

来源:中国知网更新时间:2019-08-06 19:07:00点击次数:32339次
随着技术的进步,由称重传感器制作的电子衡器已广泛地应用到各行各业,称重传感器实现了对物料的快速、准确的称量,它已成为过程控制中的一种必需的装置。炼钢自动化和物料管理都离不开数据采集和传输这一环节,检测仪表的数据采集是保证可编程控制(PLC)系统运行的必要条件。近年来本钢炼钢厂完成了大量的新项目和技术改造,称重系统在转炉、精炼、铁水预处理及铸机上都有广泛的应用。称重数据是各 PLC 控制系统中生产控制、物料统计管理的主要依据。在各个 PLC 控制系统中,对称重系统的数据采集的方法也不尽相同。对此详细叙述了在本钢炼钢厂生产实际中应用的称重数据采集的几种方法,并对其各自的特点进行了详细的分析说明。
1 称重仪表的技术特点
1.1 称重仪表的功能
称重仪表主要是利用电子技术方法测量、显示和控制物料质量的仪表。称重仪表多用于需要快速、远距离测量、数字显示以及过程控制等自动化系统。称量范围可从几克到几百吨,称量精度可达到 0.001~0.000 1 以上。在应用中,可用它构成料斗称、吊车称、轨道衡、皮带称等。电子称与机械秤、机械—电气称比较,除机械结构简单,维护工作量小外,突出的优点是能组合成自动化程度很高的、多组分配量控制系统。
在本钢炼钢厂的各控制系统中,称重系统起着举足轻重的作用。如转炉炼钢中的辅原料加料系统、铁合金称量系统,铁水预处理系统的镁粉罐及石灰罐的称量,精炼加料系统、钢包和铸机中间包称量等,都是各自控制系统中不可或缺的重要技术参数。因此,采集到精准的称量数据是十分重要的。
1.2 称重仪表的技术特点
在炼钢各个工序中应用的称重仪表均为智能型称重仪表,它具有以下的技术特点。
1)与各类传感器、变送器配合使用,实现对各种现场的重量测量、测控、数据采集、实时打印,具有毛重、去皮、净重、峰值、峰谷处理功能。
2)采用先进的硬件电路和智能化的软件处理,具有 WATCHDOG 电路、软件陷阱与冗余、掉电保护、数字滤波和很强的纠错、抗干扰功能。
3)输入信号,各种测力传感器输出的电流、电压信号。比较输出类型有 OC 门输出和继电器输出两种。可选择的模拟量输出光电隔离 4~20mADC 。
4)RS232/RS485 串行数据输出接口。
2 可编程控制器(PLC)的数据采集
本钢炼钢厂基础自动化系统采用三电一体化设计,所有电控、仪控信号均接入 PLC。在各个 PLC控制系统中,安装在现场的压力变送器、温度变送器、流量计、钢水称重、测温等检测仪表采集仪表数据,开关、限位等设备收集工艺生产过程数据和现场设备运行状态,所有数据汇入 PLC 系统,再通过终端操作站所发出的指令,在 PLC 中按预先设定程序实现过程回路调节,电气设备顺序控制和传动设备的控制。
PLC 采集到的现场数据,经处理后传送到主控室的现场操作站的人机接口画面(HMI)上。根据工艺要求,在 HMI 上设有与现场工艺对应的各个操作画面,用来显示现场设备的状态、各工艺参数实际值和系统控制过程。操作人员通过对 HMI 的监视,可以实时地观测到设备的运行状况,操作人员还可以根据实际情况修改工艺数据,并及时处理报
警事件,必要时可以人工干预设备的运行。
由此可见,数据采集的精确程度是保证 PLC 控制系统稳定、可靠运行的必要条件。
3 称重系统数据采集的几种方法
3.1 用模拟量输入模板数据采集方式采集称重数据
在本钢炼钢厂铁水预处理站,不仅要在操作画面上显示出镁粉罐、石灰罐的重量供操作人员监测,在控制程序中还要用它来计算喷吹过程中的喷吹量,当喷吹量达到设定的喷吹重量时,就会自动停止喷吹。在该控制系统中对镁粉和石灰重量的采集采用的是模拟量输入数据采集方式。模拟量模板数据采集方式需要称重仪表有 4~20mA 电流输出
