

来源:网络转载更新时间:2021-04-09 14:22:21点击次数:4096次
0引言
在橡胶工业生产中,按设定的配方准确配料是保证产品质量的关键工序之一。在产品生产的配料过程中除主料外,往往还有各种化学药品做辅料(俗称小料)。这些小料的配比精度常常以克(g)为单位进行调配,其准确性对产品的特性影响很大。
在实验室中可由人工称量精确配料,但在工业化批量生产过程中,由于种种人为因素的随机影响,人工配料就无法保证各批次产品的均一性。因此现代生产技术均釆用自动配料称量系统,这样就可以保证产品质量的均一性、稳定性。同时还可消除人为因素的影响,减少环境污染,提高劳动效率和减轻劳动强度。自动配料称量系统便是基于此而产生的,它把PLC控制技术和先进的控制算法相结合,保证了设备运行的可靠性和稳定性,满足了工厂生产的实际要求。
1ABControllogix系统简介
Controllogix系统作为Allen-Bradley下一代的控制系统,将顺序控制、过程控制、传动控制、运动控制以及通讯功能融合在一起。控制器可以控制本拋I/O,也可以通过Ethemet/IP’ControlNet、DeviceNet及通用I/O网络来控制远程I/O.Controllogix系统提供了各种各样的输入输出模板,以适应从高速离散控制到过程控制的多种应用场合。
同时Controllogix系统的多任务操作系统支持32个可组态的连续性或周期性任务,这些任务根据具体应用程序将按照优先级来执行程序代码。用户可以为每一个任务分配最多32个程序,每个程序都可以有自己的本地数据或梯形图逻辑,而且在同一处理器内还允许虚拟独立运行。这种强大的多任务处理能力对自动配料系统这种适时性要求特别高的系统特别有用。
2自动配料工艺概况
自动配料系统如图1所示,它主要由除尘、解包、顺料筒、储料仓、给料装置'称量装置、集料斗输送线等组成,釆用多工位、多秤同时工作方式。
配料过程主要由称量装置完成,控制系统根据配方控制其准确称量,在每一称量装置的下方均有一个集料斗,各集料斗围成一个环形互相用拉杆连接固定在集料斗输送线的轨道上,每一次称量后,将称量完的物量卸到集料斗中,然后输送线气缸动作一次,推动集料斗组成的环在轨道上滑行,前进一个料位后即停止运行,进行下一次称量。集料斗内衬塑料袋,集料斗绕环滑行一周后,塑料袋内收集到各种配方所需重量的小料。
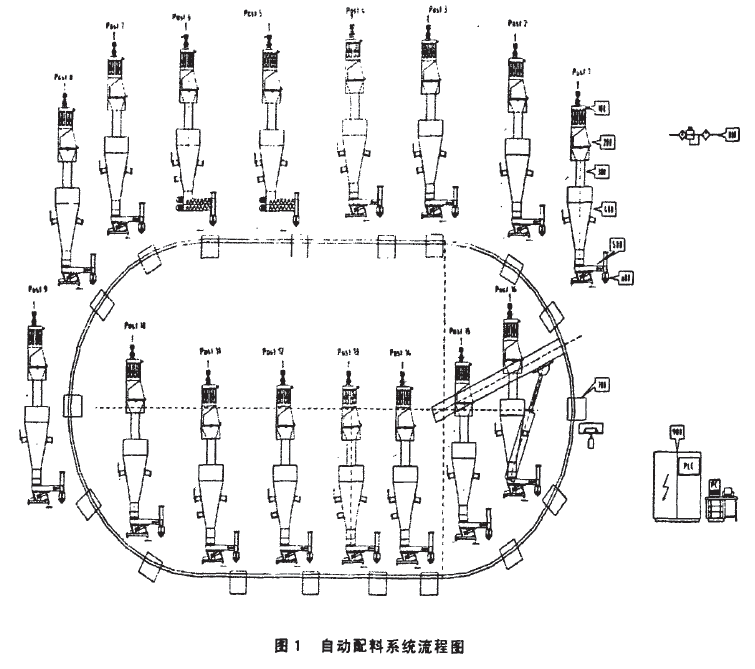
同时在操作者位置处有一个总检量秤,集料斗运行时,它与集料斗底面间有间隙。集料斗停止运行时,下面的气缸把总检量秤升起,托起装有完整配方小料的集料斗,进行总重量的检量,待总检量秤下降复位后,就完成一袋此配方物料的称量,操作者更换集料斗内衬塑料袋,为新周期作好准备。
3控制系统概述
因釆用多工位、多秤同时工作方式,对控制系统的实时性要求很高,故需要控制系统有较强的运算和控制能力。为此,我们采用以PLC为主进行控制的两级控制方案,即系统控制级和管理级。
系统控制级主要完成物料配料的全部动作。每个工位配备一台称重仪表,主要完成重量数据的釆集及显示工作,此仪表支持ControlNet通讯,通过此通讯口可迅速将重量数据传递到PLC中,协助PLC完成称量过程的控制。PLC作为控制的核心,主要完成配方分析、自动称量控制、输送及其他辅助动作。由于Controllogix的强大运算能力和响应速度,在实际使用上相当于可同时控制各称量装置工作,这大大增强了配料过程控制的实时性。称量过程中PLC按配方设定,自动控制称量速度,釆用无级调速、反馈控制的方法,使本称量系统具有称量精度高,配料速度快等特点。Controllogix的使用,提高了本套控制系统的可靠性和控制效果。
