

来源:网络转载更新时间:2021-04-25 14:09:27点击次数:3423次
0引言
由于淀粉物料本身的特点,对淀粉实现自动称重包装釆用绞龙供料要想达到较高的精度是比较困难的,比较成功的供料方式是风送,这导致机械部分的复杂,伴随着电控部分相对于其它定量称重包装设备的控制仪表也复杂,国内现有的设备大部分是进口的,国产化是必然的趋势。针对这种情况,开发研制了一种淀粉称重包装控制器。
1系统的工作流程
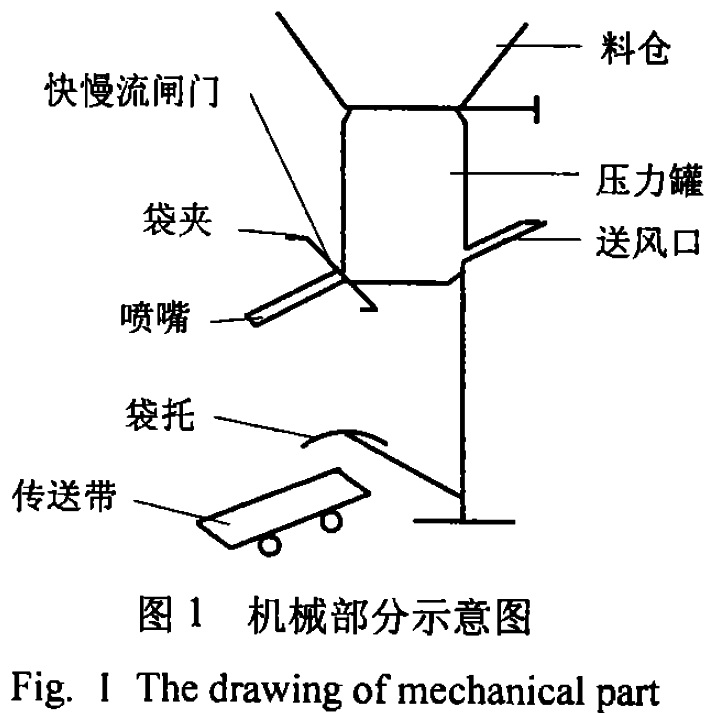
系统的机械部分主要包括料仓、压力罐、快慢流闸门、喷嘴、袋夹、袋托,机械部分如图1所示。整个系统在控制器的控制下,根据淀粉的重量、现场的状态开关,进行不同的动作控制和相应的报警输岀。主要流程如下:
1)开机后,系统自动检测内部设定的参数的正误,如有错误,提示出来,如不改正,不能往下进行;如无错误,系统可以进入保持或运行状态。
2)在保持状态下,用户可以进行一、二、三级数据的设定和存取,以及一些数据的打印和显示。
3)按下“运行”键后,系统进入运行状态,同时称重系统清零,如果零偏差超出设定值,系统报警,直到零点偏差小于设定值,方可进入下一步,等待启动信号。
4)能否进入称重循环,还要看料仓的料位、压力罐中淀粉的料位。都满足后,关闭压力罐,该动作发出后,压力罐的截流门未关严,将产生报警,不解除,不能进入下一步。
5)当压力罐关严后,给出提示,可以放袋到喷嘴上,按下关合袋夹按钮,控制器输出夹袋动作,动作发出后,袋未夹好,系统报警,袋夹好后,解除报警。
6)如果解除上述报警或未发出上述报警,则开始向袋内全流放料,在放料到一定重量后,袋托抬起,在全流结束后,开始细流送料,在这个过程中,可能产生短细流报警、慢循环报警。
7)装料结束后进行袋重抽检。抽检过程中可能产生超重报警、欠重报警、称重器振动报警。
8)称重结束后,倾斜袋托,放下装满淀粉的袋子,进入下一个称重循环。
2方案选择
现在生产中使用的定量包装电子秤,其控制仪表都是以单片机为核心的称重控制仪表,它所能处理的输入输出量较少,适用于颗粒状或不易吸湿的粉状物料的包装控制,由于淀粉定量包装设备的机械部分较一般的复杂,需要更为复杂的时序动作控制,以目前现有的以单片机为核心的控制系统很难胜任,而复杂的时序动作的控制正是PLC的特长,但是PLC的交互能力较弱,且高位数模拟板的成本也较高;作为一个完整的称重控制系统,有许多参数需要经常改变,即需要丰富的键盘能力,这是一般单片机应用系统所擅长的,所以可取两者的特点,整个系统是PLC子系统加单片机子系统。这是第一个方案。另一个方案是整个系统采用STD总线工控机。因为STD总线工控机有丰富的的输入输出模板,容易组成系统,其可靠性也较高,但其所提供的A/D模板的位数有限也满足不了称重的要求。第三个方案是采用基于PC总线的工控机系统。作为基于PC总线的工控机也有丰富的输入输岀模板,而且可以在显示器上形象地显示现场的工作状态,并且可方便地进行人机对话,它的交互性是最好的,但其模拟板的A/D转换器的位数一般为12位,再高的位数,组成系统成本较高,对现场的要求也最高。经过比较我们选择了第一种方案。
