

来源:更新时间:2023-04-14 09:41:32点击次数:2652次
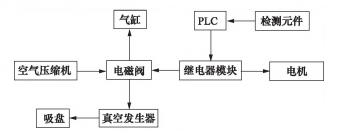
考虑到PVC颗粒的包装工艺种类繁多、难度复杂,需要多个执行机构进行协作完成各种动作。本文采用三菱PLC作为控制系统的核心,并以气缸和电机作为主要驱动力,成功实现了PVC颗粒的自动包装,详见图。
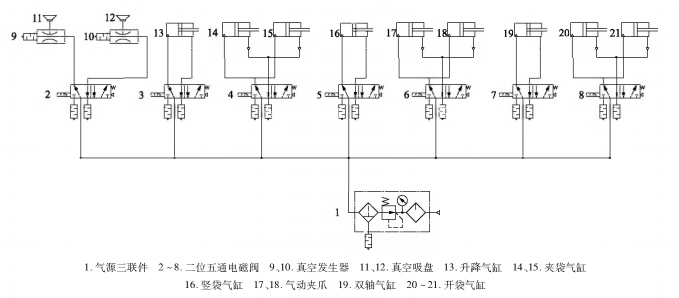
这里所指的气动系统是由气源装置、执行元件、控制元件和辅助元件四个组成部分构成的。这些部件的合作,实现了包装机机构之间的协同作用,包装机整体气动系统原理图如图所示。
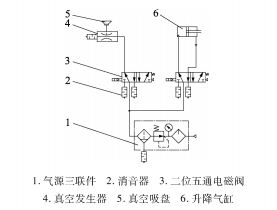
如图所示,气动系统由气源装置、两位五通阀、升降缸、真空发生器、真空吸盘组件和消音器组成。控制吸盘的电磁阀常开阀与真空发生器的进气口连接,控制升降缸的电磁阀常开阀与升降缸下的进气口连接。真空式发生器转换负压的初始状态,升降缸处于缩回状态。吸袋时,PLC控制提升气缸电磁阀线圈电源,提升气缸进气口,伸出活塞杆,驱动吸盘部件下降,吸入真空吸盘预制袋,控制提升气缸电磁阀线圈电源,提升气缸进气口,缩回气缸,提升吸盘部件,提升预制袋,完成吸袋动作。
针对PVC颗粒制造商的需求,本文设计的PVC颗粒双层自动称重包装机分析了包装工艺,完成了进料、称重、袋、袋等机构的结构设计,明确了机器控制系统的框架,选用PVC作为控制核心,设计了可靠的气动系统电路。根据逻辑控制顺序,使颗粒自动包装机的机械装置实现进料、称重、袋、袋的功能,实现25~50kg聚氯乙烯颗粒的自动称重,双层包装工艺的自动化,有效地降低了工人的劳动强度,提高了包装效率,满足了设计要求。
 ×
×