管理级用个人计算机与系统控制级通过现场总线构成计算机管理和控制网,主要完成配方管理、配方运行、生产计划、数据报表,同时还完成系统运行状态的监视、数据采集等功能。
4控制系统总体结构配置
控制系统的网络结构如图2所示,在此系统中应用了Ethernet、ControlNet^DeviceNet三种网络形式。
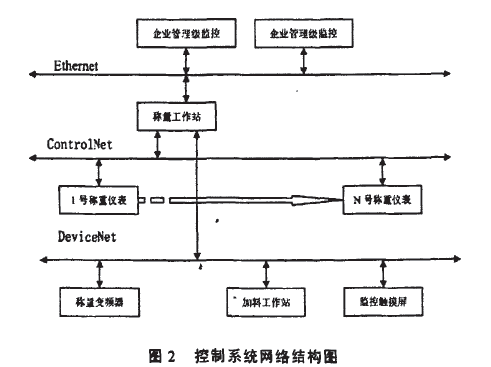
在硬件配置上,CPU选用了Controllogix控制器1756-L55M14.通过热备模板1757-SRM构成CPU的冗余系统,控制器内存为3.5M字节,还选用了Ethernet网络模块1756-ENBT,ControlNet网络模块1756-CNB、DeviceNet网络模块1756-DNB等.
本系统以ControlNet网络结构为基本骨架搭建而成。ControlNet网是一个开放的高速确定性网络,它用于传输对时间有苛刻要求的信息通讯,速率可达5Mbps,提供实时的控制和对等的通讯服务。ControlNet融合了现有的远程I/O和DH+网的性能,对于离散和连续过程控制均具有确定性和可重复性功能,用户可自行设定网络交换时间达毫秒级,从而极大改善了网络控制的实时性和抉速性。釆用生产者/客户方式,将传统网络针对不同站点需多次发送改为一次发送多点共享,减少了网络发送次数,从而使网络实时高效。而且ControlNet建立在开放性网络技术的革新方案一Producer/Consumer方式上,该方式允许网上所有节点同时读取一个数据源同样的数据,因而具有较高的吞吐量,而多点传送通讯能力使许多控制器可以分享输入数据和对传互锁数据,以达到更好的性能并减少编程的需求。通过它将本系统最关键的重量数据实时、可靠地传送给PLC,在硬件上保证了PLC系统控制的准确性和可靠性。
从图2可以看岀信息层釆用现在最流行的以太网,它将控制系统与监视和信息管理系统集成起来。通过以太网,用于监控可编程控制器、工业计算机工作站以及高级商用计算机系统,可以存取设备层和控制层的生产现场信息,这样的信息可用于数据采集、监控、计划管理、统计质量控制、远程设备维护、生产流程以及物料跟踪等。
从图2还可以看出,为了保证ControlNet网络重量数据的高速传输,在设备层也同时釆用了DeviceNet总线来处理一些辅助部分的数据通讯。DeviceNet是由美国Rockwell公司在CAN基础上推出的一种网络系统。它使用CAN的物理层和数据链路层,11位标识符,加上DeviceNet的应用层,形成可靠、灵活的通信规约。在这里通过这种总线来控制称量电机的变频器,使得控制方式更加灵活,做到了对称量电机的连续调节,为实现后续的准确控制奠定了硬件基础。同时它的数据传输能力也比较强,传输速率大约为125-500kb/s,完全可以满足监控触摸屏的通讯数据要求。
5控制过程概述
如图3所示,在以前的集中配料控制系统中,一般釆用双速给料,即快速和慢速两种给料,称量精度靠预关门值来保证。通过对称量物料的了解和实验,影响称量的因素主要有以下几种:
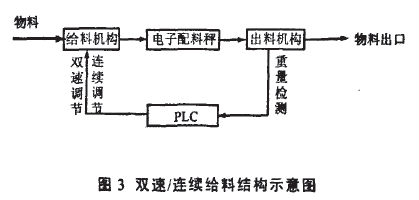
①物料的粘度:在相同的环境中和同一给料装置的情况下,不同物料的给料速度不同,因而造成调试困难,称量精度难以控制;②物料的比重:因物料的比重不同,釆用同一装置给料速度也不同:③环境的影响:环境的温度、湿度变化将导致物料粘度、比重等物理特性的变化。主要是物料的粘度随温度的增加而增加,导致物料易起拱、结块,对称量不利;④由于控制给料装置和控制装置的非线性,即使在相同的控制方法和控制量下,各给料装置的振动力和给料速度均是不同的。由于以上因素的影响,在以往的双速给料中,每种物料均要调整到相应的状态,才能达到预期的称量精度。然而,随着环境温度的变化或物料批号的不同,原来状态下的给料状态,往往保证不了称量的精度,需重新调整,从而降低了生产效率。由此可见,保证称量的准确、快速是很复杂的。基于以上分析提出了给料速度控制方案(见图4),这种控制方法采用闭环控制,以下料速度为控制参数,克服了以上各因素对称量精度和生产效率的影响。以上各因素的变化均以改变振动力加以克服,这种控制方法,虽然克服了以上因素对称量速度和精度的影响,但同时控制算
