

来源:网络转载更新时间:2021-03-23 11:27:49点击次数:2793次
1序言
包装机械工程是一个市场前景非常大的热门行业,也是完成在我国包装领域转型发展的一个新突破点。在我国包装机械制造业二十世纪90年代至今发展趋势成绩显著,在引入消化的基本上已逐渐自主新产品研发商品,且有一部分出入口。可是,在我国包装机械工程的总体水准还只等同于国际性七十年代末和八十年代中后期水准,有的商品虽做到资本主义国家90年代后期水准,但总数非常少。
粒料包装机是一种主要用途十分普遍的工业设备,它的研制能够提升 劳动效率,推动中国化工厂、谷物等产业链生产流水线的自动化技术,因而,粒料包装机具备较强的实际意义。本课题研究是在科学研究和消化吸收小块原材料包装机器设备[1]和海外粉料包装机器设备的基本上,研发出一种粒料包装机,文中对于该粒料包装机的全自动输袋装置研发全过程开展剖析讨论。
2粒料包装机全自动输袋装置的姿势规定
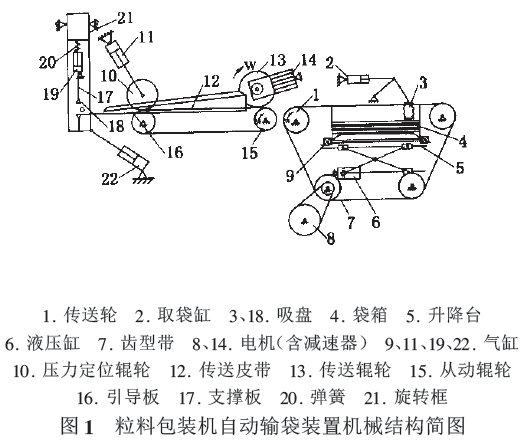
依据粒料包装机全自动输袋装置的目地作用,设计方案其姿势规定,其实际构造见电路原理图1。该组织关键作用是全自动升降机袋箱、转换袋箱、取袋、送袋、封袋精准定位、封袋伸开、水果套袋(封袋套进主题活动料仓上)等。
液压油缸6根据升降系统,推动升降平台5全自动升降机放到升降平台上的袋箱4,依据袋箱高宽比的慢慢减少,由升降平台转向头灯走刀出示料袋。袋箱转换是由一对汽缸9驱动器工作中万袋划线平台数和据预留袋箱来进行的,当工作中袋箱无袋时,升降平台全自动降低,同歩工作中袋箱移除、预留袋箱挪到操作台,进行袋箱的转换。取袋缸2驱动器玻璃吸盘3左右晃动,全自动爬取料袋,将料袋放进由两根同步齿轮带7拖拽的主题活动托板上,传输给精准定位工艺流程,那样进行取袋、送袋工作中。精准定位服务平台是由电动机14拖拽的传输辊轮13,根据传输传动带12推动从动辊轮15(一对)旋转,把料袋传至精准定位服务平台上。当包装封袋送至左右2组玻璃吸盘18中间,由工作压力精准定位辊轮10、正确引导板16导袋精准定位,汽缸19驱动器左右玻璃吸盘组吸牢封袋并伸开封袋,汽缸22驱动器转动框21,将料袋套进下道工艺过程料仓上。那样,进行全部输袋水果套袋全过程。
3粒料包装机全自动输袋装置的气动系统设计方案
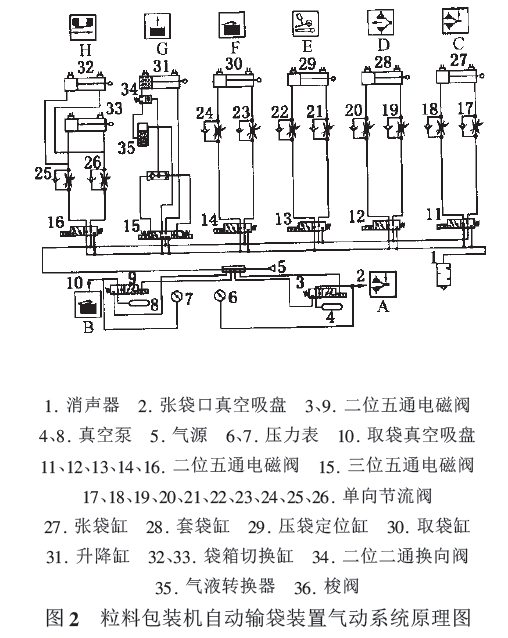
考虑到其作用构造规定,在该机器设备驱动器元器件设计方案与采用中,除开输送皮带和压袋输袋辊的转动健身运动选用两个电机驱动器以外,其他为汽液传动系统,文中关键就汽液传动系统一部分开展详细介绍,其电路原理图见图2。依据工作中行程安排及推动力规定明确气缸型号,依据汽缸的用气量及工作中节奏明确打气泵的容积,有关这些方面的难题,详细相关材料[2]。
图2中,AλH的图符各自意味着该套系统软件要进行的作用平面图,即每件实行元器件的目地作用。
