

来源:网络转载更新时间:2021-06-10 10:45:12点击次数:3053次
0引言
人类科学技术水平不断攀升,机械自动化控制技术日益成熟,定量包装生产中运用自动化控制技术逐渐广泛,尤其是能源、机械、电力、汽车、轻工、环保及文化娱乐等行业,更是经常使用。相对于传统的称重仪表控制,应用PLC和称重仪表控制组成的控制系统将开关量控制操作、复位操作以及设定和修改系统参数功能有机的结合,提高机器速度和精度。下面就简单介绍PLC在定量自动灌包机称重系统中的应用和作用。
1定量自动灌包机的工作原理
1.1定量自动灌包机的组成结构与主要功能
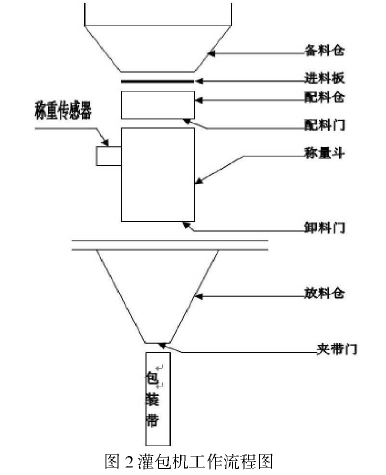
定量自动灌包机由供料机构、称重系统、卸料机构与放料机构等主要部分组成。供料机构由备料仓和皮带供料装置组成。备料仓用于存储灌装的物料,而皮带供料装置将物料通过皮带输送至备料仓。称重系统则由称量斗、PLC、称重传感器、PQP文本显示器以及配套的汽缸组成。PLC通过与称重传感器相连,检测出称斗中的物料重量是否满足实际需要值,通过对配料门的配料,完成称斗中的物料达到目标值的要求。卸料机构由卸料门、及配套汽缸组成。它用来完成称斗中的物料卸料,:放料机构由放料仓和夹带门组成,它用来完成物料的灌装。如图1:
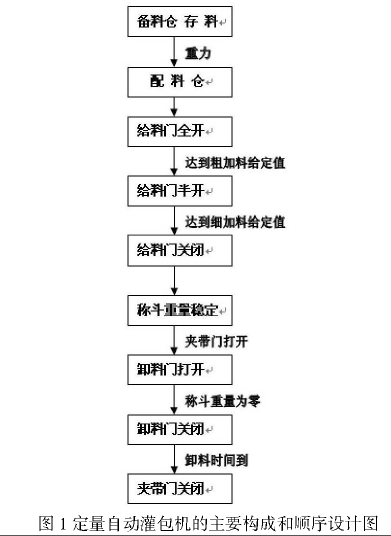
1.2定量自动灌包机的主要工作原理
配料仓的配料门有两种打开方式:完全打开、打开一半。即对物料进行两种配料:粗加料、细加料(完全打开仓门时,进入粗加料、细加料:伏态。打开一半,粗加料停止,进行细加料配料)物料经过配料仓进入称量斗,当称量斗到达给定粗加料重量时,仓门关闭一半,进入细给料状态。当称量斗的重量到达给定的接近目标重量时,完全关闭配料门,细加料停止。完成配料。物料经过空中落入称量斗中,称量斗的重量稳定时,称重完毕。当夹带门打开,卸料门随即打开,物料从称量斗中落下,经过放料仓,再落入包装袋内。经过次,卸料门关闭,夹带门关闭,包装带中装好物料,并从夹带门中下落,完成灌包。同时,称量斗的重量为零,稳定后,自动开启下一次的配料及灌包。
如图2,当皮带由供料装置将物料放置备料仓中,物料在重力的作用下,经过进料板进入配料仓。(其中:进料板,是控制物料进入配料仓的流量)
2控制系统的硬件设计
该系统主要为开关量控制,开关由按钮和继电器触头组成,,而配料门的开关状态由气缸驱动完成,气缸由相应的电磁阀控制。i亥包装机分手动、自动两种操作。手动操作可以用按钮对机器的每一步运作单独进行操作控制。自动操作则按一下自动/手动选择开关,整个设备自动地、连续不断地周期性循环,,两种操作随时可以进行切换。在工作中若按下自动/手动选择开关,设备就从先前的工作状态转到另一个工作状态。停止按钮,可以使设备中断自动状态的任何一步。如图3
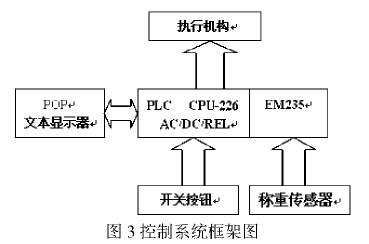
按照操作和控制的要求,称重式自动定量包装机的控制系统选用西门子公司的SIMATICS7-200系列PLC,该种PLC的特点如下:结构紧凑、模块化、可扩展性强、指令集丰富。所选CPU的型号为CPU226AC/DC/REL,它提供24个数字量输入和16个数字量输岀,输入/输岀接口电路采用了光耦合电路,以提升对外部高频的抗干扰性。其拥有2个RS485通讯/编程口,拥有PPI通讯协议、MPI通讯协议和自由方式通讯能力。处于处理称斗传感器的模拟量输入信号的需要,它扩展了一个EM235模拟量处理模块,该模块拥有4路模拟量输入。POP文本显示器对整个系统进行过程监控显示以及参数设定等功能,它通过PPI协议和SIMATICS7-200系列PLC的编程口或扩展通讯口直接通讯。
3控制系统软件设计
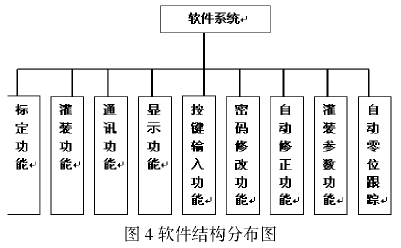
控制系统的软件结构设计,见图4.
