

来源:网络转载更新时间:2020-05-11 15:30:05点击次数:7012次
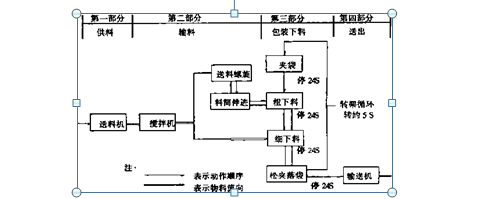
粉末包装有特殊的要求, 通过伸进式的封闭下料, 设备的干涉多, 系统监控要求复杂。 下面介绍包装系统方案 , 并对其主要部分的设计要素进行介绍:
式选择上, 采用旋转装夹的方式, 共包括四个工位:
夹袋工位、 粗下料工位、 细下料工位和落袋工位。其间的控制信号通过转架转轴实现规定工位的信号隔 离输送。
系统主要由以下几个部件构成:
① 送料机构;
② 总贮料仓 (含搅拌机构) ;
③ 送料螺旋 1 (负责将料横向引出);
④ 送料螺旋 2 (将料纵向送给粗下料机构);
⑤ 粗下料机构 (包括料筒伸进机构, 带搅拌粗下料螺旋, 小贮料仓);
⑥ 细下料机构;
⑦ 转架机构;
⑧ 夹袋机构;
⑨ 称量系统;
10 输送机构;
在设计方案中,由于材料细小且具有不均匀性,
故采用螺旋输送方式下料。粗下料由三个螺旋机构 传输, 先由横向螺旋机 1将粉末从料仓中引出, 由螺旋机 2导入粗下料储备仓, 最后由粗下料螺旋机伸进下料; 细下料由细下料螺旋机直接从料仓中取料、 下料, 而不设中间送料机构。 在粗料仓中可以储备螺旋机 1. 2运转 30s的输送量, 而相当于粗下料螺旋机在 15s内的输送量。 在下料机构的下料方
传输, 先由横向螺旋机 1将粉末从料仓中引出, 由螺旋机 2导入粗下料储备仓, 最后由粗下料螺旋机伸进下料; 细下料由细下料螺旋机直接从料仓中取料、 下料, 而不设中间送料机构。 在粗料仓中可以储备螺旋机 1. 2运转 30s的输送量, 而相当于粗下料螺旋机在 15s内的输送量。 在下料机构的下料方
包装线控制系统包括:
2. 1 设计方法
传统的设计方法是顺序流程, 因控制对象动作 处于转架之上, 容易形成信号重叠, 一般使用各工位独立控制的方法, 采用每个工位由一个小的 PLC 单独控制, 因而其实现的功能有限, 难以与外设通讯。现采用一只 PLC实现控制的新方案, 就大大节约了成本, 而且, 因其设在转架外部, 信号易于实现被上位机监控, 易于与各种外设通讯, 使其控制更具灵活性, 从而具有较大的扩展能力, 用传统的PLC流程图分析, 这是难以达到的, 因各工位是并行工作关系, 要使用顺序控制的 PLC来实现, 必需改变思路; 本程序中, 采用在到位的一个非常短脉冲周期时间内, 让系统瞬时接受信号, 并完成处理, 回复到待命状态, 这样, 以迅速反应的触发电路来避开信号冲突的时间, 再通过延时处理来达到有序执行, 实现控制。
2. 2 本设计的构思及采用方法
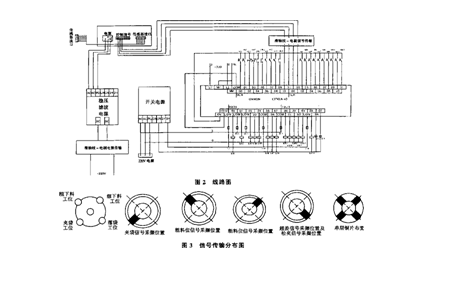
现设计成只在相应工位上取出或输入相关信号。 外圈上安装有电刷, 转动到位时处在相应工位上的固定电刷只能取出正在转至该工位的表位的信
号, 所需设计盘片有: 夹袋信号盘片 (输入、 输出各一片)、 粗料位信号盘片、 细料位信号盘片、 超差信号盘片、 松夹信号盘片。 共需设计 6块盘片, 排成 6层。 信号采撷的位置 (即安装电刷的位置) 如图 3, 除夹袋信号输入盘片可设计为整片覆盖铜片外, 其余盘片铜片布置仅在对应位置上, 如图 3单层铜片布置方式, 实现信号隔离。
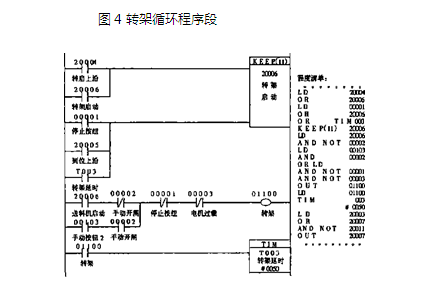
( 2) 转架循环的实现。转架启动通过停止延时信号来实现, 规定停止的时间为 25s, 以到位信号的上沿为计时开始, 当延时到达时, 发出信号使转架启动, 转架转至下一个工位触动到位开关, 到位上沿使转架转动停止, 并进入下一个到位延时, 实现到位延时控制。 在转架循环中, 为了准确定位, 还要设一定位销, 因此, 在停止时间里将分出一点拔销的时间, 待拔销结束后再启动, 这里设为 1s。 另外, 为防止到位信号出现故障, 或是电机转过位或不到位等等故障现象,须设置一个软件监控延时,在 延时到达而还没有停止转架则该监视信号将停止转架的运行。 此外, 还进行手动、 停止等控制。 手动控制和前面的电机一样, 须将手动开闸开关转到手动功能一端, 然后, 才能通过手动控制按钮来控制转架的转动。 料筒离开是转架启动的关键, 筒没有离开, 则不进行拔销转动。
图 4 转架循环程序段
