

来源:网络转载更新时间:2020-06-12 09:46:02点击次数:5981次
1.引言
随着包装工业的迅速发展,全自动化的包装设备正在不断涌现。其中备受关心的问题就是设备运行的安全性、稳定性及使用寿命。包装机系指塑料薄膜预制成薄膜卷筒,在包装过程中由包装机自动完成成袋、装袋、热封(底封、角封和顶 封)过程的全自动包装机。包装机电控系统作为设备的指使者,控制着包装机各部分的动作,使系统按照设定的工艺流程来完成整个生产过程。设备能否保证长期、正常运行会直接影响 到企业的经济效益,因此,设备电控系统,特别是电控系统的核心可编程控制器PLC的日常维护、 检修工作显得尤为重要。
包装机电控系统包括以下三个相对独立 的子系统:定量秤系统、包装机系统、移动平台 系统。
定量秤系统的主要控制器件为附带有触摸屏 控制界面的称重控制器、PLC以及给料伺服驱动 器。称重控制器检测称重传感器的信号,将动作 指令发送给PLC, PLC负责控制伺服给料机构、卸 料机构的动作,并接收/发送与包装机的联锁信号。
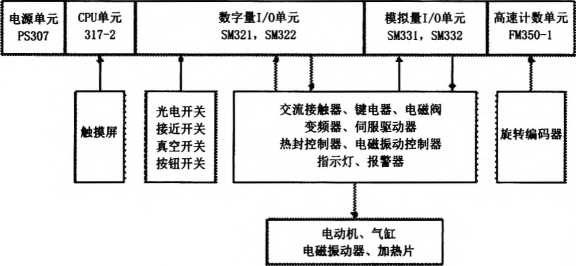
包装机系统以可编程控制器PLC为核心,通过 扩展单元(数字量I/O模块、模拟量I/O模块以及 高速计数器模块)连接检测、控制元件以及操作 盘。其组成框图如图1所示。其中检测元件包括旋 转编码器、光电开关、接近开关、正负压力检测 开关等;控制元件包括变频器、伺服驱动器、热封控制器、电磁振动控制器、交流接触器和电磁 阀等;除上述PLC、检测、控制元件以及操作盘之 外,在总的系统回路及其它各分支回路均接有保 护元件及其它主令电器,这些元器件分别为负荷 开关、漏电保护开关、电动机空气开关等。移动平台系统以可编程控制器PLC为核心,通 过扩展单元(数字量I/O模块、模拟量I/O模块以 及高速计数器模块)连接检测、控制元件以及操 线进行通信,完成对各电机转数、转向及各个接 触器、中继器的控制。设备能否保证长期、正常 运行会直接影响到企业的经济效益,因此,设备 电控系统,特别是电控系统的核心PLC的日常维 护、检修工作显得尤为重要。在确定电源、气源关闭后再对电控系统进行 维护及检修。
3.1 包装机电控系统维护
设备电控系统维护的内容:
包装机电控系统控制着设备各部分的动 作,使系统按照设定的工艺流程来完成整个生产 过程。自动生产线以PLC为控制核心
3.2 包装机电控系统检修
电控系统的检修包括很多方面,内容很多, 其中又是以可编程控制器PLC、电机及包装系统中 的封热系统的检修为重中之重。
3.2.1 PLC糸疏常見敌.障检修
PLC系统故障大概可以分成四类:外部设备故 障、系统故障、硬件故障、软件故障。PLC在运行中出现故障时,我们可以根据故障现象,充分利用PLC的自诊断功能,对故障做出判断和修理。
当系统出现故障时,科学的检修流程应该是首先作出故障在PLC外部还是内部的判断,如果 故障在PLC内部,则继续作岀故障是在I/O回路还是在控制器内部的诊断。作出以上判断后,就可 以把故障定位在某一层上,然后再作进一步的查 找,此时,查找范围已经比较小了。
PLC主机系统最容易发生故障的地方一般在电 源系统和通讯网络系统,电源在连续工作、散热 中,电压和电流的波动冲击是不可避免的。通讯 及网络受外部干扰的可能性大,外部环境是造成 通讯外部设备故障的最大因素之一。系统总线的 损坏主要由于现在PLC多为插件结构,长期使用插 拔模块会造成局部印刷板或底板、接插件接口等 处的总线损坏,在空气温度变化、湿度变化的影 响下,总线的塑料老化、印刷线路的老化、接触 点的氧化等都是系统总线损耗的原因。所以在系 统设计和处理系统故障的时候要考虑到空气、尘 埃、紫外线等因素对设备的破坏。目前PLC的主存 储器大多釆用可擦写ROM,其使用寿命除了主要与 制作工艺相关外,还和底板的供电、CPU模块工艺 水平有关⑶。而PLC的中央处理器目前都釆用高性 能的处理芯片,故障率已经大大下降。对于PLC主 机系统故障的预防及处理主要是提高集中控制柜 (室)的管理水平,加装降温措施,定期除尘, 使PLC的外部环境符合其安装运行要求;同时在系 统维修时,严格按照操作规程进行操作,谨防人 为的对主机系统造成损害。
