

来源:网络转载更新时间:2020-06-15 16:30:40点击次数:3476次
包装机设计车速为400包/分钟,因其运行及产品质量稳定,为 目前国内各大、中型烟厂软盒烟包的主力机型。但由于设计原因,其软盒 烟包与硬盒烟包相比外观方正度、美感都有较大差距。为了适应市场需 求、提高软盒烟包的档次及技术含量,公司决定生产软盒硬化的新型卷烟 包装°商标纸材料硬化后与标准的商标纸有很大差异:厚度由于原来的0. Innn 增加到0. 25mm,这一变化的结果是烟包各已折叠边恢复回原状态的抵抗力 也相应增大,在生产过程中不可避免出现了烟包侧长边粘贴不牢,设备无 法无法正常运行。
h原因分析
作为中高速机,设备对使用的原辅材料规格有严格要求:厚度为0. 09-0. 1mm,定量为85-95"血2。而硬化后的商标纸规格则为:厚度为0. 25mm,定量为150g/mm2。规格的大变化造成了商标纸在包装过程中不可避 免存在商标纸包装后回弹力增加、白乳胶不能及时干燥引起的商标纸侧边粘 貼不牢固。为了使侧边能被白乳胶可靠地粘贴牢固,不得不将设备机速降低 到100包/分钟以下,通过延长烟包在四轮出口电热位置停留时间,让白乳 胶有充分时间干燥,达到商标纸粘贴牢闻的目的。
2、改罐方法
2.1方案选定
保证白乳胶能将商标纸粘贴牢固,在各原辅材料不变情况下有两种方 法:一是延长烟包在设备内的干燥时间,即降低设备车速;二是提髙烟包周围 环境的温度,缩短白乳胶的干固时间。
方法一,是不改造设备情况下,即可实现生产的一种原始方法,此时设 备车速不超过设计车速的四分之一,设备有效作业率极低。因此,只适合于 新产品小批量试制,不能应用于成熟产品的批量生产。
方法二,借鉴YB25四轮及烟包输出通道的底部分别设计安装加热器,对 设备进行改进,在合适的位置增加一组加热器,适当提高烟包侧边的温度,达 到加快商标纸侧边粘贴牢固的作用。此方案在一定程度上提高设备性能,适 合成熟产品的批址生产.
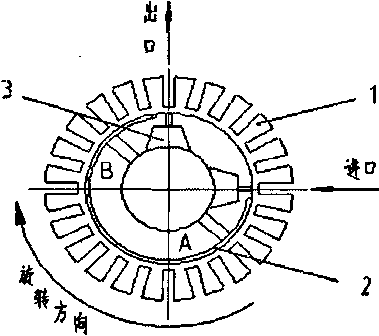
图1四轮结构示意图
2. 2方案设计
商标纸侧边是其随烟包在三轮旋转时完成折叠,折叠完成后经过四轮进 行底部的烘干干燥,从四轮输出粘贴上封签后,烟包进入底部有加热器的 烟包烘干输出通道,在通道内烟包完成最后的白乳胶干燥。三轮烟包经过 的工位只有四个,时间极短。而四轮为烟包干燥输送轮,轮上共有24个模,其 中工作工位为19个,则烟包在四轮停留时间七=(19包+400包/分钟)X 60秒/分钟=2. 8秒,使用常规商标纸烟包时,商标纸封口能在此轮上得到 初步的干燥成型。新型商标纸吸水率较低、回弹力大,不能在短时间内粘 贴成型。在设备运行速度不改变即时间不变情况下,可在四轮周围设计安 装一组加热器来加速封口胶的干燥。
图1中1为传递烟包的四轮,2为内圆弧导轨,3为控制烟包进出的推 杆和接杆传动箱。经观察,小盒烟包側面接逢在运动时正好朝向导轨表面,测 量四轮内外圆弧导轨及烟包推杆传动箱的尺寸,其有足够空间设计安装一加 热器,即可在内圆弧导轨上A、B两处各增加一只加热器。为降低成本材料选用热传导系数较较高的铝。为增加加热器与导轨接触 面提高热交换效率,加热器和导轨2的接触面圆弧半径应一致。拆下导轨测 量其半径为R161.5,即加热器工作表面圆弧半径R161.5。加热器通过螺栓与 导轨联接。电热芯选用下游小盒透明纸包装机中透明纸热封泡斗所用的电热芯,规 格为110V200W为方便控制及操作,电源及温度控制器直接取用设备电柜内 备用接口。加热温度预设置为90C,根据生产过程中不同批次的包装材料实 际情况可进行微调。
通过在四轮圆弧导轨上增加两个加热器,使烟包侧面上胶部位迅速粘贴 牢固,避免因胶水未干造成烟包侧面开,而且加热器的温度容易控制,温度 调节容易操作,产品质量稳定,降低了因粘贴不牢而被剔除的损耗,而最明 显的效果便是能大大提高设备的包装速度,提高了生产效率。
5.结语
通过对改进后的设备运行情况观察,目前设备已能以340包/分钟的车 速正常运行,产品质量完全符合标准要求,达到预期的改造目标,并在全部包装机上推广应用。
本文源于网络转载,如有侵权,请联系删除
 ×
×



