

来源:网络转载更新时间:2020-05-09 14:34:53点击次数:4457次
1前言
煅烧是将粉末状的含铜物料生产加工成小块冶炼厂原材料的一个生产过程,为炼铁高炉出示抗压强度高、粉末状少、氧化性好、超低温复原脱层率低和成分平稳的球团矿是煅烧生产制造的终极目标。天钢2#烧结机辆车总面积为360nA遵照传统式的生产制造生产流程,将要准备好的搅拌矿、然料和溶液,按一定的净重占比配制,经沥青混合料胶布运输飞机送至混料机搅拌和造球。混好的混和料由面料器铺到烧结机辆车下,再打火点燃进行煅烧。烧制的球团矿经粉碎、筛选、整颗后,粒度分布达标的制成品矿送到炼铁高炉,而筛下物回到煅烧再次报名参加配料。煅烧全过程造成的有机废气经除灰后,由离心风机抽到烟筒,排进空气。
2天钢烧结法简述
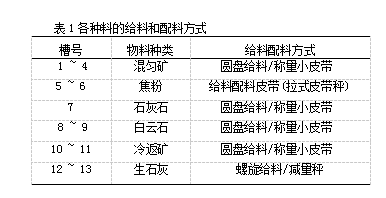
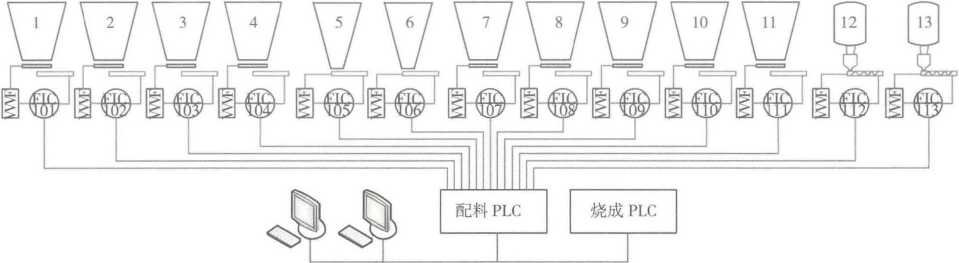
天钢360n?煅烧生产车间配料室共设立搅拌矿、然料、爆剂、返矿等13个配料槽,各料槽采用的配料机器设备如表1图示,配料全自动自动控制系统如图所示1图示。
原材料配料操纵有二种完成方法,一种是依据原材料的有机化学成分开展配制操纵,这类配料方式的
基本原理是根据线上X荧光分析仪精确测量物料成分,并依据最后混和料的成份规定,操纵各种各样物料的下料量,做到配料的目地。另一种是依照各原材料的净重比开展下料操纵,完成配料目地。天钢煅烧配料是选用第二种方式,根据原燃辅材的成分,测算各种各样料的配制,按配料比测算并明确各种各样物料的下料量,而返矿量的尺寸应维持自循环系统返矿均衡,配料的最后的总体目标是要将煅烧混和料的碳含量、酸碱度操纵在特定范畴内。
煅烧的配料操纵是煅烧全自动自动控制系统中较繁杂的系统软件,它不但是好几个配料槽依照一定的占比关联定量分析给料机,并且也要伴随着生产效率的转变,在维持各料种配制不会改变的状况下更改送料量,以确保正中间矿槽的料位;除此之外,也要依据制成品球团矿的品质规定立即调节配制。
各料槽开料由圆盘或拉式皮带操纵,配料仪
表的预设值(SV)由PLC外界给出,煅烧配料室各机器设备的顺序程序由PLC系统进行,由PLC系统严格按照次序起动各配料机器设备,经延时两端对齐料头。现阶段,配料室各机器设备的顺序程序已非常完善,配料系统软件的配料精密度在于配料秤的精确测量和线性度。下边以圆盘给料机和称重小皮带配料方法特征分析,表明配料自动控制系统的调节。
3全自动配料自动控制系统原理
3.1全自动配料秤的构成
圆盘给料机全自动配料系统软件由配料秤声卡机架、称重皮带、重量传感器和限速控制器及其控制仪表构成。
当物料根据秤量皮带时,物料的作用力根据皮带功效在控制器上,其净重数据信号历经重量传感器转化成电子信号,另外限速控制器将皮带的运作速率转化成电子信号,控制仪表将这两个数据信号开展解决,得到根据皮带上的物料的单位时间的净重。
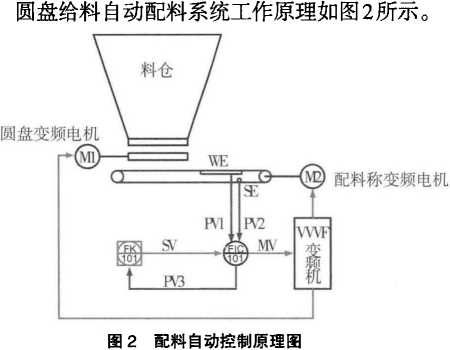
3.2操纵基本原理
