能力由6kg/s下降到3kg/s ,对应12 次/s采样频率的动态分辨能力为0. 25kg(袋重 的0.5%),当称重达到100%时,执行动作约延 迟0. 03s,增加误差0.1kg,误差累计为0. 3kg, 为50kg袋重的0. 65%O
5.3在设定时,对涌入量进行补偿。根据袋重 目标值和涌入量确定袋重设定值。
试验表明包装计量精度达到设计指标要 求.
本文设计的水泥包装微机自动控制系统- 实现机电一体化,简化了包装机结构.计量精度 高,'自动化程度高,操作简便,降低了工人的劳 动强度,同时考虑了收尘问题,降低了环境污染.家经贸委组织领导的%5”重点技术项目,日产4000吨熟料技术及装备工程,其中 ;
t 的高效选粉机于1996年9月5日在山东建材机械厂通过工程竣工验收,该项目是在原来 1 \ 引进的基础上’继续与日本小野田水泥株式会社签订合同,增加N-3500、N-4000、N-5000产品品种及新开发的技术等。为配合提高产品质量,同时从瑞典购买了部分焊接设备及机i t 具,从国内购买了动平衡机等机床.增建了新装配车间,使该厂今后在0-Sepa选松机的产 f | 品性能和质量上有一个新的提高.
本文源于网络转载,如有侵权,请联系删除
 ×
×