信号,把这个信号输出到 PLC 的模拟量输入模板上,在 PLC 内对这个信号进行处理即可。模拟量输入模板数据采集方式如图 1 所示。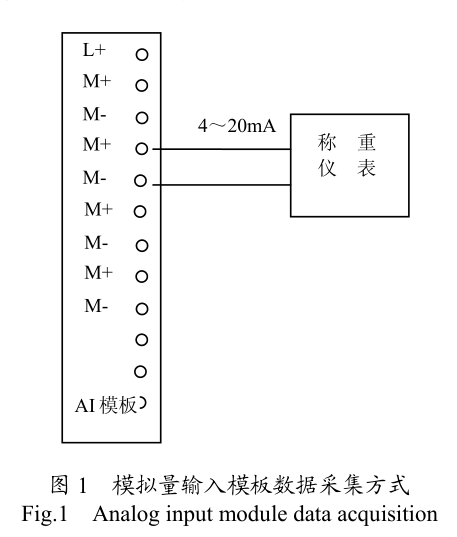
由图 1 可见,由称重传感器测得的称重信号传送到称重仪表中,称重仪表通过 D/A 转换把测量得到的重量转化为 4~20mA 电流信号,把这个信号输入到 PLC 模拟量输入模板的一个通道后,再由PLC 程序把这个电流信号再转化成相对应的重量值。这种数据采集方式比较简单,与 PLC 的连接、数据处理和计算与一般的模拟量相同,PLC 技术人员能很快地掌握。但这种方式中,因为仪表零点不稳定、信号漂移等原因,电流信号转换时存在着一定的误差,处理后所得的数据与称重仪表上的显示值有可能有一定的误差。
3.2 用称重模块采集称重数据
这种方法在本钢炼钢厂转炉的辅原料下料、铁合金、精炼称量系统中应用较为广泛。转炉炼钢中的辅原料加料系统,除能显示和记录当前称量斗所加物料的重量外,它还直接参与各种物料的自动控制,是自动加料功能不可或缺的技术参数。它采用西门子称重模块来对称重数据进行采集。西门子称重模块,可直接应用于西门子 S7 控制系统中,是 PLC 的一个功能模块,多用于S7300PLC 或 ET200 远程站中。现场的称重传感器将所测得的电压信号送到称重模块,在经过称重模块进行计算处理(包括 AD 转换,滤波等)后,通过PLC 总线直接传给 CPU 中,然后在操作画面上显示出来。称重模块采集称重数据的连接方式如图 2所示。
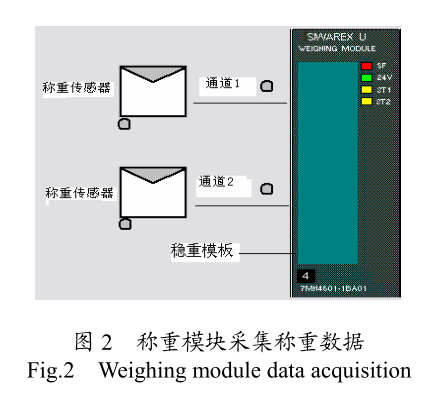
这种模式是目前工业称重最先进的系统,以传感器的毫伏信号直接进入 PLC,称重模块就是 PLC的一部分,免去了变送器和称重仪表等中间环节,从而增强系统的抗干扰能力,减少了故障点。除此之外,西门子称重还为称重调校提供了解决方案,它提供校称专用的 SIWATOOL 组态软件,通过计算机串口进行校称,过程简单快捷,即使是不懂PLC 基本知识,也可以快速将秤校好。这种称重模式应用效果好,简单方便,投入使用后几乎不用维护,只要定期对传感器进行校验,以保证精度即可。
3.3 用点对点数据通讯方式采集称重数据
在本钢炼钢厂升级的连铸机一级控制系统、薄板坯连铸机控制系统中,大、中包的称量是浇铸过程中的重要数据,不但为操作人员提供精确的钢水重量值,还直接参与浇铸的联锁控制。它使用的是点对点数据通讯方式,采用的是西门子专用的点对
点数据通讯模块。
西门子点对点数据通讯模块是串行数据通讯的专用模块,它可以实现与具有标准串行接口的单体设备的数据交换。它有适合在 S7300 和 ET200 远程站中应用的 CP340、CP341 系列,也有可应用在S7-400 中的 CP440 和 CP441 系列。
以 ET200M 子站中配置的 CP341 通讯模块为例,说明点对点数据通讯方式采集数据的方法。CP341 通讯模块是通过点到点连接,用于高速,强大的串行数据交换,以减轻 CPU 的负担。该模块提供了三种不同类型的传输接口:RS232C(V.24)、20mA(TTY) 、RS422/RS485(X.27)。同时,该模块内置有 ASCII、3964(R)和 RK512 通讯协议,用户要根据称重仪表的参数进行选择。用点对点数据通讯方式采集称重数据的连接方式如图 3 所示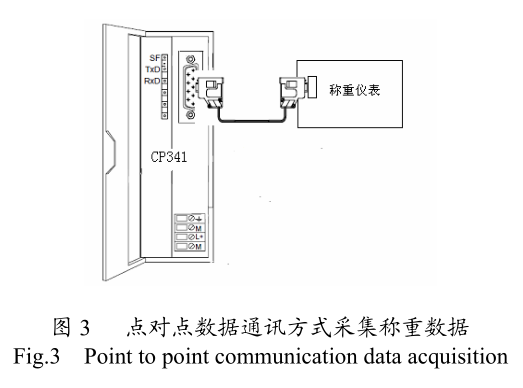
