

来源:网络转载更新时间:2020-06-01 15:18:03点击次数:4771次
如何扩大设备的使用范围,使设备适应多品牌加工,是提高设备利用率的有效手段。硬盒包装机因为烟包挺括美观大方,得到广泛的应用,但由于的包装形式无法满足白沙品 牌的要求,为保证和原加工品牌的同质化要求,必须对我厂的硬盒包装机进行改造,以满足 工艺要求。通过对白沙(精品二代)卷烟工艺标准与硬盒包装机生产出的烟包进行对比可 以看出:两种烟包存在6项差异。经我厂生产设备科与云南烟机厂联系得到回复:除烟包拉线位置改造 外,其它5个项目均有成功的改造经验,为此我们的重点是烟包拉线位置的改造。
1问题的提出
拉线位置的改造实际上是商标纸和透明纸拉线搭口的相对位置进行改变,我们可以通过以下两个 方案实现这一要求。
方案1:改变小盒商标纸印刷。通过查阅《湖南中烟工业有限责任公司卷烟材料技术要求》,小盒商 标纸的印刷有具体要求和标准,而包装标识材料是卷烟品牌最重要的组成部分,因此不能通过更改小盒 印刷图案来改变小盒拉线搭口位置。
方案2:研制烟包翻转装置。烟包要想达到透明纸拉线搭口位置的工艺技术要求,唯有 在进入401小盒透明纸包装机折叠转塔之前翻转180。,如不能翻转,将无法生产。
综上所述:要改变拉线搭口位置达到工艺要求,必须设计小包翻转装置。
2设计方案选择理由
如图1 一图3所示,原硬盒包装机的烟包经过分离轮顺时针旋转,将重叠在一起的烟 包分离并送入下部的垂直导轨处,再由拨烟轮间歇地送入凸耳链条处,完成烟包的间歇式送进。在此过 程中,分离轮完成烟包的翻转和分离。
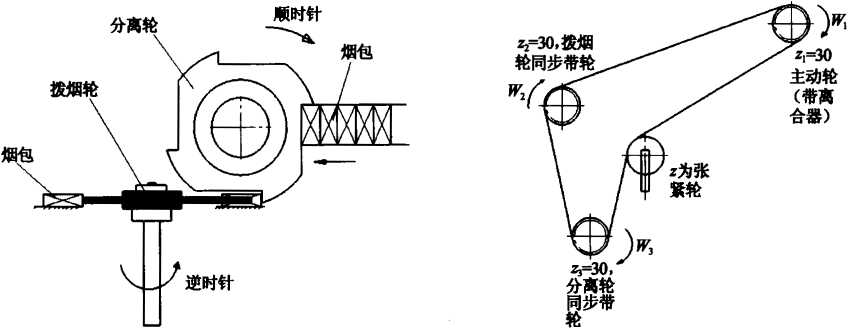
图1原分离轮机构示意图 图2原分离机传动路线图
针对原结构,要实现烟包的翻转,我们制订了以下两个方案:
方案1:带式弧形翻转装置。测量出弧形导轨数据并委外加工制作,经试验,低速时没有故障, 100包/min出现故障,210包/min时每分钟停机1. 3次,380包/min设备基本无法正常开启。费用 600元,工期10 d。优点:结构简单。缺点:不能满足设备运行速度。
方案2:机械式翻转装置。经分析分离轮与拨烟轮本身存在于设备上,其传动平稳,能满足机器速 度。该翻转装置长约400 mm、宽380 mm、高290 mm,设备能满足安装要求。费用2 000元,工期20 d。 优点:传动平稳,对设备改动小。缺点:结构复杂。
经综合分析,我们采用第二种方案。
4结论
通过对更换后的烟包翻转机构的检査,结 果显示翻转机构能实现烟包的翻转,翻转率达 到100%,满足了小盒透明纸拉线搭口位置的 工艺要求,为多种工艺要求产品的生产铺平了 道路,同时整个改造成本在2 000元左右,成本 低,周期短。本研究取得一定成功,但由于传 动齿轮采用直齿圆锥齿轮设计,虽然制造和安 装方便,可是传动平稳性差,容易磨损,因此需 要定期检查和润滑,这也是此装置的一大缺 陷。
本文源于网络转载,如有侵权,请联系删除
 ×
×



