

来源:网络转载更新时间:2020-06-24 09:23:25点击次数:2585次
前 言
卷烟硬盒翻盖包装机分别是意大利某公司和德国某公司生产的, 它们在全球卷烟行业包装机械中占主流地位。 中国卷烟行业自上世纪九十年代引进了这两种机型及相关技术,并且已在行业中普及&这两 种卷烟包装机具有相同的400包/分的生产能力、 相同产品规格(使用的商标规格与产品外观基本 相同)、产品执行相同的国家工艺标准&然而, 这两种型号的卷烟包装机在国内外却有着不同 的市场、不同的使用效果与评价,自身的升级 换代(更高速)出现不同的结果&本文将从两种 机型在设计风格、设计理念、设计思路等方面 的比较着手进行了全面的分析研究,从而能给 机械设计者们以有用的参考价值。
1设计风格的不同
众所周知意大利人不拘小节、松弛懒散、 不拐弯抹角、比较随意&而德国人机械、执著、 严谨。他们的性格非常准确地体现到他们的设 计风格上。
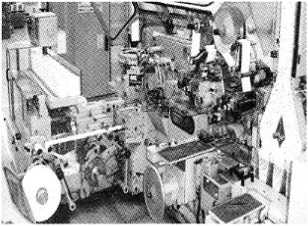
意大利人设计生产的包装机结构松散、布 局随意、体积较大,给人的印象是只要觉得有 必要,在机器的任何地方都可以加装一个部件或完成一个包装功能,可以用一个转轮只去完 成一个传递作用(例如:1号轮只用作烟支的传 递,4号轮只用作铝薄纸与内框架纸裹包的传 递),全然不用去考虑整体结构和动作的协调一 致性,在他们的机器中很难找到在一个工位或步骤中完成多个功能的设计(主机见图1)。但整机结构松散、布局凌乱、体积庞大现象可以使 得设计变得轻松、随意,是设计者以“自我” 为中心的集中体现。
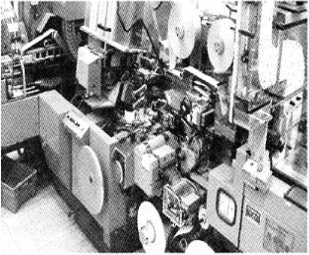
德国人设计生产的包装机却将他们的机械、执着、严谨的性格体现的完整无余。整机结构紧凑、布局合理、横竖有秩,给人的感觉是很少有浪费的空间(主机见图2)。
从原辅材料的输入到成品的输出包装机总共经过14.5米,而包装机只经过8.5米。 在整个主机中共运用了 8个转轮,而主机却只用了 5个转轮。
为了达到结构紧凑、布局合理,德国人没少花心思,很多地方形成了一个转轮完成多个 功能,机构布局巧妙合理,如烟支转轮完成了 烟支传递、空头检测、滤嘴检测;折叠转轮完 成了烟盒除两侧外边外的所有折叠。当仔细研 究这种机器时,往往会惊叹于它的精巧构思。 也正是这种费尽心思的设计使得机器有很强的 实用性与适应性。
设计风格不同,使得两种机器在结构、布 局等方面有较大的差异,也使得它们在性能与 使用效果上存在差异。
有较长传递路径的包装机,机器易被胶垢与 灰尘污染,但结构松散又使其易于被清洁保养。 包装机却相反,被胶垢与灰尘污染的地方 较少,但结构紧凑不易被清洁保养。
2设计思路的不同
在设计思路上,两种类型的包装机也采用 了不同的形式。
2.1传动系统设计
采用的是传统的传动方式,即动力由 主电机传出,在齿轮箱中分成上、左、右三路, 通过齿轮、链条等传动件将动力传到齿轮箱中 的各凸轮、槽轮机构、连杆机构后带动各执行 元件,完成特定的功能。其传动系统简图如图3
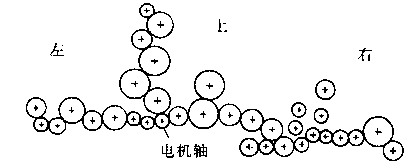
所示,其中的圆为传动齿轮或传动轴。该设计思路可以较好地平衡处于传动中间 路线轴的力量;传动路径主要是串行的,设计 程序简单,便于产品的改革发展。但采用这种 设计的缺点一是由于动力基本是以直线路线传 动,使得空间填充率低,机器的结构松散、布 局凌乱、体积庞大;二是当机器中某一传动件 在工作中受到很大的损伤时,采用这种串联式 传动方式中的其它传动件也会受到冲击,对精 度影响很大;三是由于传动是串行的,而齿轮 副间一般有0.25m的间隙(m模数),间隙积累 后形成了很大的传动误差。象包装机动力自主传动传出后向右分出的传动有23对齿轮副,向 左有12对齿轮副,向上有13对齿轮副。这就 使得传动到最后形成了极大的间隙误差累积。
包装机的传动系统如图4所示.
