

来源:网络转载更新时间:2021-04-21 17:26:20点击次数:3060次
1概述
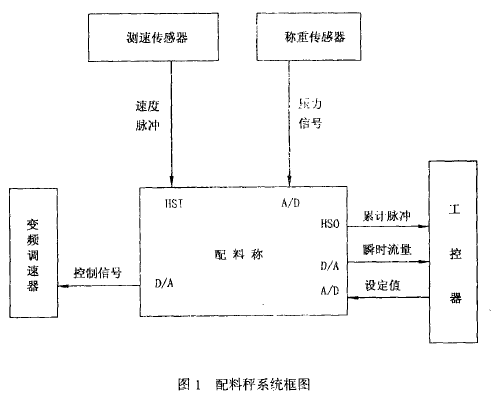
配料秤是钢铁厂烧结车间用于多种矿石精确配比的实时配料控制系统的子系统。它将来自称重传感器的压力信号和测速传感器的速度信号经解算后,得到物料的瞬时流量及其偏差值,并经过模糊控制输出控制信号给交流电机变频调速器,从而改变皮带速度及瞬时流量,实现精确配料的功能。
由于控制对象具有非线性、时滞性等特点,采用传统的PID控制无法满足系统要求,所以我们采用模糊控制与P1D相结合的设计思想。全部工作过程智能化,不用人工在线整定参数,只要代可调范围内均可实现最少节拍、无波纹控制。图1为配料秤系统框图。
2智能控制系统
在系统中模糊控制与PID控制相互配合协调工作。当系统出现大偏差时、采用模糊凌制,因为模糊控制特别适用于非线性、大干扰的情况;当系统的偏差较小时,采用传统的PID控制,因为PID控制的稳态精度较高,能够获得较满意的系统精度。在本系统中让模糊控制起到自适应PID控制器参数的自校正作用,模糊控制的输出就是P1D的参数。
在系统软件中,设计了变频调速器的智能控制器,采用专家智能系统結构:智能控制器包括知识库和推理机。
系统中知识库包括采样策略、模糊控制决策、PID参数整定决策,、推理机包括智能釆样推理和模糊推理。智能控制器原理如图2所示。
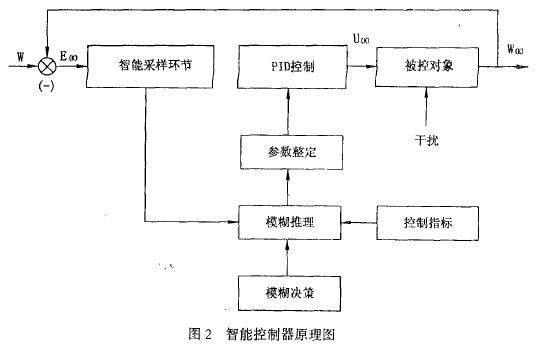
智能控制器工作过程包括采样和控制两个环节。在采样过程,引入了智能采样环节1SU,控制环节采用了模糊控制器。ISU的釆样周期根据皮带速度动态自动调整,以免频繁采样调节引起振荡。在控制过程中,智能釆样环节ISU实时辩识时滞系统中的有用信息,向模糊控制器传送标志;模糊控制器根据智能采样环节ISU送来的标志,用模糊决策进行模糊推理、模式匹配及参数自整定,从而实现自动控制。
下面分别介绍智能采样环节ISU和模糊控制器的原理与设计。
3智能采样环节
由于一般被控对象均具有时滞性,若调节不当,会引起震荡从而导致严重的机械磨损。为此,弓I入了智能采样环节ISU。通过智能釆样环节对时滞系统状态的正确判断,以寻求最佳调节方案。ISU能实时识别输入信号中的有用信息。当识别时滞系统需要调节时,向模糊控制器发送调节标志;若识别系统正处在调节之中或在精度范围内,则向模糊控制器传送不调节标志。智能采样环节ISU原理框图见图3°把智能采样环节ISU按框图输入计算机,此时,计算机就具备了智能采样的知识。
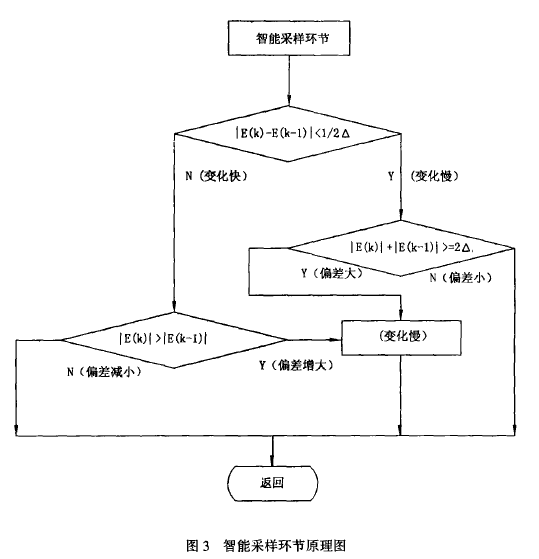
注:图中△为容忍偏差之绝对值,取设定值的1%。
规则:
1.无偏差,不调节.