3.1称重信号的处理
有鉴于称重的信号易受外界因素干扰,因此需要预先进行滤波处理,处理过程中时刻关注称重信号的稳定性、可靠性、准确程度等。一般意义上的数字滤波,指得是利用科学的计算或判断程序,弱化信号中干扰元素的比重,它是一种程序滤波,即软件滤波。滤波的方式包括有限幅滤波、限速滤波、中值滤波、滑动平均滤波等。
本系统采用滑动平均滤波方法,系统采集的信号是与重量成正比的电压信号。此种信号的存在一个平均值,在某一数值范围作上下波动,以此来看,只凭借一个采样值来判断明显是不科学不精细的。之所有使用滑动滤波方法,是因为它更有效更精确。滑动滤波采用最新采集的一个数据替换n个暂存数据中的最早的一个数据,使得n个暂存数据始终是最近的数据,:求平均后所得数据,能够体现数据变化的过程,还能避免随即误差产生的弊端。
3.2PLC的程序设计
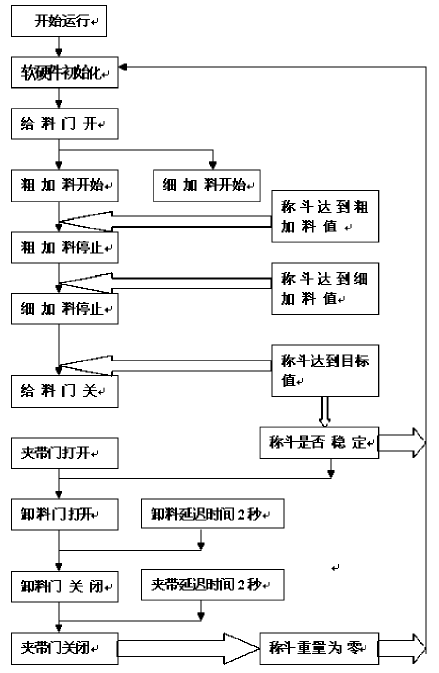
根据称重式自动定量包装机的操作和控制规则,理清每个动作之间的先后排序和作用关系,绘出程序流程图,然后通过PLC输入输出的逻辑关系编写梯形图。本系统输入端口定义为自动手动按钮、卡袋复位按钮、单步执行按钮、总复位按钮、停止按钮、套袋开关等,输出端口定义为称量斗稳定指示、粗加料气缸动作、细加料气缸动作、卸料气缸动作、套袋气缸动作、系统报警等。输出采用西门子公司STEP7-Micro/WIN32软件进行编写。在启动开关动作后,程序开始进入自动运行,,首先PLC对硬件和软件进行检测和初始化化。将称斗中的重量值置零,软件起始点回位,接着给料门打开,同时进行粗加料、细加料,称斗中的重量值不断增加,同时称重传感器把动态数值传到EM235模拟量处理模块中,经过输入点进入PLC.通过设定的数值与传送的数值进行对比,当粗加料达到设定值后,PLC输出指令,停止粗加料。当物料的落差值达到给定值,PLC输岀停止细加料指令。当称量斗中的重量达到设定目标值时,PLC输岀指令,经过汽缸电磁阀驱动汽缸关闭给料门,,接着当称斗中的重量稳定,且现场有夹带请求信号输出,夹带门打开时,PLC才会输岀卸料门信号。之前的粗加料、细加料操作都可以通过按钮进行停止。包装带放在夹带门后,卸料门开始打开,并保持2秒,之后卸料门自动关闭。同样地,按钮可以控制卸料的自动/手动转换,当称量斗的重量趋于稳定,并接近零值时,PLC完成了一次灌包程序。物料从卸料门进入包装带中,也是保持2秒,夹带门才关上(这些参数都是根据现场情况和实际要求进行设定的)。整个配料、卸料过程,称量斗的重量(动态的、静态的)都能从PQP文本显示器上的数值读出。最后,当称量斗的重量值在PLC设定的置零允许范围,POP文本显示器自动显示为零。【而实际上,称量斗有未卸完的物料,物料的重量在物料目标值(按50KG算)的0.1%范围内,程序都认定为零】[说明:置零的目的是为了使称量斗的初始重量为零,便于文本显示读数的准确。只有称量斗的初始重量超出了5%的目标值才会影响PLC的自动运行状态]PQP文本显示器上的数值稳定后,程序自动回到初始状态,并开始进行下次的灌包程序。图5表示整个流程:
本文源于网络转载,如有侵权,请联系删除
 ×
×



