

来源:网络转载更新时间:2020-07-08 16:49:58点击次数:3585次
随着我国医药工业的迅猛发展和人民物质生活水平的提高,对医药用品的包装提出了越来越高的要求。特别是对片剂、丸剂药品的包装更是如此。但是,我国在药品包装方面做的还不尽如人意,可以说还很落后,直到上世纪八十年代,对药品的包装才有了些改变,大包装改成了小包装,玻璃瓶改成塑料瓶,有的还采用了铝塑水泡眼包装。而对那些要求密封、 避光的药品还沿用着传统的老方法。而国外大量的药品已经采用双铝箔热封包装。这种包装方法不仅使产品密封性能好,延长了产品的保质期,还方便了产品的运输和销售。现在国内的双铝箔自动填充热封包装机大都是在引进国 外技术的基础上与铝塑行业联手研制开发出来 的新一代包装机械,它适用于医药、化工、食品等行业的单体或多体的包装,它是将物料按需要量自动热封存于双层铝箔膜中,从而使物料达到密封、避光的目的和要求。同时还提高了物品包装档次,保证产品的质量。
该机械属机电一体化产品,工作过程中由电脑控制,物品的上料、填充、热封、自动地打产品的纵、横撕裂线、自动的按产品规格要求进行纵、横剪切,并能对生产的产品产量进行统计工作。为了更好地发挥产品的潜在性能, 还可根据客户的实际需要进行产品的升级,达到对产品的自动检测和对不合格品的自动剔除。
1.1传动装置
为了适应各种大小不同的物料的包装,主电动机由变频器来控制其工作频率,达到无极变速的目的。减速器动力输出端的链轮内,釆用装有一组只能单方向转动的棘轮。以防止由于设备调试或电源变化时造成热辐筒的反方向运转而损坏其棋盘网纹的外表面,同时又对其它零部件起到了很好的安全保护作用。
1.2热封装置
热封装置是使本机器进行密封包装的关键装置。此机电产品目前的热压辐筒为棋盘网格网纹,规定视客户的要求配备,具体的规格有: 0.6x0.6、0.8 xO.8. 1.0 x 1.0三种,并可视用户要求订做。热封辐筒的制造精度将直接影响到 药板的密封性能。热封装置主要由固定架、热 封网纹辐筒、主轴、耐高温轴承、电加热元件、 能源输入装置及调节部分等组成。
1.3铝箔膜的供给装置
它由安装薄膜的轴、套、手动调整张力装置及薄膜输送导辐等组成,为更好地确保热封质量及印刷质量,可根据用户需要配备磁粉制动恒张力装置。
1.4纵横撕裂线及其剪切装置
(1) 纵撕裂线装置主要由主轴、钢轮、撕裂线刀等组成,纵向剪切装置主要由主轴及一对切断转刀组成,两个装置的材质和硬度都达到相应的技术设计要求。
(2) 横向剪切及横向打撕裂线装置是由两个独立但工作原理一样的装置组成,区别在刀刃上。这两种装置都由切割刀、刀架、V型导轨 槽、活动滑块、扇形齿轮、旋转轴、汽缸等组 成。其工作原理就是由进给气缸控制转轴旋转 一个转角,再通过两对啮合扇形齿轮转动拨叉和滑块来控制活动刀架作水平来回往复运动, 从而使安装在刀架上的横剪切刀〔横撕裂线刀〕 完成其应完成的剪切动作。
1.5送料填充装置.
送料填充装置一般有两种形式:一种为用电磁振动形式送料,然后机械式填充进入热压相之间的铝箔中,另一种为全机械式送料及填充,这两种机构的采用要视用户的包装物料形式及其包装物的性质而定,由于机构没有一个统一的现成的模式,它可以是千变万化的。
1.6字码的打印装置
它是通过字码滚盘将需打印的字按一定的格式和位置排列、滚压打印在铝箔的表面。
2.1电气控制部分
热压滚筒
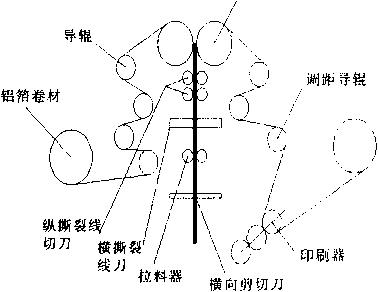
图1传送及撕裂、剪切示意图
主电路中主电机釆用三相异步电动机,其主要特点:体积小,具有较高的启动和运行频 率,有较高的有效功率输出等优点。型号: Y80M2-4。其参数如下:0.75kW、380V、2A/ 50Hz、1390 r/mino辅电机送料A (药片)的交流电动机型号为:YN90-40。其参数如下: 40W、220V、0.45A/50Hz、1300 r/min。卷废料的交流电动机型号为:70YN15-2C。其参数如 下:15W、220V、0.23A/50Hz、1200 r/mino 。
2.2可编程控制器的选择
根据系统输入、输出信号的性质和数量, 选用FX1S-14MR-001主机无需加任何模其它拟量输入模块的配置,共有8点输入,6点输出, 可以满足系统输入、输出信号数量的要求。
如果尚未试机应先试机。(1)将切割条数码盘调至所需要剪切条数的位置。(2) 把总电源开关开至于ON的位置。(3)调整温控仪通道的设定温度〔温控仪操作详见温控仪说明书〕。(4)按“加热”键至所显示的指示灯亮,各加热器即按设定温度开始加热〔约15分钟后可加热至所设定的温度〕。(5)按“送料B” 键至指示灯亮,调节振动器的振动量〔即上料速度〕至合适位置〔可放物料观察调整〕。(6) 按“主机”键至指示灯亮,然后即可调整调速旋钮使主机的包装剪切速度调至合适的位置,这样就调整好了。〔注:调整好后主机的调速旋钮位置和振动送料旋钮位置不要随意改变,并记下所调整好位置的刻度线〕这样就可以正式包装了。先把药片放入填充机的漏斗中去,各个按钮相继按下,药片被自动填充到两热压辐的模具的铝箔片之中,随即进行热封。送料热封以后随即进行打纵横撕裂线和纵横剪切,剪切以后即岀料和剔除废料。再直接进入下一循环。
我们设计完成控制梯形图,成功的通过了模拟调试和联机调试,其功能基本达到要求。 整个系统的稳定性较好,获得比较满意的效果。
本文源于网络转载,如有侵权,请联系删除
 ×
×



