

来源:网络转载更新时间:2021-04-21 11:47:31点击次数:4409次
水泥生产中不同控制设备间通过相互读取数据完成控制过程,并完善设备连锁关系,不同控制设备间可以通过多种通信方式来实现数据的相互读取,例如OPC通信、工业以太网方式和PROFIBUSDP通信等。我公司熟料线DCS系统采用的是西门子PCS7系统。本文对该PCS7系统与其他控制设备进行数据相互读取的通信方式进行介绍。
1与ECS-100控制系统的通信
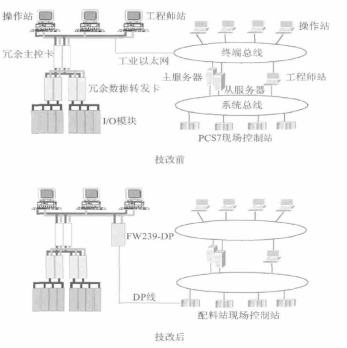
余热发电工艺采用的是ECS-100控制系统,在生产中,需要读取熟料线生料秤喂料量、高温风机转速和窑头窑尾废气出口气体温度等参数,熟料线也需要读取余热发电工艺的发电量和蒸发量(验证发电量)等参数。设计时熟料线PCS7系统与ECS-100系统采用OPC通信方式进行数据读取,通过DCOM设置,把PCS7系统设置为OPC服务器,ECS-100系统设置为OPC客户端,即可实现双方数据相互读取。但在开始使用时却发现当双方通信连接建立后,PCS7系统运行会变得卡顿,而且系统间通信出现故障时,如服务器死机、光电转换器故障等,ECS-100系统在工程师站会出现无法编译组态的情况,即使故障消失后,ECS-100系统也不能自动恢复通信连接,需要重启计算机,增加了系统日常维护工作量。后来,我们在ECS-100系统上增加FW239-DP通信模块,采用PROFIBUS-DP方式与PCS7系统通信,PROFIBUSDP属于下位机通信,通信的过程由PCS7系统现场控制站的416-2DPCPU与ECS-100系统的FW239-DP通信模块完成,不需要经过上位机,避免了在上位机间通信造成操作界面卡顿等问题。
余热发电控制系统距离熟料线配料站DCS现场控制柜最近,因此用DP线连接FW239-DP与配料站416-2DPCPU即可。416-2DPCPU有两个DP口,其中一个DP口用于与ET200M连接完成配料站设备控制,把另一个DP口设置为DP从站,用于与FW239-DP通信,ECS-100系统的FW239-DP设置为DP主站。在ESC-100系统侧,需要用到416-2DP的GSD文件,然后根据从站设置的通信数据区大小设置主站的通信区域,双方数据交换区要对应,即主站的接收区对应从站的发送区,发送区对应接收区,并且大小要一致。采用下位机通信的方式实现不同系统间数据通信,数据传输稳定,抗干扰强,而且系统间无网络连接,可以防止系统出现相互影响及病毒交叉感染。技改前后两个系统间的连接见图1。
2与合肥院QCS系统的通信
在生料质量控制方面,采用合肥院开发的QCS系统对原料配料秤进行控制。具体控制过程为在QCS系统上输入各种物料的配比值,然后传输到PCS7系统中,PCS7控制系统根据配比值计算出每台配料秤的给定值,并通过现场控制站将给定值的模拟量信号输出到配料秤控制柜。质管部控制员根据荧光分析仪得出的物料分析结果调整各种原料的配比,同时分析结果还要传输给熟料线PCS7控制系统,供窑磨操作员调整生产工艺参数。荧光分析仪得出的分析数据要先传到QCS系统中,再由QCS系统传到PCS7系统。QCS系统要与PCS7系统实现通信,需要在QCS系统监控计算机上安装WINCC软件,设置计算机IP地址与熟料线PCS7系统处在同一个网段,在WINCC变量管理中添加工业以太网通信驱动,通过配料站现场控制柜416-2DP的CP卡MAC地址进行寻址,实现与CPU通信,熟料线PCS7系统不需要做任何软硬件组态修改,只需要在配料站CPU里开辟与QCS通信的数据区即可。WINCC软件完成对PCS7控制系统CUP数据读取后,把WINCC设置为OPC服务器,QCS做为OPC客户端读取WINCC的数据,最终完成对PCS7系统数据的读取。WINCC在荧光分析仪、QCS系统与PCS7系统通信中起到中间纽带的作用。由于WINCC软件是在QCS系统监控计算机上运行的,因此PCS7控制系统监控画面显示流畅,并未出现卡顿的现象。两个系统的连接见图2。

3与脱硝设备控制器的通信
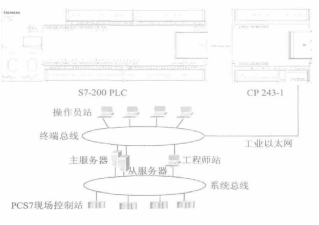