变频电动机Ml驱动器园盘旋转,将料斗中的料切出配料小皮带上,当仓门油管压力不会改变的状况下,园盘旋转速率越快,所切出来的料就越大。重量传感器WE和转速传感器SE将皮带上所运输的单位长度上的物料的净重与物料运作速率乘积,随后开展時间積分,进而获得物料的具体供气量(PV)o
控制仪表FIC与软启动器VVVF和给料机机器设备构成一个闭环控制意见反馈自动控制系统,上位机软件FK将配料量的预设值(SV)下传入控制仪表FIC中,FIC将预设值SV与具体值PV开展减法与运算,得到误差值,此误差值开展PID调整与运算,当PVSV时,FIC操纵輸出MV则减少,进而降低给料量,操纵瞬间物料总流量的平稳。
4配料秤的调节
因为控制仪表选用的是多功能仪表,在出厂前未开展主要参数和配备和设置,配料秤机器设备在安裝进行后,最先要对控制仪表开展各种各样主要参数的设置,别名“建秤”全过程,一台智能化控制仪表是通用性的,只能当依据具体必须,创建并键入了一系列精确测量和主要参数,将建秤主要参数与自动控制系统主要参数融合起來,才可以完成配料秤的自动控制系统作用。
一般建秤主要参数有:测量范围基准值、企业长净重、皮带长短、旋转数、负荷等。控制仪表不一样,基本参数各有不同,可参照使用说明开展设定,这儿已不过多阐释。
4.1标定方式
配料皮带秤的标定方式有:沙包标定、商品标定、链码标定和挂马标定。
(1)沙包标定:起动皮带秤(25Hz頻率),在净重皮带上每持续放上10kg沙包,持续置放30个(即300kg),第30个沙包落下来皮带秤时,标定完毕,依据计算方法测算出总流量修正系数。
商品标定:线上商品标定是最理想标定方法,可是许多生产制造当场不具有商品标定的标准,即便当场必备条件,也因为商品标定必须出行装运物料,必须很多的人力资源和物力资源,在运行全过程中也非常容易抛撒,危害环境卫生和计量检定的精确性。
链码标定:将链码的两边固定不动在皮带机里,起动皮带秤,链码的翻转轮即在皮带上原地不动翻转,仿真模拟物料在皮带上健身运动。这类标定比挂马更贴近具体情况。
挂马标定:将一定净重的砥码挂在皮带秤的某一位置上(标定架、丝杆等),起动皮带机运行(动态性挂马),标定結果体现了皮带机运作具体情况,如皮带净重的转变,皮带支撑力的转变等影响,动态性挂马比静态数据挂马贴近具体物料运输情况。
所述四种标定方式中,商品标定最贴近真正运作状况,可是当场通常不具有商品标定的标准,在工业化生产当场,具体应用数最多的是沙包标定,我企业配料秤的标定即选用沙包标定方式,实践经验这类方式是行得通的。
4.2配料秤的精密度和误差分析
由皮带秤精确测量基本原理所知,皮带秤的精确测量值是由重量传感器与测速控制器所检验到的单位长度上的物料净重与皮带运作速率的相乘决策的。理想化状况下皮带支撑力对重量传感器的工作压力为零,而皮带自身的作用力对控制器的工作压力应维持不会改变。皮带秤的偏差可由机械设备和电气设备两一部分造成,电气设备一部分包含重量传感器、速度传感器和控制板构成,电气设备一部分系统软件精确度达到0.1%。因而,理想化状况下,皮带秤的精密度达到0.1%。
但在具体运作全过程中,皮带运作的支撑力和摩擦阻力是转变的,并不是一个固定不动的常数,因而,重量传感器的肯定“零点”也是转变的和相对性的。另一方面,限速控制器与皮带中间规定是理想化的滚动摩擦力,但具体情况因为皮带方向跑偏等要素危害,存有拖动触碰的可能,这种全是因为皮带秤构成构造及工作方式决策的计量检定偏差,并非电子元件自身的偏差。因而,皮带秤的数据误差可从下列好多个层面考虑到:
