

来源:网络转载更新时间:2021-06-18 15:52:52点击次数:4231次
0 引言
随着畜牧业的发展 , 饲料配料精度以及自动化饲料生产越来越多地引起饲料行业的关注。 伊犁某饲料加工企业原有的设备在经过多年的使用后系统老化 ,故障率也有所增高 , 对产品的质量和产量都有较大的影响。 针对饲料厂原有的工艺和要求 , 我们采用 PLC与数据库管理系统设计开发了自动控制系统 , 提高了设备的自动化控制水平。
1 系统的功能与组成
1. 1 系统的组成
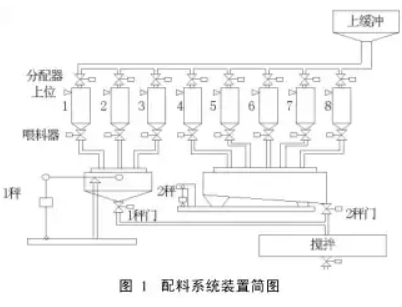
本系统的运行过程是先由上位计算机将原料配方数据传到下位机 PLC, 然后再由 PLC进行控制。 PLC将各种原料按配方要求分别送到大、 小配料秤 , 在配料秤内进行配料。 通过重量传感器检测后 , 大、 小秤信号经称重显示控制仪、 A/D转换模块传回 PLC, 配料完成后 , PLC依照控制程序打开料门 , 原料进入混合机进行搅拌 , 达到要求后 , 在 PLC的控制下 , 料门开启出料。 配料系统装置简图见图 1 。
1. 2 系统功能
为了完成配料控制 , PLC需要具有重量信号输入、重量信号处理、 处理结果输出等功能。下面就介绍一下PLC程序是如何完成这些功能的:
( 1) 两台配料秤的重量信号分别经称重显示控制仪和 A/D转换后进入 PLC 。
( 2) 根据配料工艺的要求 , 所有原料的加料过程都包含点动过程 , 以保证配料的精度。 加料停止后 ,PLC将原料重量与给料量比较 , 在允差范围内为合格; 小于允差下限 , 应进行点动加料; 大于允差上限为超差。
( 3) 由于配料系统采用的是累加秤 , 即由一台秤按先后顺序加入几种原料 , 这样除第一种原料外 , 得到的重量都是几种原料的总和。在 PLC程序中需将几种原料的重量分开 , 得到每一种原料的重量。 程序是如此处理的: 在每种原料称量时 ,记下此时的重量 , 称量时用总重量减去先前记下的重量 , 得到的就是此种原料的实际重量。
( 4) 秤体上粘附的原料使配料产生偏差 , 需要进行去皮处理。 去皮的方法与上述方法相似 , 即按下“去皮” 键时 , PLC记下此时的重量 , 此重量即为基准零点。 在称量时用总重量减去基准零点值 , 得到的就是原料的准确重量。
( 5) 加料停止后 , 从螺旋喂料器到秤斗之间还滞留一部分原料要落入秤斗中 , 为了使配料精度达到要求 , 在程序中需考虑这一重量 , 程序中用 “提前量” 代表这个值 , 当原料重量达到 (给料量 - 提前量 )时停止加料 , 由滞留在空中的原料补充提前量差值 , 从而达到精度要求。
( 6) 考虑到有可能因突然停电而造成配料停止 ,为了不使已配好的原料浪费 , 对已配好的原料的重量需要增加停电保护功能。 程序中 , 我们把这些重量信号存在可断电保持的数据寄存器中。
2 系统的硬件设计
