

来源:网络转载更新时间:2020-05-27 10:14:34点击次数:5484次
硬盒硬条包装机组是我国引进技术自行制造的国产高速包装设备,包装速度550 包/min[1-3]。设备的主机包装机商标纸供给原理与国内其他超高速包装机组类似[4-5],均采用商标纸连续运动方式[6],通过 3 个连续转动的传送辊,利用吸孔将商标纸吸附在辊体表面进行传送,与中速包装设备仅在纸库中吸附商标纸方式相比较[7-8], 更能满足机组高速运转的要求。但由于第二传送辊质量较大,在设备维修和保养时依靠人力拆卸搬移困难,甚至出现因人手抓持不牢滑脱摔落的现象,造成第二传送辊受损且存在安全隐患。目前针对包装机组的研究大多集中在商标纸对设备运行影响等方面[9-10],对于包装机组零部件及拆装工具涉及较少。其中,胡国胜等[11]采用弧面分度凸轮机构代替槽轮机构,减少了硬盒包装机包装轮间歇运动对机器造成的冲击;张成鹏等[12] 对包装机商标纸导向滚压装置进行了改进,解决了因润滑油渗漏影响产品质量、增大维修劳动强度等问题;蒋卓芳等[13]研制了一种TOPSPIN 切丝机进刀电机拆卸工具,避免对精密零件造成损伤;吴传绪等[14]设计了一种包装机组弹性联轴器专用拆卸工具,缩短了维修时间。但对于包装机商标纸第二传送辊拆卸技术的研究则鲜见报道。为此,研制了一种包装机商标纸第二传送辊拆卸工装,并利用 SolidWorks 机械设计软件进行仿真测试,以期提高第二传送辊的拆卸效率,降低维修保养劳动强度。
包装机商标纸第二传送辊主要由同步带轮(1)、传动轴(2)、第二传送辊(5)、相位盘(7)等部件组成,见图 1。同步带轮(1)由同步带组件得到转动动力后,将动力传递给传动轴(2), 传动轴(2)通过螺钉(6)将第二传送辊(5)与相位盘(7)固定在一起,带动第二传送辊旋转,此时商标纸被吸附在第二传送辊(5)外圆周表面上。吸风管(12)、圆盘阀(4)、第二传送辊(5)的吸风腔
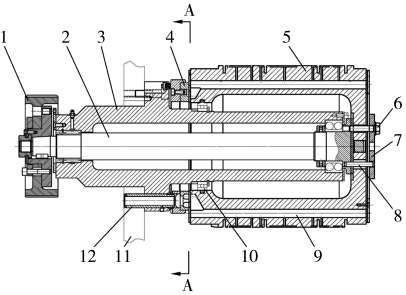
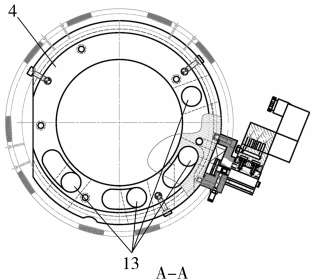
1. 同步带轮 2. 传动轴 3. 法兰座 4. 圆盘阀 5. 第二传送辊 6. 螺钉 7. 相位盘 8. 定位销 9. 吸风腔
10. 轴承 11. 机器墙板 12. 吸风管 13. 吸风室
图1 商标纸第二传送辊结构示意图
(5)需要拆卸时,松脱螺钉(6),将第二传送辊(5) 向右平移,使其内端安装孔与轴承(10)脱离,相位盘(7)与定位销(8)脱离,持续平移至脱离法兰座
(3),将第二传送辊(5)取下露出圆盘阀(4),即可对圆盘阀(4)和第二传送辊(5)进行维修或保养。
由于第二传送辊表面分布有 160 个吸孔,空气中的灰尘和商标纸上的粉尘会通过吸孔进入第二传送辊的吸风腔,并逐渐吸附在吸孔和吸风腔侧壁上;圆盘阀的 4 个吸风室内壁也会因灰尘吸附造成堵塞,使吸风腔和吸风室有效截面积减小,吸风流量降低,导致商标纸吸取不牢,进而使商标纸在输送过程中歪斜造成设备停机,影响生产效率和产品质量。因此,在生产中需要定期对商标纸第二传送辊进行清洁和保养。若采用压缩空气对第二传送辊的内腔吸风管路进行清洁,则会造成灰尘在吸风室和管路转角处堆积,不利于管路畅通。因此需要将第二传送辊从机器上拆下进行清洁,或者对磨损的轴承、圆盘阀阀环等部件进行更换维修。此外,第二传送辊是一个圆柱形金属整体辊轮,直径 275 mm,高度 310 mm,整体质量达25.5 kg,其内端安装孔与法兰座上的轴承配合紧密,且由于该设备未配备拆卸工具,仅靠人力拆卸搬运,操作不便,费时费力,在拆卸过程中由于径向晃动还容易造成安装孔和轴承损伤,或因操作不当存在人身安全隐患。
根据第二传送辊的结构特点设计了一种传送辊拆卸工装。该装置主要由工装推车、固定架组套、转动架组套、螺杆组套等部分组成,见图 2a。在拆卸过程中,通过移动工装推车,使传送辊平稳地从机器上平移拆下,并可旋转 90°使传送辊成竖直状态后放置在地面上,见图 2b。整个拆卸过程平稳可靠,可避免第二传送辊及其他零件与地面之间发生撞击,安全省力。
3.结论
本文源于网络转载,如有侵权,请联系删除
 ×
×



