

来源:网络转载更新时间:2021-04-06 15:48:21点击次数:4712次
包装是产品进入流通领域的必要条件⑴,而实现包装的主要手段是使用包装机械⑵。随着技术的进步、时代的发展,包装机械在包装领域中正起着越来越大的作用。包装机械有多种分类方法:按功能可分为单功能包装机和多功能包装机⑶;按包装品种可分为专用包装机和通用包装机;按使用目的可分为内包装机和外包装机;按自动化水平分为半自动机和全自动机等。包装袋的折边折角作业是包装过程中的一个很重要的工序,然而现有的包装袋折边折角大量采用人工操作,尚未完全实现自动化,工人的工作环境差,工作枯燥,生产积极性不高。基于此,本文对包装袋折边折角作业机械手控制系统进行设计。该机械手采用气动方式提供动力,通过PLC对机械手ET。]进行控制,能够同时实现包装袋折边和折角2道工序,并可以和自动流水生产线配合使用,显著提高了生产效率。
1生产线流程改造方法
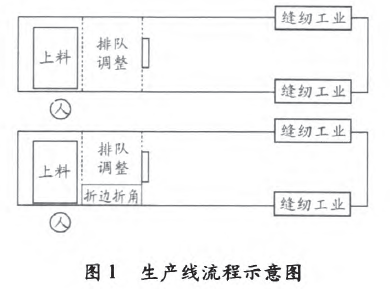
包装袋进行缝纫前需要进行折边和折角作业,其生产线流程示意图如图1所示。折边折角作业机械手安放在排对调整位置,工人在上料工位把包装袋放置在上料处,经自动流水传送带传输到排队调整位置,折边折角完成后自动运送到缝纫工位。
2包装袋折边折角作业机械手的结构和工作过程
2.1折边折角作业机械手结构
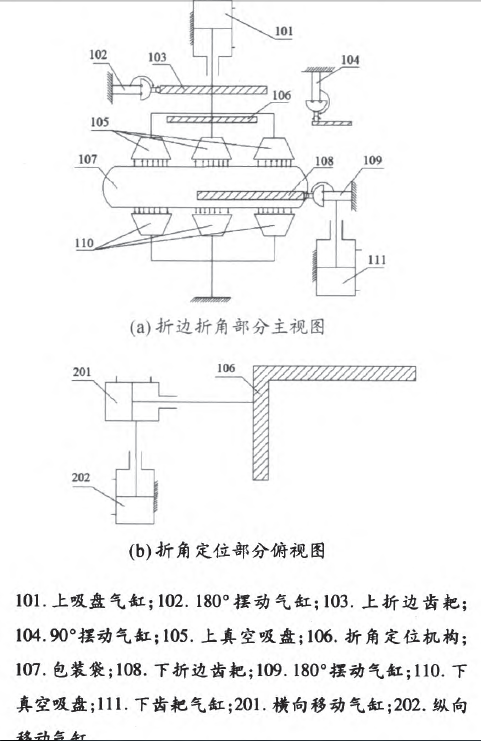
包装袋折边折角作业机械手结构包括:折边折角部分图2(a)和折角定位部分图2(b)两大部分,其中折边折角部分主要由上吸盘气缸、2个180。摆动气缸、上折边齿耙、下折边齿耙、90。摆动气缸、上真空吸盘、下真空吸盘、包装袋、下齿耙气缸组成。折边折角部分主要完成真空吸盘打开包装袋、包装袋折边、包装袋折角的功能。其中上折边齿耙和下折边齿耙各连接一个180。摆动气缸,实现包装袋上下两边的折边工序,90。摆动气缸实现包装袋的折角工序。
折角定位部分主要由横向移动气缸、纵向移动气缸和折角定位机构组成。在横向移动气缸和纵向移动气缸的双重推动下,折角定位机构实现横向和纵向移动。折角定位部分的功能:为折角工序提供准确的定位,保证折角动作的顺利完成。图2为包装袋折边折角作业机械手结构示意图。