2.偏差增大或偏差无变化且偏差大于允许偏差时,需调节.
3.偏差变小或偏差无变化且偏差小于允许偏差时,不调节.
4模糊控制器
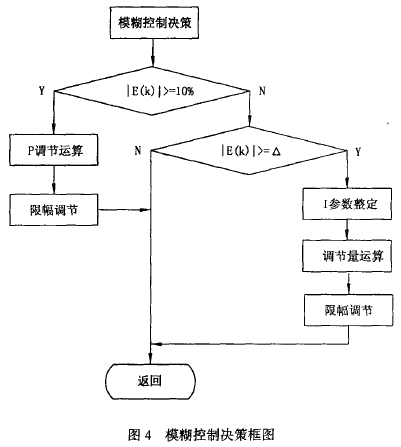
所谓模糊控制就是语句控制。常用以下几种形式:ifAthenB;ifAthenBelse;ifAandBthenCo模糊控制器是人们把长期工作经验总结成若干条规则(模糊决策),把这些规则输入计算机,计算机就模仿人的思维,根据模糊决策处理问题。文中模糊控制器的任务是:模式匹配、参数整定,从而实现自动控制。图4为系统模糊控制决策框图。
交流电机变频调速器控制规则:
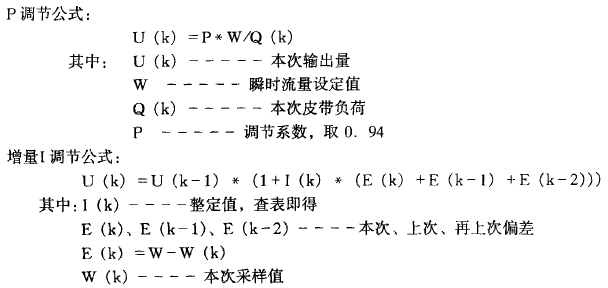
1.大偏差(IE(k)|>=10%),用P调节可以使系统响应快;
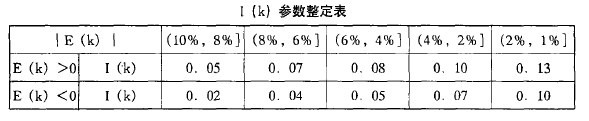
2.小偏差(△=<|E(k)|<10%),用增量I调节,以便消除静差,提高控制精度;
3.可容忍偏差(IE(k)|<△),不调节,以免频繁调节引起振荡现象,造成机械磨损;
4.限幅调节, 以免超调, 造成振荡
综上所述,计算机内存储了智能釆样环节ISU的采样策略、模糊控制决策、参数整定决策。计算机工作时,智能釆样环节ISU把实时辨识的釆样信号传给模糊控制器,模糊控制器则用模糊决策进行模糊推理,对釆样结果进行模式识别,再进行参数自整定,从而达到自动控制的目的。
本系统硬件采用8098单片机,软件程序用MCS-96汇编语言编写,采用结构化程序设计方法及抗干扰措施,使系统的可靠性和抗干扰能力大为增强。该系统各项指标较传统PID控制明显改善,配料精度优于1%FS,超调量小于5%,系统调节时间小于15S。在某钢厂烧结车间实际使用中效果良好。
本文源于网络转载,如有侵权,请联系删除
深圳市卓禾仪器有限公司是一家专门从事称重仪表和全自动包装码垛生产线的研发及生产的高新技术企业,所生产的JY500系列称重显示控制器(包括配料秤仪表、皮带秤仪表、包装秤仪表、重量变送器等)高速高精度,使用寿命长。卓禾仪器有十数年的现场校验经验,在业内有良好的口碑,且有专门的售后工程师帮忙解决产品使用过程中遇到的技术问题,客户可以放心省心顺心的使用我司的产品。如果对我司的产品感兴趣,欢迎咨询。
 ×
×



