

来源:网络转载更新时间:2021-04-20 17:29:01点击次数:3465次
1前言
配料工序是饲料厂生产过程中的关键性环节。配料是采用特定的配料装置,按照饲料配方的要求,对多种不同品种的饲料原料进行准确称量及混合的过程。配料装置的核心设备是电子配料秤。在电子配料秤的使用当中,采用微机控制进行称重配料,可以对称量误差进行自动补偿,保证配料的准确性,还可以通过微机的键盘和显示器方便地进行人机对话,完成参数设置,检查和修改工艺设定值,并监视称重配料的生产过程,发现故障及时报警。使用微机还可以调用管理程序,通过建立的模型自动完成对称重配料系统的控制。采用微机控制称重配料系统,可降低原料消耗,提高产品质量,实现生产过程的科学管理。因此,对饲料厂配料系统实行自动化控制显得尤为重要,开发一套配料控制系统,用于保证配料精度,提高生产效率,稳定工艺状况,强化生产管理。为实现上述要求,采用可编程控制器(PLC)及微机对配料系统进行控制。
2配料工艺流程
2.1主要工艺设备
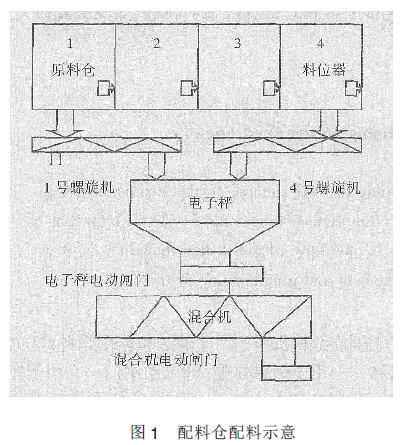
①螺旋给料机———用于输送和分配原料;②电子配料秤———用于饲料称重;③电动闸门———用于控制进料;④料位器———用于检测控制筒仓里原料的料位。⑤混合机———用于把各种不同品质的饲料进行混合。
2.2配料工艺流程简介
1—4号配料仓分别装有不同品质的4种原料(本文以4个料仓为例进行分析);1—4号料位器分别用来检测1—4号配料仓中是否还有原料;1—4号螺旋给料机负责将各对应配料仓中的原料按配方分别送往电子配料秤;电子配料秤由称重传感器实时检测重量,所需各种原料达到重量后,电子配料秤开门机构电机正转,闸门打开,原料进入混合机延时一定时间后,电子配料秤开门机构电机反转关上闸门;混合机电机启动混合饲料,延时一段时间后混合机电机停止,混合机开门机构电机正转,打开混合机闸门,饲料送往下一工序。
3工艺流程对PLC的控制要求
系统首先检测电子配料秤是否复零,电子配料秤下开门机构是否已经关闭,螺旋给料机是否发生堵塞。如不正常则报警,如正常则按配方将各种原料按所要求的含量,由上位机发出控制命令。PLC接收命令后,按顺序启动第一种原料所在配料仓下的螺旋给料机,将该种原料放入电子配料秤斗中称量,重量达到没定值时该螺旋给料机停止工作,启动第二种原料所在配料仓下的螺旋给料机,依次按比例放入每种所需原料。放料完毕后检测混合机下开门机构是否处于关闭状态,若是则启动混合机电机,打开秤斗下闸门,使原料流入混合机进行物料混合,当设定混合时间到,则混合机电机停止,打开混合机下闸门放料,放料完毕,关闭混合机下闸门,准备下一次配料。
在配料过程中,如果出现闸门开关有误,堵塞等故障,则做相应停机处理并报警。系统功能及要求:①系统可实现实时选择、修改、设置各种参数及配方;②系统可实现对现场实时监测和控制,可以自动对故障做出相应处理;③系统可实现手动、自动两种操作。
4软件设计
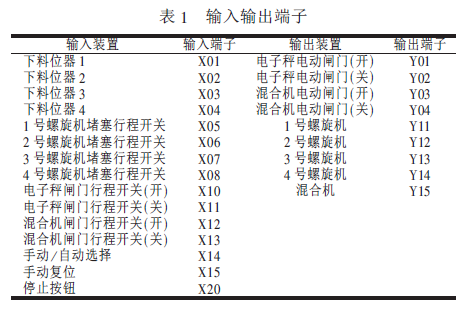
为了便于编程.对一些较为复杂的控制要求可先画出逻辑图.再设计梯形图和编写程序,也可以直接设计梯形图和程序。程序编制就是用户根据控制对象的要求,利用PLC厂家提供的程序语言将一个控制要求描述出来的过程。PLC最常用的编程语言就是梯形图语言和指令语句表语言,且两者常常联合使用。控制系统选用日本三菱电机公司Fx系列可编程控制器,由于本系统需控制的输出量有9个,输入量有15个,故选用Fx2-48M可编程控制器。输入端为DC24V,有24个输入点;有输出继电器节点24点,需用AC250V电源电压,选配编程器即可构成一个完整的控制系统。输入输出点分配如表1所示,图中各符号意义是三菱公司Fx系列可编程控制器所定义的内部线圈、触点。PLC软件由以下模块构成:①启动/停机模块:由一组可编程延时和计数单元组成,完成电动机的顺序启动或停机工作;②设备控制模块:完成设备选择、自动/手动转换、软件自保、逻辑关系闭锁、急停等工作;③状态检测及故障检测报警模块:判断电动机工作是否正常,实现系统的故障处理。
