

来源:网络转载更新时间:2020-06-29 10:30:33点击次数:4976次
1、问题分析
包装机铝纸卷展开过程中,当铝纸卷在正常工作位置时,铝纸卷轴后面有一个模拟量输出传感器,它检测铝纸卷直径大小, 控制系统根据它输出的信号来控制铝纸卷展开电磁阻尼器的制动力的大小。 阻尼器的制动力的大小是随着直径减小而减小的。而当铝纸卷转到等待拼接位置时,铝纸卷轴后面没有直径检测器, 控制系统发出一个恒定信号, 阻尼器制动力保持恒定,铝纸卷所受到的制动力是恒定不变的,这会导致拖纸辊电机受到的阻力随着铝纸卷直径的减小不断变大, 使电机过载或者把铝箔纸拉断。
当铝纸卷将用尽时,需要发出拼接信号用来启动拼接程序, 这个信号是铝纸卷压杆后面的金属块感应拼接传感器产生的, 因为金属块和拼接传感器都在箱体内, 并且两个铝纸卷轴拼接直径还要调整一直,所以调整起来非常麻烦,浪费大量时间。
2、解决方案
机器运转时,拖纸辊电机转动展开铝纸卷,使铝纸卷转动, 两个铝纸卷轴通过同步皮带连在一起, 同步皮带连在阻尼器轴上,所以铝纸卷转动带动阻尼器轴转动。因为两个铝纸卷共用一个阻尼器, 所以可以通过检测阻尼器轴转动的快慢来检测两个工作位置铝纸卷的大小, 然后根据铝纸卷直径大小来控制阻尼器制动力大小。首先在阻尼器轴上安装一个电器凸轮,然后在电器凸轮旁安装一个传感器 S1 用来检测电器凸轮转动产生脉冲信号,如图一,这个脉冲信号输入到PLC。 另外在烟库烟支推杆
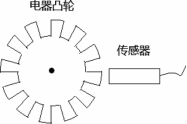
 旁安装一个传感器S2 检测烟支推杆运动,推杆每推一包烟感应传感器 S2 一次,S2 便产生一个脉冲信号,这个脉冲信号也输入PLC。 PLC 程序根据两个 S2 脉冲信号之间的 S1 脉冲信号数量计算铝箔纸直径大小,然后根据这个值 PLC 程序再计算出相应大小的控制信号输出控制阻尼器驱动装置。 使阻尼器的制动力随着直径大小而变化。 同时用一个 HMI 人机界面和 PLC 进行通讯,在人机界面上可以直接设定拼接直径。
旁安装一个传感器S2 检测烟支推杆运动,推杆每推一包烟感应传感器 S2 一次,S2 便产生一个脉冲信号,这个脉冲信号也输入PLC。 PLC 程序根据两个 S2 脉冲信号之间的 S1 脉冲信号数量计算铝箔纸直径大小,然后根据这个值 PLC 程序再计算出相应大小的控制信号输出控制阻尼器驱动装置。 使阻尼器的制动力随着直径大小而变化。 同时用一个 HMI 人机界面和 PLC 进行通讯,在人机界面上可以直接设定拼接直径。
3、控制原理
在生产过程中,拖纸辊带动铝纸卷转动,铝纸卷带动阻尼器轴转动,电器凸轮跟着转动,传感器 S1 感应电器凸轮产生一系列脉冲,脉冲信号进入 PLC 内部。 同时烟库烟支推杆做往复运动,把烟支推进模盒。 烟库烟支推杆做一次往复运动感应一次传感器S2。 即每包烟S2 产生一个脉冲信号,这个脉冲信号也进入PLC 内部。 因为每片铝纸长度是一定的,而铝纸卷直径越来越小,铝纸直径越小,产生一片铝纸时,铝纸卷轴就要转动更长距离,同时阻尼器轴也要转动更长距离,电器凸轮传感器 S1 就会产生更多的脉冲。 铝纸卷直径大时,生产一包烟电器凸轮传感器S1 产生的脉冲少。 铝纸直径小时,生产一包烟电器凸轮传感器S1 产生的脉冲多。 所以根据脉冲多少可以判断铝纸卷直径大小。
图二是控制系统的原理框图。控制系统有电器凸轮传感器、烟支推杆传感器、PLC、HMI 人机界面、 驱动器和电磁阻尼器组成。
PLC 时刻接收电器凸轮传感器 S1 检测凸轮产生的脉冲信号和推烟杆检测传感器 S2 检测推烟杆运动产生的脉冲信号, PLC 程序根据两个推烟杆脉冲信号之间的电器凸轮脉冲信号数量计算出铝箔纸直径大小,然后根据这个计算值输出相应的信号控制驱动器,驱动器输出相应值控制电磁阻尼器产生适当的制动力,保持铝箔纸卷均匀稳定运动。
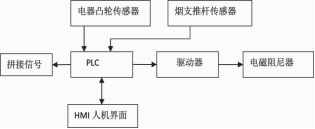
HMI 人机界面用于设定相关的控制参数,包括拼接直径设定。 机器运行时,PLC 程序把计算出的铝纸直径不断和设定的拼接直径进行比较,当铝纸直径达到设定值时,PLC 发出控制信号给机器控制系统,机器控制系统就会发出拼接指令开始拼接程序。
驱动器输入端接到 PLC 输出端,输出端接到铝箔纸卷展开电磁阻尼器上。
4、取得效果
使用效果良好,减少了拖纸辊电机过载或者把铝箔纸拉断的可能性。 设定拼接直径简单易操作。 减少了维修时间,提高了生产效率。 达到了预期目的。
本文源于网络转载,如有侵权,请联系删除
 ×
×



