

来源:网络转载更新时间:2021-02-22 14:08:03点击次数:4254次
随着生产和生活的不断发展,人们对包装技术提出了更高的要求。各类物料的计量精度直接关系到包装企业的产品销售,进而对企业的生存、发展和经济效益产生影响。大多数机械生产企业都重视采用高度自动化的生产线,相比之下,化肥产品的生产包装本身就不够重视自动化生产线,其应用很少,相关研究也不多,在化肥行业中各物料的计量精度,更没有引起企业的高度重视。提高化肥各物料的计量包装精度一直是困扰企业的难题[1]。笔者根据化肥的特点研制开发了化肥的自动计量混合包装机控制系统,着重介绍了一种基于PLC和触摸屏的全自动包装机控制系统,并对控制系统的流程和实现作详细介绍。
1计量包装机的构成
1.1全自动计量包装机的设计与实现
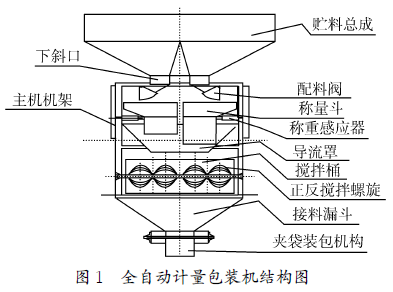
全自动计量包装机主要用于各粉状、颗粒状肥料的定量计量包装,混料搅拌桶内设有涡轮搅拌器,驱动涡轮由输入轴穿过密封固定座联接传动机构。以电动机为动力,实现了混料机对物料的自动搅拌、自动下料控制,运输机的自动运输,包装机的自动打包,以达到混料机内部任何位置物料混合均匀的目的,可在无人操作的条件下达到自动包装的目的。下料泵、搅拌器、混料搅拌桶主体(含驱动叶轮)、工艺管、附件及计量检测装置的定位等设计见图1
1.2自动运输机的结构设计与实现
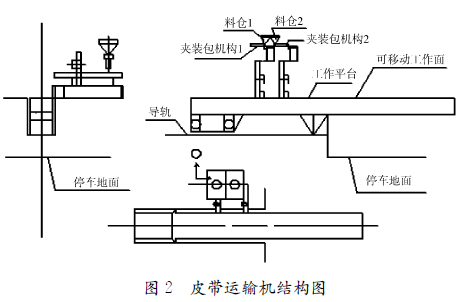
全自动计量包装机中各物料的定量计量是本机的关键技术,包括称重采用波纹管称重压力传感器检测装置、A/D转换器采用FX2N-4AD模拟量输入模块、气动电磁阀、PLC采用三菱FX2N-32MR等装置。皮带运输处理装置包括上级皮带运输机、热锁口机和下级皮带运输机[3]。在混料机中经混合搅拌后的均匀
物料放到包装袋后,经过上级皮带运输机运送到锁口机锁口,锁口后送到下级皮带运输处理机,将包装好的包装袋输送上汽车装运。为了满足工艺要求,不使皮带运输机超载和货物堆积,在启动时反启,停止时顺停。皮带运输机结构见图2。
2自动计量处理装置的设计与实现
计量处理会影响整个包装机的性能质量。在称重计量环节,各计量桶内壁会粘附混合后的粉料,对实际称重有一定的影响,各计量桶采用不锈钢内壁的结构来减少影响。为校正误差,在每次进料之前,空斗质量G0由可编程控制器控制自动称量,并把G0作为下料称量质量(G1)的参考点,物料的总重量G2通过系统运算得G2=G1-G0。外界因素引起的零点漂移现象对实际进料值受到的影响降低到最小值[4]。在包装进料环节,为使进料速度和计量包装的准确性得到保证,系统采用快速进料和微调进料相结合的方式。将快速进料阈值设置为目标值的90%,快进料速度较快[5],到达目标值后电磁阀关闭一部分。加料精确度可以通过微调进料来提高,微调进料的阈值等于目标值与过冲量之差。系统加料达到设定值时,微调进料阀会自动关闭,在加料装袋过程中,物料的下料的冲击对系统造成振动,会造成包装质量瞬时增加,会造成过冲现象。实际加料量等于微调进料加上过冲量,为了使过冲量能使系统自动校正,系统采用闭环前馈控制技术。基本原理是根据上次装袋的误差来调整本次称量计量过程中产生的过冲量,称量值与目标值的偏差通过微进料阀门开关时间来调整,可以提高定量包装的精确度[6]。