需要指出的是,PLC中的CPU对用户程序即梯形图是以扫描方式进行的,从上而下,由左至右.先扫到的先检查.先执行。如无跳转指令,则从第一条指令开始顺序执行用户程序,直至程序结束。然后重新返回第一条指令,开始下一轮新的扫描。在每次扫描过程中,还要完成对输入信号的采样和对输出状态的刷新等工作。执行每次扫描时间一般PLC系统小于50-60ms。PLC的扫描一个周期必经输入采样、程序执行和输出刷新3个阶段。
4.1PLC在输入采样阶段
首先以扫描方式按顺序将所有暂存在输入锁存器中的输入端子的通断状态或输入数据读入,并将其写入各对应的输入状态寄存器中,即刷新输入。随即关闭输入端口,进入程序执行阶段。
4.2PLC在程序执行阶段
按用户程序指令存放的先后顺序扫描,执行每条指令,经相应的运算和处理后,其结果再写入输出状态寄存器中,输出状态寄存器中所有的内容随着程序的执行而改变。
4.3输出刷新阶段
当所有指令执行完毕,输出刷新阶段送至输出锁存器中,并通过一定的方式(继电器、晶体管或晶闸管)输出,驱动相应输出设备工作。
5PLC与上位机之间通讯
为了便于监控和管理生产,本系统可与上位机之间进行通讯由上位机进行控制和管理。
目前,VisualBasic已成为windows系统开发的主要语言,以其高效、简单易学及功能强大的特点,越来越为广大程序设计人员及用户所采用。VB支持面向对象的程序设计,具有结构化的事件驱动编程模式并可以使用无限的控件。在VB应用程序中可以方便地调用windowsAPI函数,使得编程效率提高,应用功能增强。
5.l 用MsC0MM.VBx进行设置
VB提供了通信控件MsC0MM,文件名为MsC0MM.VBx,该控件可以设置串行通信的数据发送和接收,对串口状态及串行通信的信息格式及协议进行设置。其中应先了解如下几个属性:
5.l.l CommPort 设置或返回通信口的编号,如l为C0Ml,2为C0M2。
5.l.2 settings 设置或返回波特率、校验位、数据位、停止位等参数。如“9600,e,7,2”表示波特率为9600,校验为偶校验,数据位为7位,停止位为2位。
5.l.3 Port0pen 设置或返回通信口的状态(TRUE,打开,FALsE,关闭)。
5.l.4 Input 从接收缓冲区取出并返回字符串。
5.l.5 0utput 向发送缓冲区写入字符串。
5.2 事件处理
通信控件提供了两种方法来处理通信,用In.BufferCount或0utBufferCount性质来判断处理属于查询方法。而用0nComm事件驱动的通信是处理串口间通信的强有力方法。该事件的触发可以对串口的通信事件及错误进行处理。通过对CommEvent属性的判断可知当前的通信错误及事件,分别对每个值进CommEvent=MsC0MM-EV-sEND表示发送事件。这些信息可以从VB提供的常量文件C0N.sTANT.TxT中查出。
5.3程序设计
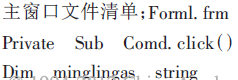
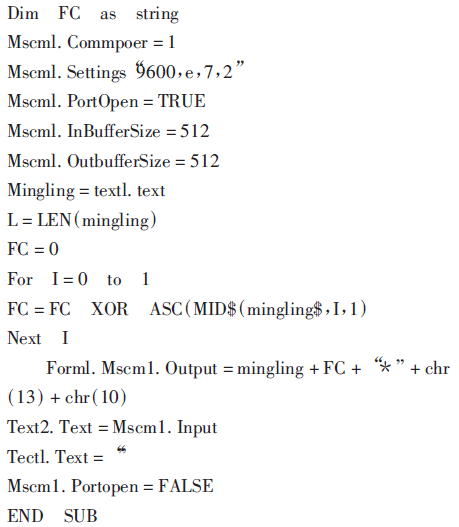
由于程序较多,仅介绍其中部分程序,本程序通信主窗口中设两个文本框。一个命令按钮及一个通信控件Mscomm,文本框(textl)把键盘输入的字符通过串口输出,文本框(text2)是作为串口输入的字符的显示框。当单击命令按钮后,将按命令执行两机之间的通信程序。
6结术语
本系统由于采用可编程控制器,大大简化了复杂的继电器系统,从而提高了可靠性,提高了配料的精度,使配料过程管理方便灵活。并且可编程控制器
(PLC)与上位机PC的通讯实现,在上位机上可建立工程画面、生产管理画面及报表处理菜单等功能,构成了高效率的监控系统,实现生产过程的整体优化,确保了正常生产和管理水平的提高。
本文源于网络转载,如有侵权,请联系删除
深圳市卓禾仪器有限公司是一家专门从事称重仪表和全自动包装码垛生产线的研发及生产的高新技术企业,所生产的JY500系列称重显示控制器(包括配料秤仪表、皮带秤仪表、包装秤仪表、重量变送器等)高速高精度,使用寿命长。卓禾仪器有十数年的现场校验经验,在业内有良好的口碑,且有专门的售后工程师帮忙解决产品使用过程中遇到的技术问题,客户可以放心省心顺心的使用我司的产品。如果对我司的产品感兴趣,欢迎咨询。
 ×
×



