

来源:网络转载更新时间:2020-06-01 15:26:20点击次数:4773次
德国公司生产的超高速包装机组普遍采用了喷胶技术。但在实际生产中,包装机经常 出现商标纸喷嘴堵塞现象,给生产效率和产品品质带 来较大不良影响。目前针对超高速包装机组的研究 较多集中在商标纸对设备运行的影响損,以及对喷胶 装置的开发与改进等方面申,而对喷胶系统中所采用 的清洁液研究较少。为此,通过研究包装机商标纸供胶系统的工作原理,分析了喷胶嘴堵塞的主 要原因,采用丙二醇(GHQQ替代水作为清洁胶缸的清 洁液等方法",以减少商标纸喷嘴堵塞次数,提高设备 运行效率:
1存在问题
包装机商标纸供胶系统主要由喷胶系统 1、泵胶系统2和胶缸涂胶系统3等部分组成"一其中. 喷胶系统由喷嘴组件4、截止阀5、压力传感器6、过滤 器7、压力表8、调节阀9及输胶管路组成,见图1、而喷 嘴组件有8个喷头对商标纸进行喷胶」,泵胶系统通过 隔片泵将胶水送至喷胶系统和胶缸涂胶系统,进入喷 胶系统管道的胶水经过滤器及截止阀向喷嘴组件供应胶水。通过调节阀可对供胶压力进行调节,由压力传 感器对胶水压力进行检测。
由图2可见,汽缸1可以使喷嘴组件4旋转3个不同 位置,即工作位置、等待或清洁位置、测试位置(中间位 置)⑹。在启动机器前,喷嘴组件位于等待或清洁位 置;启动机器后,喷嘴组件进入测试位置,并在此短暂 地向测试胶水回收槽6中喷胶水,以确保商标纸上的涂 胶量均匀,然后喷嘴组件进入工作位置,对商标纸输送 辐输送的商标纸上胶;当机器停止时间超过5 s时,喷 嘴组件返回等待或清洁位置,并通过在清洁胶缸2旋转 的海绵辐5转动几圈清理喷胶嘴。此外,还可以人工手 动方式测试喷胶胶量,即按下喷嘴喷胶测试按钮,喷嘴 组件就会移动到测试位置(中间位置)上喷出胶水。在 工作位置上,胶水被喷到相互平行穿过的商标纸涂胶 位置,过多的残余胶水被收集到胶水收集槽3中7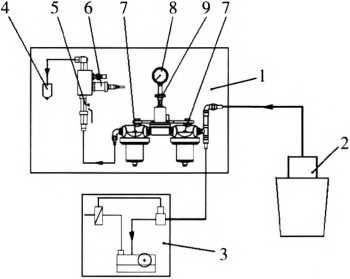
1.喷胶系统2.泵胶系统3.胶缸涂胶系统4.喷嘴组件5.
截止阀6.压力传感器7.过滤器8.压力表9.调节阀
图1 包装机商标纸供胶系统结构示意图
喷嘴组件主要由陶瓷喷头1、座体2、顶针3、电磁线 圈4、调节螺杆5等组成,见图3。乳胶从乳胶入口管进 入喷胶喷嘴后,电磁线圈的高频振荡使顶针产生0.002 s 的瞬间动作,通过陶瓷喷头岀口将乳胶喷涂到商标纸 上,喷涂的胶量大小可通过安装在座体上的调节螺杆 进行调节。但在实际使用过程中,由于原辅料差异、设 计不合理以及操作保养方式不当等因素,经常造成 FOCKE701包装机商标纸喷胶系统的喷嘴堵塞,影响产 品品质,降低设备运行效率。
1.2.1乳胶
采用高倍数显微镜对公司推荐在包装机上使用的484A乳胶(国民淀粉化学公司)拍照。乳胶中3 ~ 20 um的乳胶 颗粒不断靠拢,集结在一起,造成乳胶颗粒不断增大。刚生产出来的乳胶,颗粒饱满且分布均匀,而 存放1个月后,乳胶颗粒会慢慢靠拢。如果乳胶存放超 过4个月,可以明显看出乳胶颗粒会结成一块,这就是 生产中常见的胶水分层现象。试验表明,乳胶搅动速 度越快,乳胶颗粒靠拢的速度也随之加快。如果乳胶 颗粒结块,将不利于乳胶在喷胶管路中流动,造成商标 纸喷嘴堵塞。由此可见,乳胶出厂存放时间超过4个月
2改进方法
根据生产情况控制乳胶的釆购量,尽量使乳胶在岀 厂4个月内使用完毕。当乳胶岀现胶水分层现象时,乳 胶搅动速度不能太快,否则容易形成乳胶颗粒结块,造 成喷嘴堵塞。
每次轮保时,对泵胶系统胶桶内的乳胶过滤器以及 喷胶系统管路中的2个过滤器的过滤网进行周期性的 保养拆清,以确保其正常使用。
2.3增加油雾喷雾器
在压缩空气进入气动隔膜泵的前端,增加一级油雾 喷雾器,对进入气动隔膜泵的压缩空气进行适当润滑, 以增强气动隔膜泵的活动性能,保障胶液的输出供 压。同时,通过对气动隔膜泵和其入口的单向控制滚 珠进行周期性保养,确保胶液输出供压稳定,消除由于 单向控制滚珠压簧失效造成喷胶压力减小的隐患。
当喷嘴内堵塞后,清洁输送管路上的2个过滤器,并 取下陶瓷喷头将乳胶杂质清洁干净;当喷嘴外堵塞时, 重新取下陶瓷喷头清洁并更换清洁胶缸内的海绵辐。
3改进效果
改进后的包装机商标纸喷胶系统,采用 丙二醇作为商标纸喷嘴的清洁液,并按时对喷胶系统 进行周期性保养,商标纸喷嘴堵塞次数由原来的10次/ 班降低为0次,有效解决了商标纸喷嘴堵塞问题,提高 了产品品质和设备运行效率。
本文源于网络转载,如有侵权,请联系删除
 ×
×