3系统实现
在具体的实现过程中,我们选择了性能价格比较高的韩国三星公司的PLCSP—100,由它来负责机械部分的动作控制和一些现场状态开关的监测。
称重部分采用我们自己设计的以单片机为核心而定量称重控制器。
3.1PLC子系统
PLC釆用了3个输入模块和3个输出模块,分别解释如下:
INT模块1:全流信号、压力罐料位、止流门关闭、袋夹关闭、空气压力、细流信号、喷嘴清理许可、输送带开动。
INT模块2:倾斜袋托、释放认可、上袋托延时继电器、称重器报警、喷嘴清理、抽检信号、松袋延时选择、残物排放信号。
INT模块3:电源、运行信号、LED闪烁信号、称重循环间隔信号。
OUT模块1:止流门、准备放袋、压力罐排放、启动称重信号、上袋托延时继电器、下袋托、上袋托、清理喷嘴。
OUT模块2;倾斜袋托、打开袋夹、中心报警、物料不足指示、细流输送、截流门未打开报警、全流输送、清零启动信号。
OUT模块3:细流指示、全流指示、袋夹/称重斗未准备好报警、袋位置正确指示、袋夹关闭指示、准备好指示。
整个工作过程由PLC的程序控制。
3.2称重控制器子系统
它包括开关量输入输出电路、信号调理和变换电路、单片机系统(包括程序存储器、EEPROM和看门狗电路、实时时钟、配置DIP开关)、键盘和显示电路、打印机。
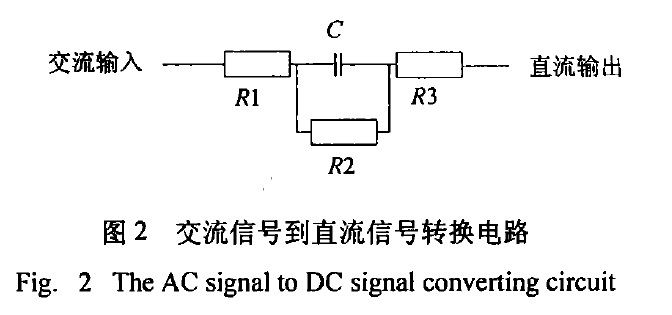
1)交流开关量输入输出电路:完成把称重控制器的输出信号送给PLC,同时把PLC的输出信号输入给称重控制器。图2中交流输入可以是现场开关,也可来自PLC输出。控制输出采用固态继电器。
2)信号调理和变换电路:把称重传感器转换的重量信号放大到A/D转换器所能接受的幅值,由A/D转换器转换成单片机所能处理的数字信号。
3)单片机系统:为称重控制器的核心,它接受A/D转换器的数据进行滤波、显示、判断,进行全流细流输出、_些报警输出;接受键盘输入的数据,进行必要的码制变换,并把必要数据存储于EEPROM中;根据配置开关进入不同级别程序。
4)打印机:可随时打印时间、批次、累计袋数和累计重量。
5)键盘显示模块:完成人机交互功能和状态显示功能,共有八位数码管显示和一些状态指示,还有32个按键,包括10个数字键和22个功能键,给用户一个方便的操作界面。22个功能键包括:数据提取、数据存储、批量计数、袋重检查、菜单、自动校零、自动补偿、批量袋数、预置重量、皮重、细流重量、补偿重量、装袋数量、识别号码、装袋单位、打印、测试、清零、运行、保持、残物排放、报警确认。
