

来源:网络转载更新时间:2020-05-11 14:40:42点击次数:6559次
前言
饲料颗粒机关键适用乡村喂养大户及中小型养殖场、养兔场[1]。中小型精饲料颗粒的加工过程是根据造粒机来完成的,造粒机的驱动力根据主轴轴承及平模,在滑动摩擦力功效下推动辊子匀速转动,原材料在辊子与平模中间高溫融化,蛋白凝结转性,在辊子挤压成型下从模孔中排出来,做成的颗粒物经甩料盘送出去设备外,根据创口可调颗粒物长度。殊不知,中小型饲料颗粒机的平模零件加工是现阶段遭遇的一大难点,机器设备的关键部件平模磨具的相互特性是单一孔径、孔数诸多、直径比大等,现阶段的加工方式 普遍现象加工高效率低、劳动效率大等众多问题。
1 平模零件剖析
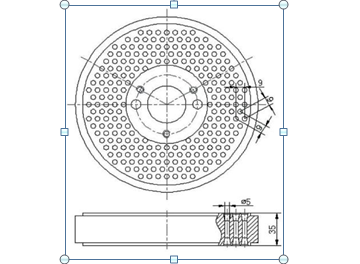
平模磨具是饲料颗粒机的关键部件,其品质好坏对饲料颗粒机生产量和磨具耐磨性能的危害尤为重要。常见的平模磨具规格型号有48种之上:在其中平模直径105,200,230,280四种规格型号;进料直径:1.5,2,2.5,3,3.5,4,4.5,5,6,8,10,12;而且依据不一样客户的特别要求,也要提升部分规格型号。在工件面中孔遍布呈等边三角形遍布,在固定不动总面积里,这类布孔方法的孔最多,因而造粒机的进料高效率也最大。
平模磨具的一个相互特性是所有的孔全是深孔,直径比一般都超过7至15;单工件孔数多,单工件最高达6000好几个孔数,如图所示1图示。在具体生产制造中,属于多种类、少大批量的商品,工件规格型号转换经常,纺织成一定的艰难。因而,必须有一套适用饲料颗粒机平模模具零件加工的数控机床打孔系统,才可以考虑平模零件的加工高效率与品质。
2 数控机床系统搭建
平模磨具打孔机器设备最重要的部分便是数控机床系统,一般的做法能够选用钻铣床的数控机床系统,例如广州数控的980MA系统、华中数控的HNC-21M系统等数控机床系统,但在本运用中出現了一个相互的难题:工件种类诸多,程序编写非常艰难,没法在加工中对孔距主要参数开展调整;而且实际操作难度系数大,必须十分娴熟的数控机床作业员才可以开展加工;另外加工中不容易开展选孔加工。比较严重危害了加工的高效率和品质。
本系统选用PLC做主导控制板,设计方案工业触摸屏作为数据信息输出插口,系统整体组成如图2所示,关键包括开关电源模块、工业触摸屏模块、输入模块、主轴轴承离心水泵操纵模块、数控刀模块、控制板模块、伺服控制模块等模块。系统选用模块化总体设计,所有的模块都是有完善商品能够型号选择,具备构造清楚、可信性高、便于维护保养等优势。
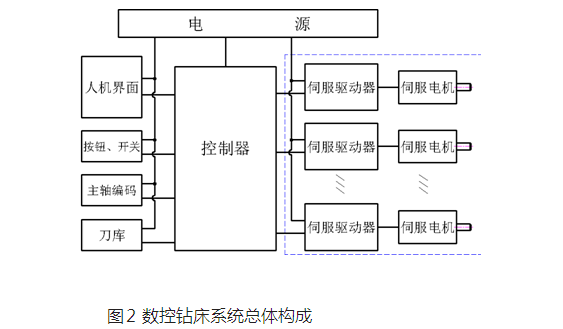
图2 卧式加工中心系统整体组成
3 操作面板的设
给平模零件的生产组
工业触摸屏(HumanMachineInteraction,
