

来源:网络转载更新时间:2020-06-24 09:48:12点击次数:3476次
引 言
很强、适合多种规格商品包装的连续式包装机枕式包装机是一种包装能力它不但能用于无商标的包装材料的包装,而且能够使用预先印有商标图案的卷筒材料进行高速生产。在包装过程中,由于包装材料上印刷的定位色标之间存在误差包装材料的拉伸以及机械运转中的波动等因素的影响,包装材料上预定的封切部位有可能偏离正确的位置,于是就产生误差。为了消除误差而达到正确封切的目的,笔者经过多年的努力工作最后采用连续进退式光电自动定位系统,该系统由差动机构、凸轮组、光电头等装置组成。通过该系统在枕式包装机上的应用,实现了该机连续供纸、成型、充填、封口等工序的精确的操作问题。
1.进退式光电自动定位系统的基本原理
包装纸在自动包装机上连续进给、成形制袋、充填和封口的过程中,由于定位色标的印刷误差、机器运转的偶然波动以及操作等综合因素,使包装纸的输送速度与横封、切速度不同步而产生封、切位置的偏差,因此需要随时予以校正,连续地进行误差补偿⑵。综合误差是一个变量,但是对于具有较高质量和印刷精度 的包装材料来说,在一定的包装速度下,这个 误差在检测的各个短周期内可保持在很小的范 围内。这样就能通过定位系统定期地(每包一次或每两包一次)测量和比较送纸速度和封切速度。如果包装纸过快,是个正误差,系统给岀一个负的补偿量,也就是由送纸机构减速来达到补偿;如果包装纸滞后,是个负误差,系统给岀一个正的补偿量,使送纸机构增速。但是给定的补偿值不可能完全消除误差,可能补偿过头,也可能不足,误差即使消除了,下次还会岀现。因此设计总是使系统给予补偿过头一点,给定一个稍大于绝对误差值的补偿量,人为地使它超差,当这次测定误差为负,则补偿一个过量的正值,下一次测定、比较之后必定岀现正误差, 定位系统自动地补偿一个给定的负值之后,又恢复岀现负误差,如此循环、正负交替,使误差控制在一定的范围内,这样, 包装纸的切断部位就在正确位置附近跳动。这 种使包装纸一进一退来达到连续定位的方法, 称为“进退式”自动定位方法,采用这种原理定位的系统称为“进退式”自动光电定位系统。 以决定包装速度的横向封、切速度作为参考基准,以调整送纸速度与之同步来控制包装纸的 封、切位置误差,便是连续定位系统最基本的原理。
2.进退式定位系统的机构工作原理
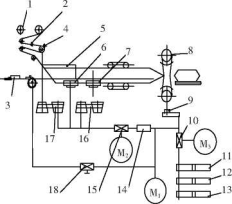
图1为该包装机传动系统简图,其包装过程如下:片状包装纸以卷筒1引出,经光电检测器2再由成形器5成形和牵引6、纵封辊7制成筒袋,已充填包装物的筒袋由上下整形输送带输送,经回转横封头8横封和切断排岀成品。 机械传动部分是:电机M1经变频调速将运动传入横封传动轴,再经不等速机构9带动横封头8 转动。不等速机构是用来调整横封头8的封切瞬时速度,使之与筒袋移动速度同步,并且封切之后迅速分开。另一路则经由无级变速机14 输入差动机构15而带动包装纸进给系统,包括牵引辊轮、纵封辊轮和辅助送纸辊。调节无级变速机14可以得到所需的袋长。最后一路是经差动机构18到勾爪输送链,差动机构18为手 动调整机构,主要用来调节勾爪输送链与横封头同步。
当包装纸在机器的横封头上正确封切时, 凸轮微动开关11、12必须调整到各自换向的临界状态(图1),而光电检测器此时要对准定位色标,这是包装机的初始状态。
3.送纸速度快慢的判别和补偿原理
图3是图1所示的枕式包装机上采用进退式定位系统的三个凸轮限位开关各滚子在凸轮工作面上的位置关系以及在不同时刻横封头的工作状态。各个凸轮开关的作用表示在控制原理图4中。三个凸轮安装在同一轴上回转,凸 轮11、12的作用是通过检测器的脉冲讯号来判别送纸速度的快慢。在图3的B区域内,当光电头检测到信号时,凸轮11、12必须调整到同时断开的状态,此时,横封头是处在正确啮合的位置
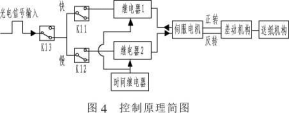
(横封头与电控凸轮轴具有固定的传动比),这是定位系统特有的关系。此位置也叫同步状态,因为此时即使有光电信号输入,控制伺服电机的微动开关11、12均处于断开状态, 因此,哪一个开关都没有接通增速、减速回路, 补偿机构不动作,当凸轮微动开关处于A区的状态时,光电信号输入,表示纸速过快,这时开关11闭合,开关12仍然断开,减速回路接通,伺服电机反转,送纸机构减速;当凸轮微动开关处于C区的状态时光电信号输入,表 示纸速过慢,此时开关11仍处在断开状态,开关12则接通增速回路,从而送纸机构增速。
以上的误差补偿量是由时间继电器给定的, 其给电时间应严格通过计算设定,正负补偿时间可以有不同的设定值。凸轮限位开关13是用来控制光电信号进入控制系统的时间范围的。若要求系统每封切两包测量、补偿一次误差,则凸轮13应每封切两包转一圈并在横封头处于正确封切位置前后30毫米的区间打开(开关接通),让放大的光电讯号通过,保证定位系统可靠的工作,不受别的讯号干扰。事实上,在机器正常运行过程中,系统补偿大都处在正补偿的状态。送纸系统通常容易产生负的误差,这样在每封切两包后进行一 次正的补偿,对传动系统是很有益的,容易保证伺服系统的运行精度。
4.色标重合方法及调整
在以往的设计当中,对于色标和横封头及光电检测器的重合问题,有一些错误的理解, 总认为横封头处在正确封切的位置时,光电头一定要检测到色标信号,也就是说,横封头封切位置到光电头的安装位置之间的包装材料长度为整数倍节长。这样一来,光电头的安装位置就要随包装材料上色标的位置而定,这在实 际设计中是比较困难的。事实上,从以上的补并在后续的研究中逐步实现,为此,以加快我国清选机品种的升级与换代,同时将新技术、 新工艺应用到清选机的研制和开发当中,努力缩小与国外的差距,提升农业机械的研究水平。
本文源于网络转载,如有侵权,请联系删除
 ×
×