法和控制手段也变得更复杂了。
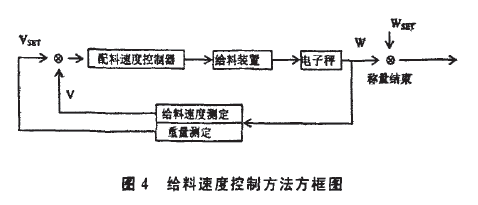
从图4可以看出,配料速度控制器控制给料装置,对物料以给定速度Vset进行给料,控制系统不断对物料重量进行釆样计算得到下料速度,并将此速度V与给定速度Vset进行比较。如V偏离Vset,则控制系统根据所偏离的幅度进行运算,根据运算结果调整配料速度控制器的输出值,通过对输出值的调节进而影响给料装置的下料速度,使给料速度始终控制在所允许的范围之内,通过这样不断的釆样调节,使得整个称量过程始终保持以给定的速度进行下料,保证了最终称量的准确和可靠。
可以看出本系统对给定速度的连续调节是整个系统的关键,如要想实现对Vset的准确调控,控制系统就必须要对给料速度V有很快的釆样频率,同时又要有很高的运算能力,保证能根据复杂的控制算法及时完成对Vset的调节控制。以前的PLC控制系统通讯速率比较慢、运算能力差,编程方式也不适合复杂程序的编写,因此想实现对给料的速度控制几乎是不可能的。但网络PLC——Controllogix系统的釆用很好地解决了这方面的问题。ControlNet网络的高通讯速率可以保证对给料速度V的高速釆样,Controllogix强大的运算能力保证了各类复杂控制算法的及时完成。同时复杂的程序编写,也因为Controllogix提供的实时多任务编程环境而变得十分方便。
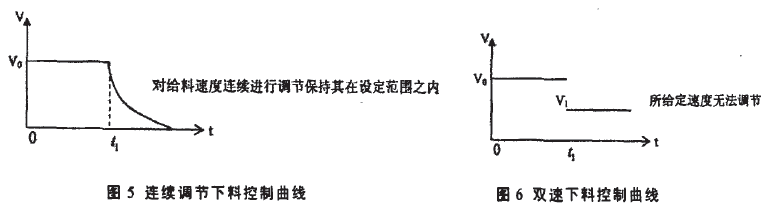
本系统最终实现的连续调节下料过程如图5所示,可以很明显的看出与双速给料控制的下料过程(图6)的区别。双速给料过程中给定两段速度,但对这两段速度是开环控制的,即系统无法确切保证物料会以这两段给定的速度下料,整个过程都是不可控的。而且在双速给料过程中,速度增大给料快但精度难以控制;速度减小给料慢精度可以控制,但称量时间长,效率低。因此,这种方式无法解决精度与效率的矛盾•而连续调节通过对称量速度不断给定,并在下料过程中通过反馈连续进行调节,使整个下料过程的速度始终保持在给定范围之内,直至最终结束。具体的过程是这样,在称量初期稳定在速度V”系统是一个定值调节系统。当称量值接近设定值时,速度的设定值减小,从而该系统又变为一个随动调节系统。将以往的分段控制改为连续控制,越接近目标值速度越慢,最后阶段可以将下料速度控制在很小的范围之内,因为称量过程速度的可控,保证了称量的精度,同时也保证了称量的速度。
6系统总结
本系统在设计过程中主要考虑控制方法的先进性和自适应性、系统的稳定性、经济适用性及可扩展性。该系统使用后,控制效果良好,在长期的使用过程中,无需用户对设备进行调节,设备会根据物料自动进行速度控制,解决了双速控制系统的很多缺点,物料配料速度加快,准确度提高,保证了所配物料的产品质量,满足了客户的要求。
作者:杭柏林
深圳市卓禾仪器有限公司是一家专门从事称重仪表和全自动包装码垛生产线的研发及生产的高新技术企业,所生产的JY500系列称重显示控制器(包括配料秤仪表、皮带秤仪表、包装秤仪表、重量变送器等)高速高精度,使用寿命长。卓禾仪器有十数年的现场校验经验,在业内有良好的口碑,且有专门的售后工程师帮忙解决产品使用过程中遇到的技术问题,客户可以放心省心顺心的使用我司的产品。如果对我司的产品感兴趣,欢迎咨询。
 ×
×



