

来源:网络转载更新时间:2021-03-03 16:17:39点击次数:4217次
0引言
中国某石油化工公司2008年新上一套硫磺全自动称重包装码垛生产线,经过一年多的运行,效果良好。该生产线的控制系统包括除尘控制系统、称重包装控制系统和码垛输送控制系统。
1系统组成
码垛控制系统由触模式人机界面、PLC、检测元件、操作界面、控制元件、执行元件等组成,如图1所示。
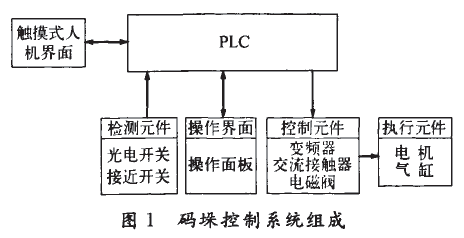
各组成部分的作用如下:
a)触摸式人机界面作为操作人员与设备之间的交互平台,接收来自操作人员的操作指令并指示设备的工作状态。
b)检测元件检测料袋的有、无、位置/位移状态以及机械各部分和运动机构的动作状态。
c)PLC是码垛控制系统的控制中心。PLC自动循环扫描各个输入输出点的当前状态,并根据程序所确定的逻辑关系刷新输出点的状态,通过交流接触器和电磁阀来控制电机的启停和拣选气缸的动作,从而完成码垛工艺流程的自动控制。
d)该系统所使用的控制元件有:变频器、交流接触器和电磁换向阀。交流接触器和电磁换向阀的控制线圈与PLC输出点相连。当其控制线圈得电,则接触器的触点接通,为电机供电,驱动电机运转。电磁换向阀用于切换气缸缸杆的伸缩状态,从而带动相应的机构动作,完成相应的操作;变频器控制电机的转速。
2单元配置
a)电源部分。现场动力电源(380VAC,H相五线制)进入控制柜后,经接线端子变径后至漏电保护开关。漏电保护开关提供对操作人员及设备的安全保护,当发生由于电机绝缘破坏或其他原因造成的漏电事故时,漏电保护开关可以迅速产生断开动作,切断主电源,避免人身伤害事故的发生。机组的每个电机均有单独的电机保护断路器对其进行保护,从而保证了电机的安全运行,并且便于在发生故障的情况下查找故障点。
b)PLC。码垛主控系统的PLC配置包括电源模块1个;CPU模块1个(带MPI接口和Profibus接口);16点/公共端的24V直流输入通道4个,16点/公共端的继电器输出通道4个。
c)变频器。该控制系统采用4台变频器,分别用于转位电机、推袋电机、分层电机和升降电机及垛盘输送电机的速度控制。变频器的工作方式、预置速度、加减速时间等参数可通过变频器远程终端进行设置。
d)触摸屏。操作界面上配置触摸屏.具有操作简单、显示直观的特点,可直接触动屏幕进行操作。触摸屏内置通用端口,可通过串行通信电缆直接与计算机及其他含有通用端口的设备实现互联。
3工作原理
系统流程包括:压平整形缓停编组;转位编组;推袋机和缓冲机;升降机、分层小车、分层小车和整形机构;托盘仓、托盘输送、垛盘输送五部分,工作原理分述如下。
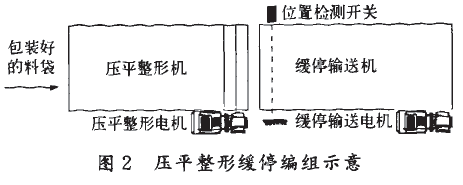
3.1压平整形缓停编组