使用 CP41 通讯模块,首先要确保模板到仪表的连线准确、可靠,确保专用接口的连线正确无误。其次是在 S7 硬件配置中配置 CP341 模板,根据所连接称重仪表的通讯参数设置模板的通讯参数,包括通讯数据的波特率、数据位、停止位、校验位等,都要完全与称重仪表的设置相同。配置成功后,用S7 提供的专用功能块行编程,读取仪表的数据。
薄板坯连铸控制系统中采用的是 CP341 模板点对点数据通讯方式,在今年升级的连铸一级系统中采用的 CP421 模板,在应用中效果很好,得到了现场操作人员和仪表维护人员的认可和好评。在这两个系统的通讯中都实现了双方应答通讯的功能,就是在 PLC 需要读取称重数据时向称重仪表发出一个请求信号,仪表在接收到请求信号后发出串行数据,PLC 接收到数据后再通知仪表接收成功,在PLC 内对所接收数据进行处理,送到 HMI 操作画面显示或 PLC 程序参与联锁与控制。虽然这种传输数据的方法可靠,但在硬件配置上要求很高,在编程上也具有一定的难度,需要有一定专业知识的技术人员才能掌握。
3.4 用 用 PROFIBUS 现场总线方式采集称重数据
在本钢炼钢厂新近投产的 7 号宽板坯连铸控制系统中,又取出一项新技术—PROFIBUS 现场总线方式来采集称重数据。在这种数据采集方式中,通过 PM-120T 转换器将具有 RS485 专用通信协议的接口设备连接到 PROFIBUS 总线上,使设备成为PROFIBUS 总线上的一个从站,使用户可以在短时间内自主编程实现连接通信。
PM-120 转 换 器 是 将 RS485 协 议 转 换 为PROFIBUS-DP 协议的转换器,它实现了串口与PROFIBUS-DP 的数据通讯。它运用透明转换模式,转换串口输入数据,以字节流的形式,由转换器的PROFIBUS-DP 侧端口输出;同时,从转换器的PROFIBUS-DP 侧端口输入的数据,会以字节流的形式,由串口输出。它的通用性强,用户根据 RS485接口设备的通信协议在主站上自主编程即可实现通信。它有波特率自适应功能,不需要特殊配置。用 PROFIBUS 现场总线采集数据的连接方式如图 4 所示。
这种数据采集方法的步骤如下:首先在 S7 硬件配置中安装 PM-120 转换器的 GSD 文件,这样在S7 配件配置中就可以找到 PM120 了;其次是按照实际站号设置 PM120 的站号(图中为站号 5),为其添加 16Byte 落后 IN,16Byte OUT 的数据区;最后通过简单的编程读取数据区的通讯数据即可完成数据通讯。
这种数据通讯方式不带任何协议,配置简单,不但是称重仪表,凡是具有 RS485 串行接口的设备都可以使用它来实现与现场总线 PROFIBUS 的互连。用户可以不必了解 PROFIBUS 技术细节,根据要求完成配置就可以实现连接,同时也不需要复杂的编程,就可在短时间内实现数据通讯。在宽板坯铸机系统中受到技术人员和维护人员的好评。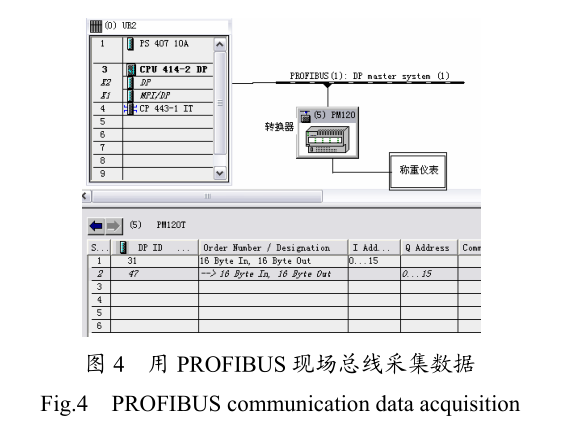
4 结论
1)通过对 4 种通讯方式的描述,可以清楚地看到各自通讯方式的利弊,在实际应用中要根据实际情况进行正确的选择。
2)模拟量输入方式过于简单而且有一定的误差;称重模板的方式虽然很精准,但有一定的局限性;而点对点数据通讯方式和用 PROFIBUS 现场总线采集数据适用于多种具有标准串行接口的单体设备。
3)点对点数据通讯方式和用PROFIBUS现场总线方式为现代工业控制系统中的串行数据采集提供了借鉴和方向。
摘于中国知网,如有侵权请联系删除
 ×
×