2.2包装袋折边折角作业机械手工作过程
1)将包装袋放置在上料处,经自动流水生产线运送到折边折角位置停止。
2)袋子下面的真空吸盘保持不动,包装袋上面的真空吸盘利用上吸盘气缸吸引至折边位置处,从而完成包装袋打开动作。
3)利用2个180。摆动气缸分别旋转上下2个折边齿耙,当2个齿耙都旋转180。时完成折边工序。
4)利用横向移动气缸和纵向移动气缸推动折角定位机构在导轨上面实现横向和纵向运动,当折角定位机构到达所需的定位位置处停止。
5)90。摆动气缸转出,计时1s后转回,完成折角工序。
6)将折角定位机构按照原路返回,从而实现折角定位机构退出包装袋。
7)2个180。摆动气缸带动上折边齿耙和下折边齿耙同时转回。
8)吸盘下压,完成折边折角流程。
9)下折边齿耙利用气缸提供动力下移,流水线运走包装袋至缝纫工位后上移至原位置复位,与此同时机构开始下一次循环。
3包装袋折边折角作业机械手气动控制系统设计
3.1气缸的选择
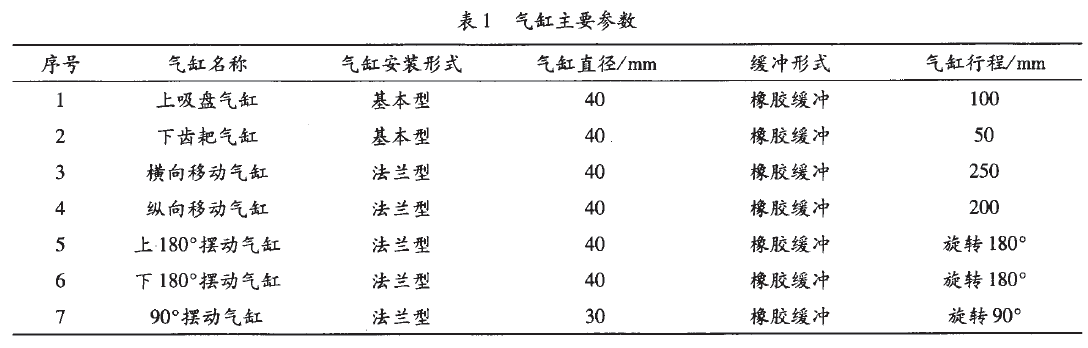
气缸的选型包括以下步骤:选定气缸的缸径,选定气缸的行程,选定气缸的品种,选定气紅的安装形式,选定气缸的缓冲形式,选定磁性开关。经过计算,包装袋的折边折角作业机械手所用的气缸主要参数如表1所示。
3.2气动控制原理图的设计
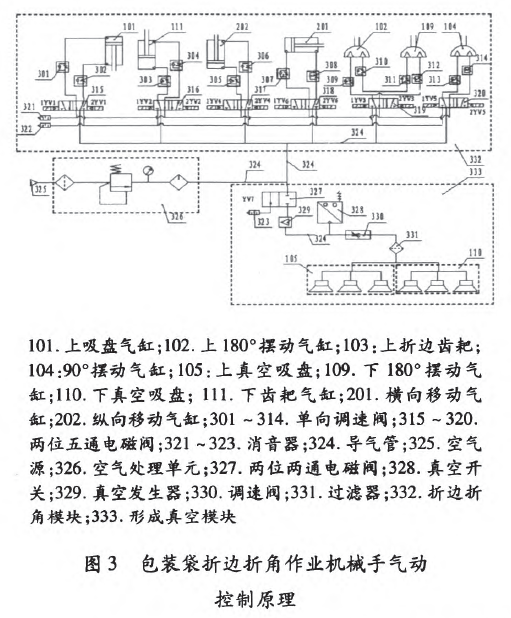
通过对包装袋折边折角作业机械手结构设计和工作原理的分析,设计了气动控制系统。该机械手气动控制原理如图3所示。气动控制系统由空气源、空气处理单元、折边折角模块、形成真空模块4部分组成,其中:空气处理单元对空气源进行处理,使处理后的空气能够被该气动控制系统使用。折边折角模块共包括4个伸缩气缸和3个摆动气缸,其中上吸盘气缸(101)和下齿耙气缸(111)实现上、下伸缩运动;纵向移动气缸(202)实现纵向方向的伸缩运动;横向移动气缸(201)实现横向的伸缩运动;2个180。摆动气缸(102和109)通过同一个电磁阀进行180。同步旋转运动,用来实现包装袋的上、下2个折边动作同步进行,从而实现折边工序;90。