HMI),别称操作界面或使用人页面,是系统和客户中间开展互动和信息交换的媒体,完成情况显示信息和客户加工数据信息键入的功效。
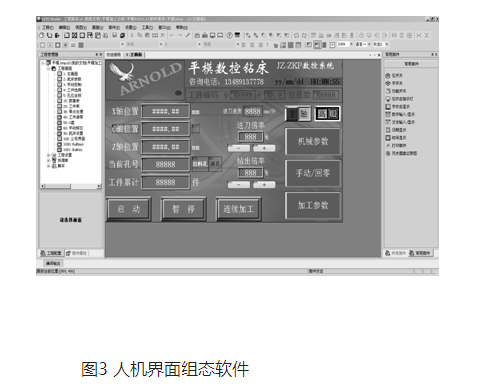
图三人机界面组态软件
机床操作面板选用组态软件开展编写转化成,如图所示3图示,按需设计方案的操作界面,机床操作面板简单明了。机床主桌面显示机床工作中主要参数、机器设备关键控制按钮、作用页面变换按键和系统信息内容等內容,如图16图示。零件加工主要参数在零件主要参数页面中,如图所示5图示,键入內容以填写表格的实际操作方法,关键有零件的基本参数,如:工件直径、工件公称直径、孔位主要参数、直径主要参数、深度主要参数等,系统依据这种基本参数全自动测算出所有所需数据信息,而不用实际操作工作人员开展数控机床程序流程的编写、巨大地简单化了自动化机械的实际操作难度系数。
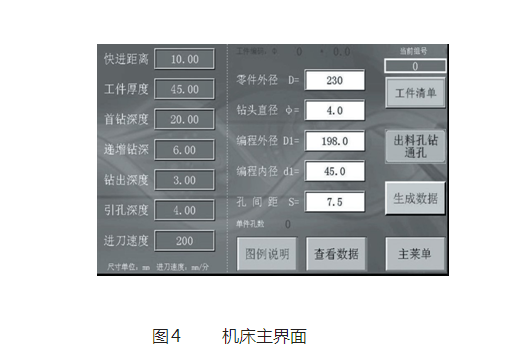
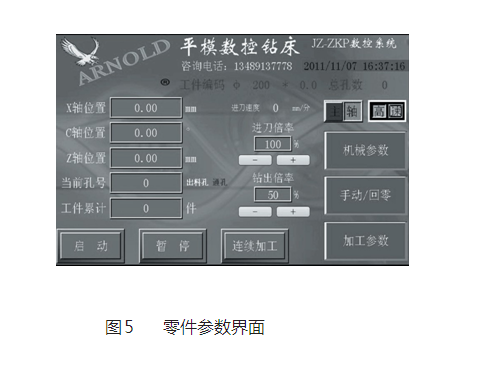
图16 机床主界面图5 零件主要参数页面
4 数控机床程序流程的设计方案
机床的操纵系统选用PLC系统,开启PLC编辑软件系统选用结构化程序程序编写,关键作用模块包括:客户输入模块、机床实际操作模块、系统主要参数设置模块、工件主要参数解决模块和应急解决模块等作用,系统操作程序
启动复位后系统等候客户系统命令,这时候能够挑选手动式实际操作、设定工件数据信息或立即开展循环系统加工。针对新的工件数据信息,在开机后先开展工件主要参数的键入,在确定工件数据信息恰当后,可进入手动式实际操作,将机床调节到加工部位,校正数控刀片,就可以开展一切正常加工。
一切正常加工全过程中,机床主桌面显示机床所在位置、当今零件号和当今加工孔号主要参数等基本参数,依据数控刀片的具体情况,还可在主界面更改数控刀片的走刀速率倍率,以利于最大限度的维护数控刀片,做到较大 的加工高效率。
对于打孔加工的加工工艺特性,系统独立设计方案有以下内容关键特点:(1)在全自动加工中可随意选孔加工,要是键入总体目标孔号,机床会在下一孔加工时全自动挪动到特定孔距开展加工;(2)不更改客户数据信息,根据挑选按键就可以完成不一样加工方法变换,可挑选的加工方法有:管理中心孔引孔方法、一次打孔方法和啄钻加工方法;(3)在孔钻通以前全自动降低下刀速率,以利于维护麻花钻。
5 依据
本系统设计方案的是一种根据工业触摸屏与PLC控制器紧密结合的卧式加工中心系统,相对性于通用性数控机床系统,本系统目的性强,设计方案有效,简单化数控机床机床实际操作,合理地减少劳动效率;实际操作应用简单,管理程序和操作界面灵便变化多端,针对不一样类型的加工零件,要是对于新零件的加工规定做适当的更改,就可以融入新的零件加工,满足客户需求不一样的应用规定。
本文源于网络转载,如有侵权,请联系删除
 ×
×



