

来源:网络转载更新时间:2020-06-05 10:31:56点击次数:3495次
柑橘是世界上产量最大的水果种类,是我国有较 强竞争力的果品,种植面积世界第一,产量世界第二。 果实用薄膜包装贮藏已成为我国柑桔贮藏的主要方式,它能保持果实新鲜,减少损耗,延长货架寿命,吸 引和方便消费者。
1技术背景
当前柑桔的釆后商品化过程中,不同的环节有着不同的薄膜包装需要。
贮藏保鲜包装:一般在普通果农或专业户的生产 环节使用。因水果包装量极大,为降低成本,同时解决 包装保鲜与果身透气之间存在的矛盾(如果完全与外 界空气隔绝,水果会很快腐烂),一般釆用(0.001 -0.003 mm)的食品保鲜膜,包装塑膜很薄,且包装与果身之 间呈松驰状态,内有若干空气。
上市保鲜精品包装:一般是专业大户或经销商在 流通环节使用。釆用较厚的塑膜(0.008-0.01 mm),便 于印刷商标文字图案等,也可防止储运时出现破膜等
一般是先取成品塑膜袋,张开袋口,然后用手逐 个握拿水果将其放入袋内,然后一手提袋另一只手使 水果袋旋转,使塑膜袋逐渐贴紧水果(上市精品包装 也较多使用胶条封贴)。
这样的人工装袋,需要大量的人力,且效率低,费 用极髙。另外,水果在包装过程中,经手拿捏,容易造 成水果损伤,并且人工装袋口扎口不齐,破损率较高, 保鲜质量差,病变转移快。
因此,柑桔釆后商品化过程中使用自动包装机将是一个必然趋势。广大果农们、专业大户、果品经销商 盼望有一种结构简易、购机价格低廉、包装速度较快、 使用效果较好,单果包装成本低的水果塑膜包装机, 而现有机械难以满足此需要。
2现有水果包装机技术比较
运至分料装置,再由分料装置的料盘转动,将水果运 送至料口,该料口下方设一料管,且末端具一热封机, 另以一自动控制的封包开关,封包凸轮,封包料杆及 起动开关连动,使料盘上的水果可依序被封包料杆推 至料管以封包,而封包凸轮及起动开关可控制料盘的 供料叫该机结构相对复杂,购机价格高。另,包装膜必 须为定作的较厚的双层塑膜,否则,包装膜沿着长而 圆的料管外壁牵引到封包机构时,将走偏或扯破,同 时料管管径与包装袋袋大小不可调,不论水果果径为 60mm还是90mm均为同一规格包装袋,浪费严重,用 户的单果包装加工成本髙。
3 球形水果自动包装机设计
3.1设计目标
为了克服现有技术的不足,本方案提供一种结构 简明、单果包装成本低、能适用贮藏保鲜与上市精品 包装两种需求的水果包装机。
该包装机要达到的设计目标是:①保鲜包装,能 使用普通食品保鲜的超薄塑膜,自动爾袋包装,不需 要对塑膜提出定作要求,最大限度地降低包装物料消 耗与定作成本。②能使用厚塑膜进行上市精品包装。 相关机构可简单、快速地切换,作到保鲜包装与精品 包装一机两用。③能实现保鲜剂涂刷与包装袋打孔功 能,功能机构简单,可轻易安装使用与撤换。④整机结 构简明,售价相对低廉,适用于普通果农大户、经销商 的大批量包装。
3.2技术方案
为达到上述设计目的,设计的技术方案如下:
本水果包装机的结构包括机架,以及设置在机架 上的毛刷棍送果机构、间歇式供膜与纵封机构、横封 机构、附属托料(打孔)及喷头装置和带动上述动作的 动力(电动、气动)装置、传动机构及其控制器,另有独 立的间歇式贮果供果机构,见图lo
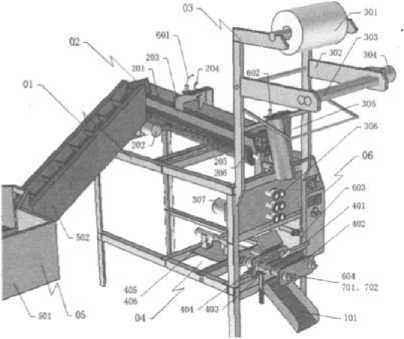
机架01、料斗101;毛刷辗送果机构02、毛刷辗201、刷辐电动机 202、T形H 203,保鲜剂啧头204、推果杆205、阻果弯杆206、送果气 207;供膜与纵封机构03、卷筒薄膜301、膜架302、导綱(杆)303、象 鼻成型器305、纵封辗306、供膜伺服电机304、纵封伺服电机307;横 封机构04、海绵托板401、外侧横封板件402、横封板牵引导轨403、 内侧横封板404、外横封气缸405、内横封气缸406;贮果供果机构 05,501贮果斗、502提升机;电控箱06、供果感应器601、送果感应器 602、横封备料传感器603、横封传感器604;打孔头701、打孔垫702 图1组装示意图(除去了外围壳体及部分附件)