压平整形机和缓停输送机用于实现料袋的压平和由低位到高位的输送,并且在转位输送机忙时可起到缓停的作用,如图2所示。在自动运行状态下,当缓停输送机出口处没有料袋时,位置检测开关SG|为ON,相应的3个交流接触器闭合,电机启动,将包装机送来的料袋进行压平和向髙位输送;当料袋到达压平整形机出口处时,若缓停输送机上也有1个料袋,则压平整形机接触器断开,压平整形机暂停,直到料袋离开缓停输送机;当料袋到达缓停输送机出口处时,若转位机正在对料袋进行±90°或±180°转位操作,则缓停输送机接触器断开,缓停输送机暂停,直到转位输送机把已转好位的料袋送走。
3.2转位和编组
3.2.1转位
转位输送机由接触器控制的电机驱动主动辗带动输送带、转位装置由变频器控制转位电机以及电磁阀控制的转位气缸带动转位夹板组成。转位输送机具有输送和转位两个功能,如图3所示。
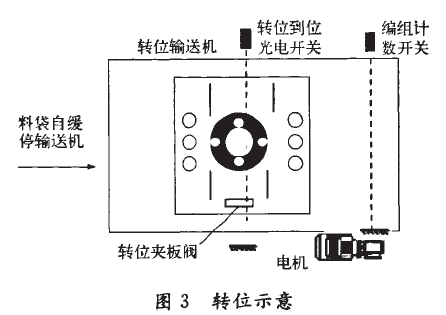
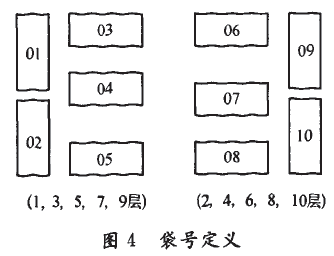
该系统袋号定义如图4所示。当需要转位的料袋(如图4的02,03,04,05,06,07,08和10号袋)到达转位到位光电开关SG2处时,此开关转为ON,转位夹板电磁阀得电,夹板气缸缸杆伸出,带动夹板动作,将料袋夹住,同时输送带停止,转位电机驱动转位夹板按需要进行士90°或士180°的转位,当转位电机带动转位夹板正转或反转到位时,转位夹板定位接近开关向PLC发岀定位完成信号,SG。为OFF,转位夹板电磁阀失电,夹板气紅缸杆缩回,带动夹板抬起。PLC根据编组机上的编组信号决定是否启动转位输送机输送料袋。如果编组机满,则输送机不启动,否则输送机启动,将料袋输送给编组机。
3.2.2编组
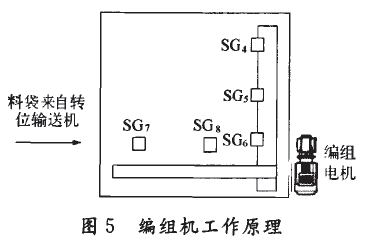
编组机的动力回路由断路器、接触器和编组电机构成,编组机工作原理如图5所示。其功能是完成对料袋的编组,如图4所示,01,02号袋编为1组;03,04,05号袋编为1组,以此类推,10袋为1个循环,箭头方向为推袋机前进的方向。编组机的启停由两个光电开关SG,和SG-控制,对于启动只有一种情况,即当由转位输送机送来的料袋挡住编组传送SG,时,接触器就吸合,编组机启动;而对于停止则有三种情况:若转位输送机送来的是每1组的第1袋,即图4所示的01,03,06和09号袋,则当该袋刚一离开编组传送SG,,则光电开关对应的PLC输入点由ON变为OFF,接触器就断开,编组机停止;若转位输送机送来的是图4所示的02,05,08,10号袋,则当该袋离开编组传送殴后再延时一会儿,使料袋到达编组机的尽头,编组机才停止。编组机每编好1组就由推袋机推走。
3.3推袋机和缓冲机
推袋机的功能是将一层5个料袋分两次推到缓冲机上。当编组机将料袋编好组后,PLC便将变频器正向启动端置位,同时使控制推板放下的电磁阀得电,使推板放下,并通过变频器速度选择端选择速度,启动推袋机向前推袋。当推袋机高速向前运行到达推袋前减速位时,推袋机低速向前运行;当到达推袋前位(编组机与升降机之间的缓冲机,此时推袋中位接近开关为ON)时,则推袋机高速返回,同时控制推板抬起的电磁阀失电,使推板抬起,推板开位接近开关为ON,当推袋机返回到推袋后位减速位时(推袋后位减速接近开关为ON),推袋机变频器使推袋机变为低速运行,继续返回,当返回到推袋后位时(推袋后位接近开关为ON),PLC使变频器停止,推袋机停止。