熟料线配套的脱硝装置,采用PID控制,具体控制过程由厂家配套的西门子S7-200PLC控制系统完成。而熟料线PCS7主要对整个控制系统进行启停控制和参数设定,如设定氨水流量和阀门开度等;同时读取脱硝系统运行参数,如氨气浓度和氨水液位等。脱硝系统也需要读取熟料线的参数,如分解炉温度、烟气温度和湿度等。S7-200PLC配置有工业以太网模块CP243-1用于与PCS7控制系统通信。要实现双方通信,首先要在对S7-200PLC第一次下程序时,通过PLC的串口对CP243-1进行参数配置,设置模块IP地址与PCS7系统上位机网络处于同一网段,然后用光纤把CP243-1接入PCS7系统网络中实现双方网络连接。对CP243-1设置完成后,可以在控制室通过网络对S7-200PLC上传下载程序及监控,不需要到控制柜现场进行操作。在PCS7系统侧,需要在服务器的站组态中添加OPCSERVER,并与CP243-1通信连接,通过PCS7自带的OPCScout软件把需要读写的S7-200数据添加到OPCSERVER中。由于S7-200PLC能用的M变量较少,因此我们都是通过S7-
200的V变量进行数据传输的,而OPCScout无法直接读取PLC的V变量,需要先插入M变量,然后对变量的名字进行修改就可以读取V变量数据了。两个系统间的连接见图3。
4与窑尾袋收尘设备控制器的通信
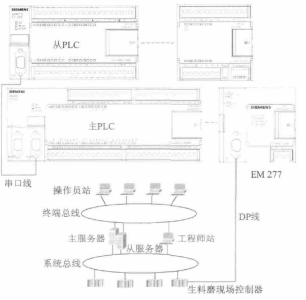
窑尾袋除尘器由20个气箱及灰斗组成,包括260个脉冲阀、20个气缸、20个气箱差压变送器、20个灰斗压力变送器、20个料位开关、2个压力变送器(用于测量压缩空气压力)和3个热电阻(用于测量袋除尘器进出口温度)。这些信号接入袋除尘器控制柜后,再传输到熟料线PCS7控制系统中,同时袋除尘器控制柜的启停由PCS7控制系统完成。袋除尘器控制柜包括触摸屏和PLC,由于需要监控85个DO输出、22个DI输入和40个AI输入,监控的变量较多,而单个S7-200系列PLC仅能带7个模块,不能满足系统对控制点数量的要求,因此采用2个西门子PLC。1个S7-224XPPLC作为主PLC带有3个EM223模块、2个EM231模块和1个EM277模块,用于控制程序的运行及接入全部输入输出开关量和部分模拟量。另一个S7-224PLC作为从PLC用于扩展I/O点,带7个EM231模块,接入剩余的模拟量。主从PLC要实现数据相互读取,主PLC需要运行网络读写指令向导,填写从PLC的通信地址,同时定义双方用于数据交换的地址,一般用V变量区,从PLC不需要进行设置。主PLC有两个串口,其中一个串口用于与触摸屏通信,另一个串口用于与从PLC通信。主从PLC间及PLC与触摸屏之间可以用带编程口DP头的DP线进行连接,这样在上传、下载和监控程序时,用数据线直接连接DP头的编程口即可,方便现场调试。袋除尘器控制柜放置于生料磨电力室,因此PCS7控制系统通过生料磨现场控制站416-2DP其中一个DP口与袋除尘器控制系统主PLC的EM277模块连接,通过PROFIBUSDP总线方式实现双方系统数据的相互读取。双方通信时,416-2DP做为DP主站,EM277作为DP从站,416-2DP侧需要导入EM277的GSD文件。两个系统间的连接见图4。
5结束语
水泥厂控制系统间可以采用多种通信方式实现双方数据的相互读取,在实际生产中应该根据所采用通信方式的投资成本及通信实现难易程度来选择合适的方式。当双方相互读取的数据用于操作连锁或者保护连锁时,建议采用通信稳定的下位机通信的方式,如PROFIBUS-DP通信;当相互读取的数据仅用于操作员作参考调整工艺参数的,可以采用投资成本较小,简单易于实现的上位机通信方式,如OPC通信。由于OPC通信的双方存在着系统运行出错而需要重启造成系统间数据交换暂时中断的情况,因此不建议采用OPC通信传输的数据用于操作连锁和保护连锁。
本文源于网络转载,如有侵权,请联系删除
深圳市卓禾仪器有限公司是一家专门从事称重仪表和全自动包装码垛生产线的研发及生产的高新技术企业,所生产的JY500系列称重显示控制器(包括配料秤仪表、皮带秤仪表、包装秤仪表、重量变送器等)高速高精度,使用寿命长。卓禾仪器有十数年的现场校验经验,在业内有良好的口碑,且有专门的售后工程师帮忙解决产品使用过程中遇到的技术问题,客户可以放心省心顺心的使用我司的产品。如果对我司的产品感兴趣,欢迎咨询。
 ×
×