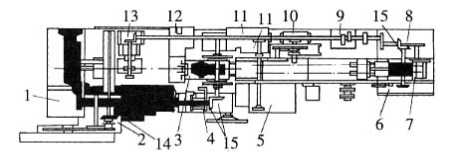
图4 传动系统图
采用的模块化设计方法可以很 好地避免传统的设计思路的不足。
这种方式的设计思路优点还体现在预防性 检查时因为各齿轮箱之间干扰少,容易发现问 题;当某一功能模块有问题时,可以方便地更 换下来,既有足够的时间将功能模块的各项精 度恢复,又对生产的影响降低到最小。但这种 设计思路需要很好的总体布局,严谨的思路, 对设计人员要求高。
2.2运动结构设计
包装机基本上是将传动件和转换件封于齿轮 箱内,位于齿轮箱外的只是动作的执行件,因 而从齿轮箱传岀的动作大多是直线或是有小角 度摆动的直线运动。
包装机的动力从齿轮箱传出方式的将 其设计成圆周运动的方式,然后在齿轮箱外通 过不同的方式转换成各种动作。
比较这两种运动结构的设计思路可以看岀,包装机的设计思路随意,不用考虑过程的影响, 只要结果达到目的即可。但包装机的机器结构 松散、布局凌乱,也使得齿轮箱更加复杂; 包装机的方式中太多的非圆周运动的方式使得密 封非常困难,灰尘容易进入齿轮箱。
包装机的设计思路较为严谨,需要设 计者考虑将动作转换成圆周运动输岀,再在齿 轮箱外将圆周运动转换成所需的动作,设计过 程较复杂。但是包装机不仅齿轮箱中零件 数量远少于包装机,而且很多转换机构位于箱 外,这样维修与预防性维修都非常方便。
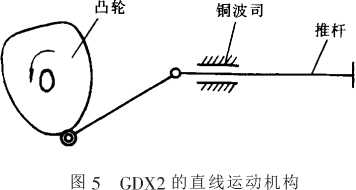
比较这两种运动结构对精度的影响也不同,包装机方式中传岀的直线动作传岀齿轮箱基本是波司加轴的形式,这种方式必须留有一定的润 滑间隙,再加上磨损的存在,间隙会更大。受 齿轮箱空间的影响,其波丝波司中的轴的齿轮箱端多采用的联结方式如图5。而在齿轮箱外将圆周运动转换成所需动作可以有足够空间保证精度,如图6所示。
正是由于在传动系统、运动结构设计思路上的不同,使得包装机在精度、清洁、维护、 噪声等各方面与包装机相比差异较大,也对性能产生较大的影响。
3设计理念的不同
设计理念是设计者在进行设计前决定用什 么样的方式和手段达到既定目标,它对机器的 性能和使用效果具有决定性的作用在设计理念上的差异决定了它们使用结果的不同。
3.1精度设计的设计理念
包装机是试图用较简单的零件完成高速度, 用不太高的精度完成高性能$整机在动力传动 上基本釆用的是直齿圆柱齿轮,甚至还有链条, 在动作实现上采用大量的单面槽凸轮连杆机构 与槽轮机构,在动作的执行上大量地应用铜衬 套与滑轴配合的直线运动方式,而包装机的间歇运动机构多采用的是凸轮式间歇运动 机构,动作实现机构多运用的是共轭凸轮机构, 动力传动机构用的基本上是螺旋伞齿轮副。还 刻意地将传动分开,不产生误差累积$在传动 的传岀(箱外)中,被刻意地设计成圆周运动, 避免不了的直线运动,在箱外通过特定的结构实现,因而可以说包装机是用高技术、高 精度实现了高速度、高性能。
传动是传统的串联方式,动力自主传 动传出后向右分出的传动有23对齿轮副,向左 有12对齿轮副,向上有13对齿轮副加上链条 的传动$如果以每个齿轮副间隙0.05mm算%这 是比较高的标准,需要在加工精度、润滑等方 面都满足很好的要求),可造成1-2mm的传动误差,而包装机则采用的是较为先进的模 块化设计方式实现的并联传动方式,在每个齿 轮箱中存在的基本上是一、二级齿轮传动副, 传动误差也只有30^m左右,在传动件的设计上,采用的很多是较低的精度等级的直齿圆柱齿轮,则为精度等级较高的运 动平稳的螺旋伞齿轮,这两者之间的设计理念 是传统与先进、简单与复杂的差别。