(1) 供膜与纵封机构。位于机架前上方,由膜架、 若干导辐(杆)、象鼻成型器、三组内含加热元件的纵 封辐及供膜伺服电机、纵封伺服电机组成。单张卷筒 薄膜经多道导辐、成型器,将薄膜卷折成筒状,并被回 转的纵封辐牵引、加热加压纵向热封定型(此为普通 食品包装机的常规装置,不拟赘述)。
(2) 送果机构。主体为一对毛刷辐,由刷辗电动机 驱动。辐轮上均匀植有刷毛,防止果料与辐轮碰撞受 损。毛刷在旋转时所产生的向上推力既可托起果料, 又不会对果料表面产生损伤。毛刷辐略倾斜放置,兼 具推送果料前进的功效。毛刷辐较高端位于单独的贮 果供果机构的提升机岀果口处,中部有“T”形门,右侧 (进果端)装有供果感应器、左侧装有保鲜剂喷头。供 果感应器用于控制提升机间歇启动。保鲜剂喷雾机构 非常简单方便,由气泵给保鲜剂药桶加压,供果感应 器计数达一定数量,电控程序间隙启动电磁阀,控制 保鲜剂喷头工作。旋转的毛刷辐可保证保鲜剂能均匀 涂刷在果料表面。较低端靠近象鼻成型器处,此处毛 刷視上方有送果感应器,下方有推果杆、前下方有阻 果弯杆。当果料从贮果供果机构进入后,在毛刷編的 作用下,自动依次排成单列前行,队列在阻果弯杆处 停止住。送果感应器检测到果料后,阻果弯杆向下沉, 推果杆快速伸出,阻住第二个果料的同时,将料口处 的果料顶入象鼻成形器的内部通道,然后阻果弯杆向 上抬起,推果杆缩回,第二个果料在毛刷棍及重力作 用下行进到料口处,完成一次送果动作。此二杆均由 气动元件控制拉伸。果料通过象鼻成形器的内部通道 进行纵封后形成的膜筒,并停留在横封机构的海绵托 板上。
(3) 横封机构。由外侧横封板件、内侧横封板件、 横封板牵引导轨管及外、内横封气缸组成。横封板牵 引导轨的主体是导轨管。内侧横封板件套在导轨管上 滑动,而外横封板件则固定在牵引杆上,牵引杆从导 轨管内部穿过并可并自由滑动,内外横封板件由两个 气缸同步实现推拉。松开相应止动螺栓,外、内两个横 封板件便可直接从导轨管退出,根据需要快捷地拆 装、更换两个横封板件上的部件。内、外横封板件上部 位置均固定有海绵托板。内外横封板件合拢时,海绵 托板形成“Y”型,用以接住落下的果料。“Y”型中上部 位置的右侧机架延伸出一横封备料传感器,外侧横封 板件中下部安装横封传感器。外侧横封板件中间位置 安装有热封刀,内侧横封板件中间位置安装有热封 垫。热封刀、热封垫内部均有发热元件及测温传感线, 热封垫表面贴有耐热的硅橡胶。根据普通保鲜薄膜包 装与精品包装的不同要求,热封刀、热封垫均可从横 封板件上快捷拆装切换。普通保鲜薄膜包装时,热封 刀为自行设计加工,刀口端为平齐的“山”形,热熔切 断。当精品包装时,热封刀换为包装机通用的锯齿刀。
(4) 简易打孔装置。外侧横封板件左下部贴近热 封刀的位置,可安装打孔头,内侧横封板件下部贴近 热封座的对应位置可安装打孔垫。打孔头主体为冲 头,内有电热器件和测温探头,工作时使冲头加热到 适宜温度,冲头外围套有一耐高温橡胶圈,耐高温橡 胶圈前部均匀开有8条开口槽,受挤压时可呈喇叭状 向外张开,前端比冲头稍长,起遮盖作用。打孔垫内有 缓冲弹簧。横封时,打孔头随外横封板件向中间移动, 耐高温橡胶圈先接触、推动薄膜,可防止冲头过早接 触、加热薄膜,当对面的打孔垫随内横封板到达中间 位置时,耐高温橡胶圈在打孔垫挤压下向外张开,打 孔头接触薄膜,将其挤压在打孔垫上,在一定温度与 压力下,热烫(挤压)出一个小圆孔。本简易装置不需 要额外的动力与较复杂的上、下模刀的机构配合与精 度要求,简单轻松地满足了部分用户想在包装袋打孔 的需求。
料斗。料斗用絞链固定在此处的机架上,料斗 底部联接有三角块。内侧横封板件下部两端处位置装 有料斗推动杆。当内侧横封板件向中间运动时,料斗 推动杆沿料斗底部三角块斜面前进,将料斗托平,果 料落在其上完成
4研制体会
农业科研具有基础性、公益性、地域性等特 点,使得新兴的机电一体化技术在农业上的应用与推 广也是一个较新的课题。柑桔自动包装机项目针对柑 桔新工艺需求,聚焦于农业上球形水果包装市场,着 眼于三农的个性化需求,研究开发先进适用的釆后商 品化机械设备与保鲜贮藏技术,能有效提升农机科技 形象,促进柑桔釆后商品化乃至及柑桔产业的发展
本文源于网络转载,如有侵权,请联系删除
 ×
×