PLC最大的薄弱环节在I/0端口。PLC的技术优势在于其I/O端口,在主机系统的技术水平相 差无几的情况下。模块是体现PLC性能的关键 部件,因此它也是PLC损坏中的突出环节。要减 少I / 0模块的故障就要减少外部各种干扰对其影响,首先要按照其使用的要求进行使用,不可随 意减少其外部保护设备,其次分析主要的干扰因 素,对主要干扰源要进行隔离或处理。
PLC常见故障具体表现形式如下:
(1) CPU模板常见故障处理:
故障原因:①保险管熔断;②输入接触不 良;③输入线断。
处理方法:①更换保险管;②重新接线;③ 更换接线。
故障原因:①负载短路或过载;②输入电压 设定错;③保险管容量太小。
处理方法:①用万用表测量;②改接正确; ③更换合适容量保险管。
故障原因:①程序中无“END”指令;②电源 故障;③I/O口址重复;④远程I/O无电源;⑤无 终端站。
处理方法:①修改程序;②检查电源;③修 改口址;④接通I/O电源;⑤设定终端。
(2) 输入模板常见故障处理
故障原因:①未向输入信号源供电;②输入 信号源电压过低;③端子螺钉松动;④端子板接 触不良。
处理方法:①接通有关电源;②调整电压; ③重接;④处理后重接。
故障原因:①输入信号源(器件)故障;② 输入配线断开;③输入端接触不良;④输入端子 松动;⑤输入接通时间过短;⑥输入回路(电 路)故障。
处理方法:①更换输入器件;②焊接断线; ③处理后重接;④拧紧;⑤调整有关参数;⑥查 电路或更换。
C.输入随机件动作
故障原因:①输入信号电平过低;②输入接 触不良;③输入噪声过大。
处理方法:①査电源及输入器件;②检查端 子接线;③加屏蔽或滤波措施。
(3)输出模板常见故障处理
故障原因:①未加负载电源;②负载电源坏 或电压过低;③端子排接触不良;④保险管熔 断;⑤输出回路(电路)故障;⑥I/O总线插座脱 落。
处理方法:①接通电源:②调整或修理;③ 处理后重接;④更换保险;⑤更换I/O模板;⑥重 接。
故障原因:①输岀继电器损坏;②输出配线 断;③输出端子接触不良;④输出驱动电路故 障。
处理方法:①更换继电器;②焊接或更新; ③处理后重接;④更换I/O模板。
故障原因:①PLC供电电源电压过低;②接触 不良;③输入噪声过大。
处理方法:①调整电源输出;②检查端子接
线;③加防噪措施
3.2.2电机書见故障检修
电动机产生异常噪音、发热、无法启动、或 异常停止等故障时,应按下列方法进行检查:
3.2.3热封条铳,等见故障检修
当热封控制器报警时,请测量控制器模拟量 输出端之间的电压,根据电压值参考热封控制器 说明书检查控制器至加热片之间相应区域的线 路,接线端子是否松动,导线是否破损、短路, 是否需要更换加热片或控制器等。
笔者根据多年的使用情况和维修管理经验, 针对常见的故障,全面分析总结了系统维护和故 障检修方法,这些方法能在电仪方面有效地确保 设备的正常运行和操作人员的安全。只有采取科 学有效和有针对性的处理措施和方法,才能使FFS 包装机组正常运行,延长使用寿命,使企业的安 全生产得到有力保障,从而创造更大的生产经济 效益。
本文源于网络转载,如有侵权,请联系删除
 ×
×