缓冲机的动力回路由断路器、接触器和电机构成。它的功能是作为。1、02号袋和06,07.08号袋的缓停区,并且料袋满一层后经缓冲机输送到分层小车上。
3.4升降机和分层小车
分层电机和升降电机各用1个变频器,它们的启停、速度、开合方向由PLC通过变频器进行控制。动力部分由断路器、变频器和电机构成,且电机为制动电机,其制动器的电源由电机接触器提供。推袋小车推上分层皮带的一层料袋由分层机将其放置在垛盘输送机的托盘(垛盘)上。分层电机带有制动器,分层机运动时制动器通电释放,停止时制动器断电制动。制动器的电源通断由PLC通过控制接触器的通断来实现。
分层机的位置通过接近开关进行检测,在分层机框架上共有4个接近开关,分别是分层机前位、分层机前减速、分层机回减速和分层机回位。分层机上的料袋是否到位通过光电开关进行检测,该光电开关位于分层机框架中部,称为分层机满光电开关。码垛机进入自动运行状态时,当一层5个料袋经缓冲机和分层皮带的输送到达分层机后,分层机满光电开关为ON。
如果PLC检测到码垛减速光电为OFF状态,则升降变频器升降电机接触器得电,升降机正向低速上升,直到升降码垛位光电为OFF状态,则升降变频器升降电机接触器失电,升降机停止。
升降机上升停止后,PLC使分层变频器分层电机接触器得电,分层机以预置速度正向高速启动,直到PLC检测到分层前减速接近开关为ON状态,则分层机以预置速度正向低速向前,当PLC检测到分层前位接近开关为ON状态后,分层电机接触器失电,分层机停止。
分层机回到分层回位后,PLC使升降变频器升降电机接触器得电,升降机以预置速度反向高速启动,直到减速接近开关为ON状态,则升降机以预置速度反向低速下降,当PLC检测到升降初始位接近开关为ON状态后,反转控制端升降电机接触器失电,升降机停止。完成一个动作循环。
4日常故障处理及应用
a)编组机动作超时。由于电机轴断裂、皮带断裂、电机线断裂、电机制动器损坏、控制电机的交流接触器损坏等,造成编组机入口处的编组传送两个光电开关sg7,sg8没有正常工作;进入编组机的料袋有位置偏差过大的情况,此时如果长时间没有离开上述两个光电开关(或其中1个),导致编组机始终运转,不能自动停止。
b)转位机夹板不动作。转位夹板的电磁阀故障;袋数预置不正确(奇数层3~2编组,共5袋;偶数层2〜3编组,共5袋)。
5结束语
该硫磺包装线自投运以来,维护人员经过反复摸索,对码垛工艺流程及控制系统有了较为深入的了解,对及时排除各类故障起到决定性作用,也可供各类包装线维护人员参考。
本文源于网络转载,如有侵权,请联系删除
深圳市卓禾仪器有限公司是一家专门从事称重仪表和全自动包装码垛生产线的研发及生产的高新技术企业,所生产的JY500系列称重显示控制器(包括配料秤仪表、皮带秤仪表、包装秤仪表、重量变送器等)高速高精度,使用寿命长。卓禾仪器有十数年的现场校验经验,在业内有良好的口碑,且有专门的售后工程师帮忙解决产品使用过程中遇到的技术问题,客户可以放心省心顺心的使用我司的产品。如果对我司的产品感兴趣,欢迎咨询。
 ×
×