( 3) 筒进控制。通过虚设一个夹袋标志, 将其保持到下一个到位稍晚一点时间,当到位上沿一来, 立即触动筒进自锁, 从而实现快速筒进, 当筒进延时到来时, 将停止筒进, 由行程开关带动电磁阀换向, 将料筒缓慢退回, 并边退边下料。
( 4) 粗下料的动作控制。 粗下料螺旋的启停,
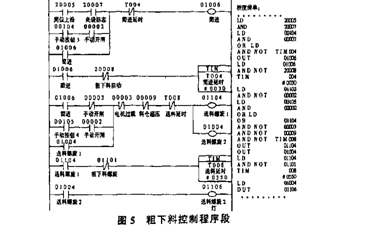
当筒进到位时 , 开始启动下料, 到粗到信号到来时停止, 或者手动停止, 手动下料采用并联方式控制,当延时到来而还没有粗到信号来临时, 停止下料。夹袋工位有装夹时, 在粗下料工位须予以粗下
料, 粗下料的过程是送料机构先动作, 料筒向下伸进, 到位后由行程开关控制渐渐退回, 并进行粗下料, 这里设料筒伸进时间为 3s, 伸进到位后, 才启
动下料螺旋机。直到称重表头发出粗料位到的信号。这里还设置软件监控延时, 监控延时来临, 粗下料也将终止。 判断有装夹的方法是将夹袋信号虚设一个内部保持标志。 在下一次到位上沿来临之时交由粗下料启控制使用; 通过到位上沿来触发粗下料,在这里还须设一个到位信号的延迟信号, 否则无法将夹袋信息保持到被采用时间。 经过这样的处理, 夹袋保持信号迅速被处理, 这时, 在夹袋工位就又可以进行夹袋操作了。 这样, 既保持了单工位动作历经循环的独立性, 又实现了并行的重复工作, 也不存在信号冲突 , 从而达到控制要求。 其具体实现梯形图如图 5所示, 设粗下料监控时间为 15s。
 |
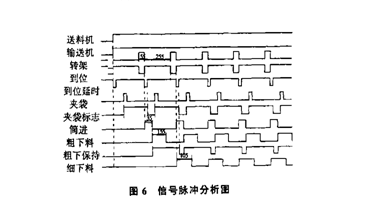
2. 3 程序控制的脉冲分析
如图 6所示, 送料机及输送机在启动后检测延时 10s完成即开始启动并保持; 松夹及到位信号在启动 10s后一般情况下处于高位的状态, 即转架在到位状态下; 转架的循环运转在延时 10s后也进入运行状态,开始时为停止延时 24s+ 拔销 1s= 25s的时间, 25s后即进入转动状态, 反复循环; 当在到位状态下, 有夹袋上沿脉冲信号产生时, 即产生一个夹袋保持标志, 为了在下一个工位能够取用该信号进行判断是否有装夹,还设置了一个到位延时信号, 该信号延时时间极短,这里设为 5ms,当在下一到位时, 到位延时信号延时打开, 其上沿将取消夹袋保持信号, 使它此时进入该段停止时段的生命周期极短 (这里是 5ms的时间) , 以夹袋保持信号为料筒伸进下料的条件 , 利用到位信号上沿触发筒进信号产生并保持至其延时时间的到来 (就使它的生命周期为 3s) , 筒进信号的下沿将启动粗下料进行粗下料, 这里以其监控时间 15s作为其生命期, 通过粗下料信号的上沿制作一个粗下料保持信号, 与夹袋保持信号同样的方法被取用为细下料动作的控制。
2. 4 本程序的功能
2. 4. 1 实时监控功能,对各执行部件的运行进行实
时监控。
2. 4. 2 动作判断,能够准确的判断动作发生的前提条件是否存在。
2. 4. 3 实现逻辑联锁, 根据生产工艺要求, 按上述动作分析启动 , 送料, 下料。
2. 4. 4 料筒退回检测,料筒的伸入与转架的转动是两个存在硬干涉的动作, 如果料筒没有退离, 转架就开始启动, 转架与料筒的刚性交涉会使系统造成严重破坏, 因此, 料筒的退回, 必须是转架转动的
硬性条件之一。
2. 4. 5 转架到位的检测。必须随时检测转架到位的情况, 转架没有到位, 料筒不能伸进, 否则, 料筒无法准确伸入装夹位置, 而与转架产生动作干涉。
四个工位并行的称量控制及装夹信号处理, 使系统能完成既定功能, 这个部分控制的关联性要求很强, 如果出现装夹及称量信号的故障, 可以自行判断。
此控制系统的设计已经在实验中通过, 仿真调试成功, 经过多次反复验证, 证明是切实可行的。在这样的一些系统中不仅硬件设备简单, 而且开发设计成本低, 实验调试周期短, 投入少, 软件的调试过程即为主要的设计要素, 其可以随时进行多次或重复的调试过程而几乎无任何损耗。 本系统以上优点, 可以适合动作存在避免干涉要求、 连贯性强等等高要求场合。在粉末自动包装机上采用 PLC控制技术, 实现并行的多工位控制以及满足系统复杂的动作要求, 即使在系统硬性干涉较多, 工艺要求较复杂的情况下, PLC也是能够胜任这一工作的, 是PLC的应用在自动控制的领域里又一用武之地。并 行控制提高了包装的质量以及包装的效率, 对于粉末包装行业具有十分重要的意义。
本文源于网络转载,如有侵权,请联系删除
 ×
×