4气动系统设计方案剖析
汽缸32、33关键用以完成袋箱的全自动转换作用,汽缸30用以完成从袋箱爬取料袋的作用,汽缸29用以铺平料袋,使料袋全自动精准定位,汽缸27完成伸开封袋的作用,为料袋套进料仓做准备,汽缸28用以把已伸开的封袋套到料仓上。之上气动系统都选用单向节流阀,对出入口开展节流阀变速,确保汽缸运作稳定。
缸31关键完成袋箱的转向头灯升降机的作用,是该控制系统设计较为万有策特数色据的地区,也是设计方案的难题和关键,因为袋箱中的包装袋持续的被取走,袋箱的高宽比慢慢地降低,为了更好地便于爬取料袋,要确保袋箱的高宽比不会改变,这就必须袋箱高宽比可以转向头灯提升。气动式的特性不能够精确完成部位操纵,因而在本设计方案中选用液压升降。充分考虑系统软件的合理布局,不便于独立选用液压传动系统,选用汽液转化器完成该作用。
此外,料袋的爬取及其封袋的伸开,各自选用两个超滤装置,根据2个液压换向阀,完成玻璃吸盘的拿取作用。为了更好地便于完成料袋的髙速包装,放袋时规定快速进行,本系统软件中较为有方法地运用空气压缩和真空泵系统切换,用空气压缩使料袋从玻璃吸盘口快速掉下来。
5气动系统与控制系统融洽关联
控制板采用某公司sYMACC60P可程序编程控制板[3],其键入为22点,輸出为12点。感应器选用限位开关、光电开关、磁感应开关和低压开关及按键,用以收集部位、真空值等各种外界信息内容并键入给可程序编程控制板,輸出给电动机、汽缸、玻璃吸盘等实行元器件。系统软件依照所设计方案的管理程序来操纵液压换向阀,驱动器汽缸健身运动,进行运输料袋所需的各种各样姿势。
汽缸选用带磁芯的汽缸,便于安裝磁感应开关,做为汽缸部位检测传感器,其特性便于感应器的安裝。
袋箱高宽比检验选用发送接受型光电开关,放置在袋箱的2个水准直线上,检验袋箱的纸袋子高宽比,当纸袋子被取过后高宽比减少,感应器检验到数据信号,操纵汽液变换缸转向头灯升高,当感应器检验数据信号断掉时,袋箱立刻终止。那样进行转向头灯工作中全过程。
玻璃吸盘取袋和张袋2个姿势检验,选用2个低压开关,各自检验相对玻璃吸盘是不是紧抓料袋及封袋是不是伸开2个姿势。
6结语
粉料包装机器设备运用范畴较为大,本设计方案较切实解决了粉料包装全自动给袋的相关难题,选用PLC控制器,控制板结构紧凑,功能齐全,特性靠谱。应用汽液传动系统做为实行元器件,使总体设计新奇、组织大大简化,能够达到粉料包装生产流水线的规定。
本文源于网络转载,如有侵权,请联系删除
深圳市卓禾仪器有限公司是一家专门从事称重仪表和全自动包装码垛生产线的研发及生产的高新技术企业,所生产的JY500系列称重显示控制器(包括配料秤仪表、皮带秤仪表、包装秤仪表、重量变送器等)高速高精度,使用寿命长。卓禾仪器有十数年的现场校验经验,在业内有良好的口碑,且有专门的售后工程师帮忙解决产品使用过程中遇到的技术问题,客户可以放心省心顺心的使用我司的产品。如果对我司的产品感兴趣,欢迎咨询。
 ×
×