在运动方式的设计上,两者存在如前所述 的不同,采用的多是直线运动的传出方式 与简单的联接方式,而包装机采用的基本上是经过相对复杂转化的圆周输岀运动方式,如凸轮机构的选用,多数应用的是单面槽凸轮,则是应用共轭凸轮机构。单 面槽凸轮中的槽在设计时要与在其中运动的辊 子之间留有间隙,因而存在运动误差,而共轭 凸轮机构调整要求达到零间隙,因而不会存在 运动误差,再如间歇机构的选用,包装机是用槽 轮机构,而包装机是用凸轮式间歇运动机 构。槽轮机构在转动时,同样存在辊子与槽之 间的间隙,静止时虽有锁止弧,但调整要求要 留有10~20!m的间隙,况且到如图5位置时, 间歇更大,而凸轮式间歇运动机构在设计与调整上要求无论在什么位置都是零间隙。
包装机的设计理念是尽最大可能让使 用者发挥自己的能力,表现自己的个性,将机 器最大可能地设计成可以调整的状态,可以这么说,只要使用者想,机器基本上任何部分都 可以调整,这虽然增加了设计难度与加工成本, 但理论都是由实践总结而来,设计时秉承“实 践是检验真理的唯一标准”,在实际使用中好的 位置为最佳位置,而包装机却恰恰相反,在设 计时就基本将位置确定下来,最大可能不让使 用者调整位置,只要有可能,他们就在任何地 方打上定位销去防范调整,当然这种差别在很大程度上也与对精度采用的设计理念的不同原因有关,例如同样的是凸轮与轴的固定, 将两者之间设计成高精度,因而只 通过两个螺丝锁紧,而包装机的配合精度低, 用螺丝达不到锁紧的目的,只有打上定位销。
两者之间的差别使得在适应特殊材料与应用新材料上,有着很大的优势,当使用特殊材料与应用新材料时,可以根据实际情况与材料的特性作全面的调整以更好地适应特殊材料与应用新材料;当零件使用磨损后可以通过调整位置来弥补磨损以继续使用减少零件的更换量;质量控制上,可以通过调整来弥补装配上的 误差; 可以通过调整来弥补磨损; 可以通过调整来实现质量的控制。
3.3安全保护的设计理念
安全保护数量上釆用的较少、形式上 应用传统。由于其运行路径太长,部件完成功 能单一,在一个部件上一般只有一个开关的保 护,因而一旦开关失灵,坏产品就会在高速度下 经过好几个工位、很长的路径,势必造成大量的 破坏。而在很多地方根本没有安全保护,如一号 轮的前后、七到八号轮之间什么保护都没有。另 外还采用了大量的传统形式的破坏式保护。例如 在机器中采用了大量的铝合金转轮和塑料盒模作 为破坏保护。这两种保护既会造成大量的零件损 坏又会对齿轮箱中的传动件造成一定程度的损 伤,也成为齿轮箱故障较多的原因之一。 而包装机不仅采用了大量的机电结合的保 护,而且由于结构紧凑,功能集中,即使一处保 护失灵,那么不到下一个工位就会有另外的保护起作用,具有较高的可靠性。
4结束语
从两种不同机型的香烟包装机设计分析和研究中可知,包装机采用了较先进的设计方法,对其后的改革和发展起到了很好的作用,也是国内香烟包装机械需要借鉴的。 现代包装设备的国际发展趋势为:高速度、高度自动化、高质量、高可靠性、低能耗,强调对产品的柔和处理,不损伤产品外观。我国的香烟包装机与发达国家相比还存在较大的差距, 主要表现在设计手段和方法落后,多数产品仍采用传统的经验类比设计、静强度设计和手工设计。其次是经济性差,长期忽略了设计对成本的影响;另外可靠性、可维修性差;系统配套性差;更重要的是创新性差,习惯于仿造和引进。要改变这种局面,要想使产品的生命力强,必须加强自主开发的能力,必须借鉴国外先进的设计思路、设计风格和设计理念,在产品的设计上运用先进的设计方法制造出优良的产品!
本文源于网络转载,如有侵权,请联系删除
 ×
×