摆动气缸(104)进行90。旋转运动,实现包装袋的折角工序。这些气缸的换向通过两位五通电磁阀来实现。为了保证气缸运动的平稳性,每个气缸回路均连接了单向调速阀。为了降低气动控制系统的噪音,6个两位五通电磁阀连接了消音器,并通过一个电磁阀集装板安装。形成真空模块主要利用真空发生器能够形成真空的原理设计,通过该模块,能够使上真空吸盘(105)和下真空吸盘(110)产生真空负压,进而吸引包装袋并打开包装袋。
4PLC控制系统设计
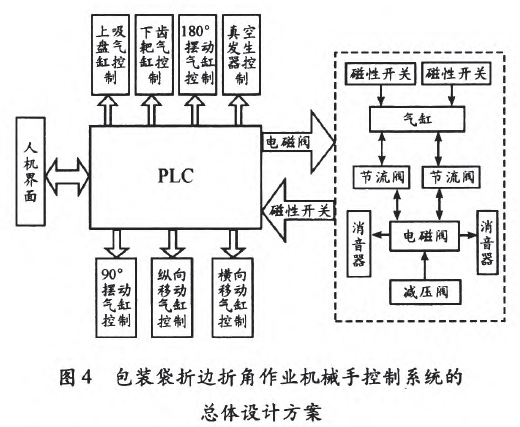
4.1控制系统的总体设计方案
图4为包装袋折边折角作业机械手控制系统J"的总体设计方案。系统采用PLC进行控制,需要同时进行上吸盘气缸控制、下齿耙气缸控制、2个180。摆动气缸控制、真空发生器控制、90。摆动气缸控制、纵向移动气缸控制以及横向移动气缸的控制。为了保证包装袋上折边和下折边同时进行,即上折边齿耙和下折边齿耙能够同步旋转,2个180。摆动气缸通过同一个两位五通电磁阀进行控制。同时,为了方便操作人员对设备运行进行实时监控和操作,采用人机界面触摸屏控制,使人机交互更加简单、直观。
包装袋折边折角作业机械手控制系统的工作分为全自动模式和单周期模式。在全自动模式下,机械手的每个动作执行完后,下一个动作自动执行,通过与自动化流水生产线的配合,不停地进行一个又一个的包装袋折边折角动作。在单周期模式下,当一个包装袋折边折角完成后,机械手自动停止。在这种模式下,如果需要进行下一个包装袋的折边折角,需要重新按下启动按钮。此外,设备设置了回原点复位按钮,当有特殊情况发生导致系统出错时,可以通过回原点复位按钮将系统还原到初始状态。
4.2机械手PLC的I/O地址分配表
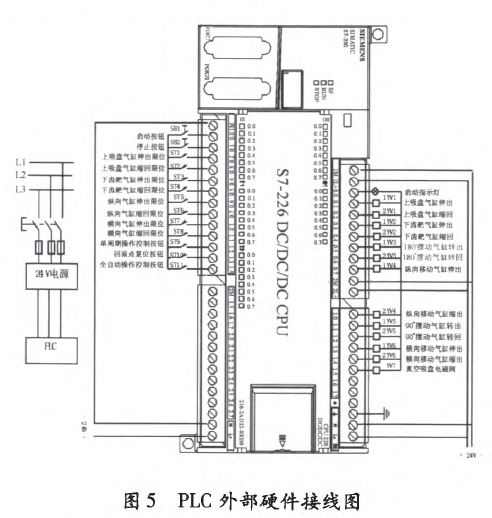
本文采用西门子S7-200系列微型PLC、CPU226、DC/DC/DC晶体管输出型PLC。晶体管输出型PLC有24输入、16输出,能够满足包装袋折边折角作业机械手控制系统的控制要求。
根据机械手所需的输入/输出点数,同时为了方便PLC的外部接线及程序设计,将PLC的I/O地址分配如表2所示。

