

来源:网络转载更新时间:2020-06-03 14:14:05点击次数:4367次
枕式包装机在我国内地的应用 开始于20世纪90年代初,随着食品 工业的高速发展,以及规模化、现代 化生产方式的普及,枕式包装机在进 入21世纪后,以其高自动化、快速、 产品外观整齐大方等优势迅速在食 品、制药、化工等领域得到推广、普 及,成为众多企业不可或缺的包装设备⑴。基于的枕式包装机, 在采用高速单片机技术和步进电机 细分技术后,在控制精度、运行稳定
为了抗干扰,控制器对电眼信号、霍尔开关信号必 须进行光耦隔离,对码盘信号则需进行施密特滞环整 形。为了提高输出电流和功率,控制器上需用缓冲器或 推挽电路对输出信号进行放大。
步进电机驱动器采用细分功放电路。该电路的特 点是:在每次输入脉冲对绕组进行切换时,绕组电流改 变值仅为额定电流数值的一部分,即电机的合成磁势 只旋转步距角的一部分,转子每步运行也只有步距角 的一部分。绕组电流台阶式地逐渐增加至额定值或台 阶式地逐渐切除⑶。电流分为多少个台阶,转子转一个 转子齿就需多少个脉冲。本系统中采用的步进电机为 两相混合式,为了改变步进电机相电流实现步距角细 分,采用电流恒幅均匀旋转的方法,
采用细分功放电路不仅可以使步进电动机获得更 小的步距角(角分级),更高的分辨率,更小的脉冲当量 (一个脉冲对应的位移),也可以明显减少电机的振动、 噪声,改善步进电机的低频性能⑹。
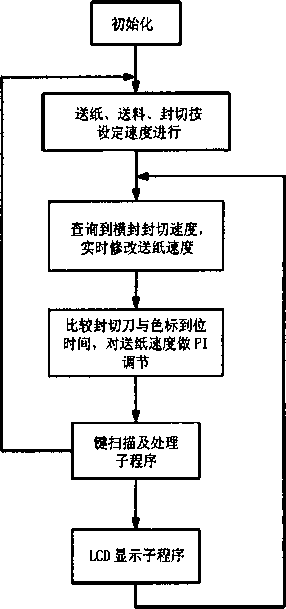
3控制系统的软件设计
由于驱动器采用细分技术,在本系统中,步进电机 每转最高可细分成12 000步,即0. 03。/步,在精度提高 的同时,对单片机速度的要求也提高了。所以,我们选 择了高速处理器,在40 MHz的晶振条件下, 执行单字节指令一般只需4个时钟周期即0.1 Ms,能够 满足要求。尽管对于实现高精度有了硬件条件,但只有 设计合理的系统软件才能充分挖掘这些硬件的性能。所示:一个用来计时,一个用来发 步进电机的脉冲,一个用来检测码盘脉冲以计算封切 速度,还有2个(电眼信号中断和霍尔开关信号中断) 用来记录色标和封切刀的到位时间,并根据差值对步 进电机速度进行PI调节。
软件设计过程中的几个注意点如下;
(1)键盘扫描程序中,当检测到有键按下时,要先 进行消抖处理,然后再判断是否是键按下还是干扰所 引起的。消抖处理通常釆用延时的方式,但在本系统中 采用定时检测的方式来消抖,如程序1所示,每3 ms检 测一下按键,若连续10次检测到键按下信号,就可以 确定按键确实已按下。这种消抖方法的效果与延时30 ms是一致的,它可以避免因延时而不能处理一些快速 信号的情况。
4小结
文中介绍的枕式包装机控制系统采用连续送料方式,可提高生产效率弱。同时,由于釆用优化的单步进+单变频器方案,且采用了高速单片机和细分驱动器,经实践证明,具有精度高,成本低,可靠性高的特点。
本文源于网络转载,如有侵权,请联系删除
 ×
×