(1)测力偏差和限速偏差:测力偏差关键来源于皮带效用,秤架失灵等。主要是由物料偏载、皮带方向跑偏造成的皮带支撑力转变,托辐或首尾轮粘料造成的竖向支撑力转变等,在具体应用中,因为皮带支撑力转变造成的称重控制器的测力偏差是关键偏差。即控制器除了受物料的工作压力外,还遭受皮带张力的作用,这些张力也累加到物料中。
标定造成的偏差:皮带秤的标定应贴近真正运作状况,但因为标定时的运作情况与一切正常运作情况差别,或标定计算方式有不正确等造成 标定的数据信息与具体精确测量数存在差别。在具体工作上应防止方式不正确。
电子元器件造成的数据信号偏差:关键有控制器的飘移、线性及其数据信号传送、放大过程中造成的偏差。
自然环境偏差:工作温度转变造成的偏差。4.3配料秤的维护保养和调节
配料皮带秤是机电工程融合的动态性称量设备,在运作全过程中危害配料秤精密度的要素许多,在所述四种误差分析中,测力偏差和限速偏差是皮带秤的关键偏差。必须对配料秤开展调节和维护保养,才可以确保配料精密度。调节维护保养的具体内容:
(1)查验调节承重器上托根旋转是不是灵便,称重主要是由物料 偏载、皮带跑偏引起的皮带张力变化,托辐或 头尾轮粘料引起的纵向张力变化等,在实际使 用中,由于皮带张力变化引起的称量传感器的 测力误差是主要误差。即传感器除了受物料的 压力外,还受到皮带张力的作用,这部分张力 也叠加到物料中。
标定产生的误差:皮带秤的标定应接 近真实运行情况,但由于标定时的运行状态与 正常运行状态差异,或标定计算方法有错误等 导致标定的数据与实际测量数存在差异。在实 际工作中应避免方法错误。
电子器件产生的信号误差:主要有传 感器的漂移、线性度以及信号传输、放大过程 中产生的误差。
环境误差:环境温度变化引起的误差。 4.3 配料秤的维护和调整
配料皮带秤是机电结合的动态称量设备, 在运行过程中影响配料秤精度的因素很多,在 上述四种误差分析中,测力误差和测速误差是 皮带秤的主要误差。需要对配料秤进行调整和 维护,才能保证配料精度。调整维护的主要内容:
(1 )检查调整承载器上托根转动是否灵活, 称重托辐是否有物料粘结、用手转动称重托辍, 看是匀称与皮带接触,有无上下跳动的现象, 这往往是测量误差的主要因素。
空转皮带,检查调整皮带有无跑偏, 如果有跑偏,需要进行调整;检查皮带松紧度, 松紧度要保持适中状态。检查皮带表面有无粘 料,如果有粘料,需要清除。实际工作中,皮 带跑偏和粘料也是误差的主要原因。
检查滚筒和速度传感器,速度传感器 与滚筒应同心,速度传感器和滚筒之间的连接 轴承应定期加润滑油。
由于现场环境因素影响,应经常检查 并清理承载器上的灰尘。
直接从现场侧输入电信号,校验控制 器显示的瞬时流量、皮带速度、皮带负荷显示值, 并检验接线是否良好。
5结束语
配料系统的准确度直接响烧结矿的质量, 进而直接影响高炉的稳定顺行和经济效益,提 高烧结配料系统的准确度,可有效地降低成本, 提高经济效益。
本文源于网络转载,如有侵权,请联系删除
 ×
×