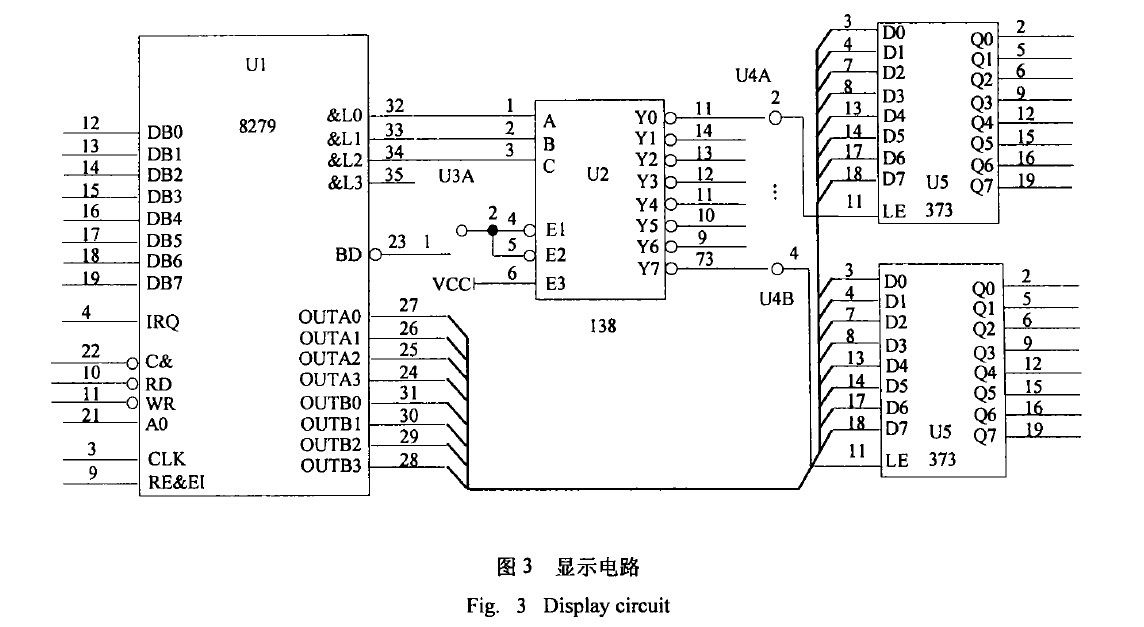
由于静态显示方式数码管发光亮,但显示的信息少,而动态显示方式显示信息比静态的多,但数码管不亮,所以数码管显示电路釆用了动静结合的电路,它以8279做动态扫描,以74LS373作静态锁存,再加上相应的译码控制电路,具体电路如图3所示。其它电路都为标准电路,不再赘述。
3.3PLC子系统和称重控制器子系统的联系
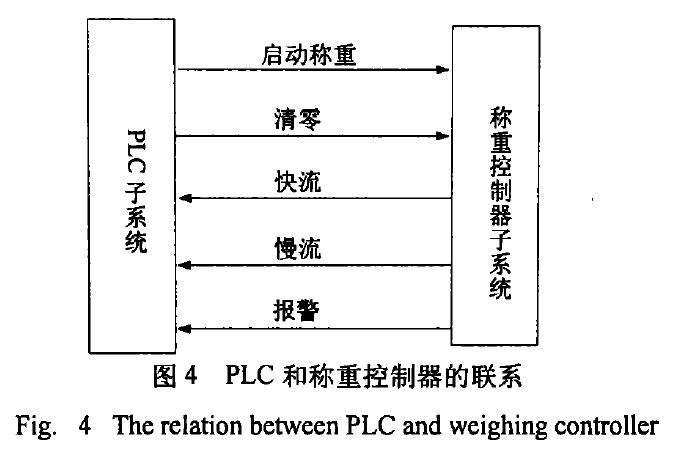
PLC子系统和称重控制器子系统的联系如图4所示,以往由称重控制器发出的控制动作,先传给PLC,然后由PLC直接控制执行器件。称重控制器还根据称重过程中出现的“短细流"、“慢循环"、"超重"、"欠重"、“称重器振动"'状态,向PLC发出报警信号,由PLC接通报警灯,同时由称重控制器显示给出具体的报警类型。PLC根据时序动作发给称重控制器启动称重、清零命令。
4系统工作参数的三级存取
本系统的工作参数针对不同的使用级别设置了三级存取权限。三级参数的存取级别最高,置入的是那些不需要经常变更的参数,这些参数主要是根据机械设备情况及生产需要而设定。一般由生产工艺人员实施。必须打开控制柜,改变一定的硬件配置,然后用按键顺次更改。这些参数如“抽检袋数”、“超重上限”、"超重下限”、“全流稳定填料时间”、“细流稳定填料时间”等等。在二级参数存取中可以根据需要任意设置运行中经常用到的参数,如“预置重量”、“皮重”、“细流重量”、“补偿重量”、“批量计数”等。这一级参数可以由仪表工通过键盘的密码控制设定,而无须改变硬件配置。因此其权限级别低于三级。对于一级参数存取,必须是二级和三级存取的参数都正确时方可进行。在这一级别中,可由操作工调出二级存取中置入的所有参数,根据现场情况进行选择。其权限仅是选择二算和实验证明,大变形矫直方案具有更高的矫级设定的参数,而不能改变,因此权限级别最低。
5结束语
本文所给出的称重包装控制器,充分利用了PLC和单片机的特点,使控制器既可满足较复杂的时序控制要求,也给用户一个友好的使用界面,提供了三级参数存取级别,方便用户管理整个系统,使系统工作于最佳条件。该控制器不仅满足了淀粉包装的需要,也可用于类似物料的包装控制。
本文源于网络转载,如有侵权,请联系删除
深圳市卓禾仪器有限公司是一家专门从事称重仪表和全自动包装码垛生产线的研发及生产的高新技术企业,所生产的JY500系列称重显示控制器(包括配料秤仪表、皮带秤仪表、包装秤仪表、重量变送器等)高速高精度,使用寿命长。卓禾仪器有十数年的现场校验经验,在业内有良好的口碑,且有专门的售后工程师帮忙解决产品使用过程中遇到的技术问题,客户可以放心省心顺心的使用我司的产品。如果对我司的产品感兴趣,欢迎咨询。
 ×
×