4.3硬件电路设计
根据PLC的I/O地址分配表,设计如图5所示的PLC外部硬件接线图。
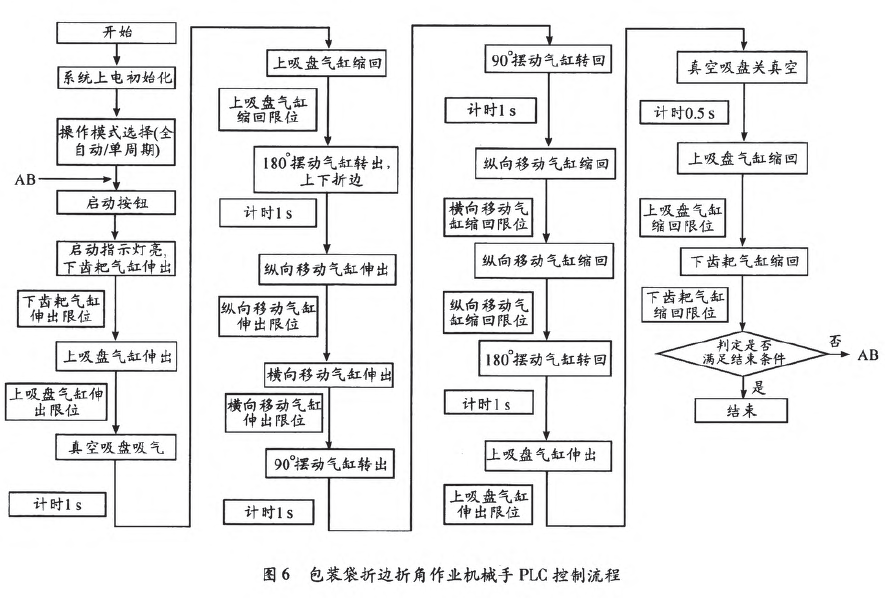
4.4PLC控制流程
包装袋折边折角作业机械手的控制主要包括以下几个工作过程:下齿耙气缸的控制、气缸打开包装袋的控制、包装袋折边气缸的控制、包装袋折角定位机构的控制、包装袋折角气缸的控制、气缸关闭包装袋的控制。根据包装袋折边折角作业机械手需要实现的动作顺序,绘制的PLC控制流程如图6所示。
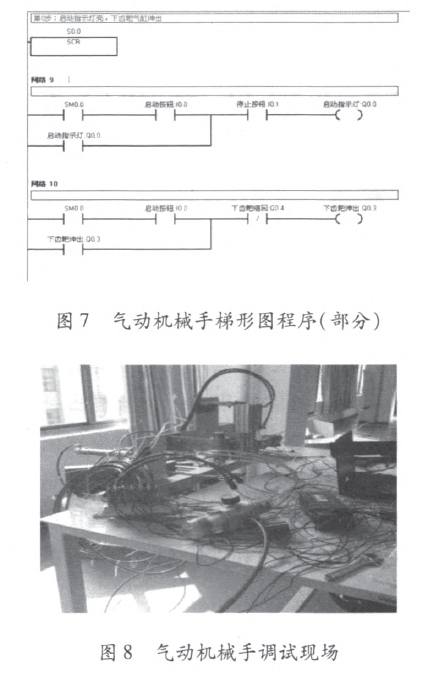
4.5PLC编程与调试
根据PLC控制流程,使用西门子STEP7编程软件进行编程。本文选用梯形图进行编程,编程思路如下:为了保证系统的安全运行性,在编程时应设置一些必要的互锁,比如在两位五通双控电磁阀左线圈得电时右线圈不能同时得电,横向移动气缸和纵向移动气缸控制的折角定位机构运动在没有退出的时候,上吸盘气缸不能伸出等。另外,如当按下停止按钮的时候可马上停止动作,按下回原点复位按钮的时候可立即使各气缸回原点复位。气动机械手部分梯形图程序如图7所示。包装袋折边折角作业机械手调试现场如图8
5结束语
包装袋折边折角作业机械手与人工操作折边折角作业相比有如下优点:机械手操作灵活,折边折角效率更高,减少了劳动力;对操作工人技术水平要求不高;经过对包装袋折边折角作业机械手进行现场调试,证明了本机械手控制系统能够完成预定的功能,并且包装袋折边折角效率高,合计14.5个/min,可靠性高达99%。该机械手节省了人力,节约了成本,提高了企业竞争力,有十分广阔的市场应用前景。
作者:刘志虎,王雷,王幼民,李明
深圳市卓禾仪器有限公司是一家专门从事称重仪表和全自动包装码垛生产线的研发及生产的高新技术企业,所生产的JY500系列称重显示控制器(包括配料秤仪表、皮带秤仪表、包装秤仪表、重量变送器等)高速高精度,使用寿命长。卓禾仪器有十数年的现场校验经验,在业内有良好的口碑,且有专门的售后工程师帮忙解决产品使用过程中遇到的技术问题,客户可以放心省心顺心的使用我司的产品。如果对我司的产品感兴趣,欢迎咨询。
 ×
×