系统的配混工艺由原来的多料一秤改为多料双秤同时配料工艺 ,大配比 (≥ 20 % )的原料送至大秤斗 ,小配比 ( 5 %~ 20 % )的原料则被送至小秤斗称量。系统的控制部分 , 根据集散控制系统的构成原理 , 将原来的计算机集中控制改为由 PC机和 PLC组成的上、下位机控制系统。 硬件系统配置如图 2所示。

上位计算机系统主要选用了台湾研华公司的产品 , 其配置如下: 显存 32 MB 、 Windows2000/XP操作系统 , 内存 256 MB 、 硬盘 40 GB 、 组态王 5. 0版运行软件。
下位计算机系统主要选用了日本某公司的FX 2N 系列 PLC 。按照在满足控制要求的前提下力争使用的 I/O点最少、 需要加上 10 % ~ 15 %的裕量以及今后将系统改造成多料数秤配料系统的原则 , 根据统计该配料系统有输入点 12个 (传感器 2个 ,开关 10个 )、输出点 23个 (接触器、电磁阀、指示灯等 )、 模拟量 2个 , 总的 I/O点数在 37个左右。 PLC选择 FX 2N -128M R- D的基本单元。
3 系统的软件设计
本系统的软件分为上位 PC机的远程监控软件和现场PLC控制软件。
3. 1 PC机的远程监控软件
对上位监控计算机的要求如下: 能够对配料系统的工作情况、 配料数据和整个生产线的参数进行实时监控; 能够根据配料的情况和成品生产的情况自动生成整条生产线的生产班报表、 日报表 , 并汇总生成月报表和年报表。
为了实现以上功能需将两条生产线的 PLC 、 变频器、称重控制仪表等装置的工作参数传输到计算机中 ,为此需采用组态软件对各装置进行组态工作。 根据厂家的要求和系统配置情况我们选用了国产的组态软件“组态王” 5. 0。
“组态王”软件由工程浏览器 ( TouchExplorer)和画面运行系统 ( TouchView)两部分组成 , 前者为开发工具 , 后者为运行工具 , 两者均可单独运行 , 但在工程浏览器中开发的应用程序必须在画面运行系统的运行环境下方可运行。
3. 2 现场 PLC控制软件
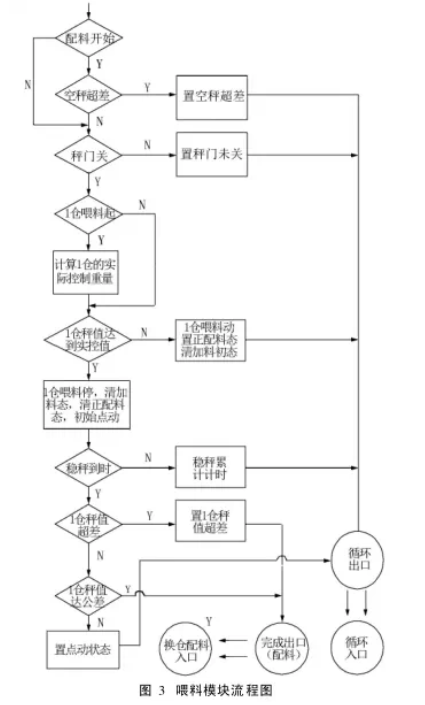
该软件的开发是基于中文 Windows操作系统 ,采用 FXGP /WIN中文版梯形图编程软件进行程序编制 , 用户可以方便地进行程序检查、 调试、监控等操作。 其喂料模块的程序流程图见图 3 。
4 结束语
基于 PLC的主从式饲料配料控制系统经设计和调试后 ,已取代了原继电器控制系统。饲料厂通过使用该系统 , 提高了劳动生产率 , 减轻了工人的劳动强度 ,增加了企业的经济效益 , 降低了成本。另外 , 该系统控制稳定可靠 ,原料的配比精度高 ,这样可保证饲料的营养成分有效利用。 本系统不仅可用于饲料厂的技术改造 , 而且可推广到水泥、 石墨、 制药等行业 , 对于这些行业的技改及新系统设计都有很好的借鉴和指导作用。
本文源于网络转载,如有侵权,请联系删除
 ×
×