3系统软件的设计
3.1触摸屏画面设计
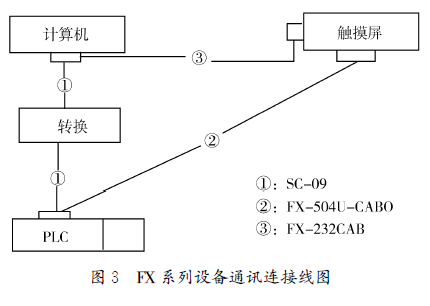
触摸屏是专为PLC(可编程逻辑控制器)而设计的互动式工作站,具有与各种品牌PLC连线的监控能力,适用于恶劣的工作环境,能够替代普通工控机。触摸屏可以随时跟踪设备和系统的运行状态,通过人机界面向PLC发出指令和传送数据,再通过可编程控制器完成对系统或设备的开关量和数据量进行控制。人机界面可以制作成多幅多种监控画面,替代传统的电气操作面板及显示记录仪等,而且具有功能更加强大的特点。人机界面触摸屏选用256色的三菱F940WGOT-TWD作为显示、操作设定单元。计算机均采用RS-232通讯口,PLC的通讯口是RS-422,F940WGOT-TWD通讯口有两个,分别为RS232C与RS-422/485。FX系列设备通讯连接线图如图3所示。
3.2程序流程
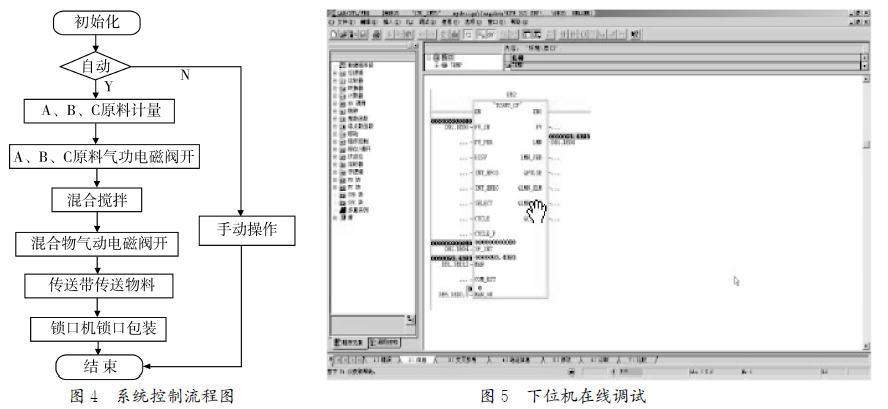
初始化是对所有输入信号进行检测,能否满足启动的条件包括检测输入信号是否有报警、负载过载等条件。在满足启动条件没有报警时,执行后面程序,在人机界面选择手动还是自动,选择手动跳过自动程序,执行手动程序,选择自动程序执行自动程序,跳过手动程序,优点是执行程序的时间缩短。在自动程序中首先对各混合原料分别进行称重计量,所有原料达到要求的重量后,开启各自的气动电磁阀,将各原料放到混合桶中进行充分混合搅拌,搅拌均匀后开启混合物气动电磁阀,将混合物下料到包装袋里,同时开启传送带电机,将包装袋经传送带传送到锁口机进行锁口。由于称重计量到达要求和开启气动电磁阀有一定的时间延时,控制电磁阀要采用前馈控制。手动程序包括:各原料的手动计量、各原料的电磁阀手动开启、手动混合搅拌、手动混合物后的电磁阀、手动传送带和手动锁口等操作。手动主要是为了调试设备和出现故障时对故障设备进行维修。系统控制流程如图4所示。
3.3逻辑控制
由PLC控制的全自动计量混合包装机,采用了实现包装机的自动计量、混合、传送及锁口等功能。PLC选用三菱FX2N-32MR,由于逻辑、顺序较为固定,程序采用步进梯形图控制,由于数量较大,数据存储器要采用32位存储器,否则数据会溢出。由步进顺控指令完成手动/自动完成状态的转换,由功能指令完成称量计量的实时数据采集和显示、工作状态及报警等信息。
4在线调试及仿真
在PC机上完成程序编制后,经过电缆下载到三菱FX2N-32MRPLC中,并经过软硬件测试才能最终实现自动控制任务。GXSimulator是在Windows上运行的软元件包,安装GXDeveloper的计算机内安装GXSimulator就能实现不在现时的调试。打开菜单栏的“工具”菜单,点击“梯形图逻辑测试启动(L)”子菜单,启动梯形图逻辑测试。根据自己配置的输入输出进行测试见图5。
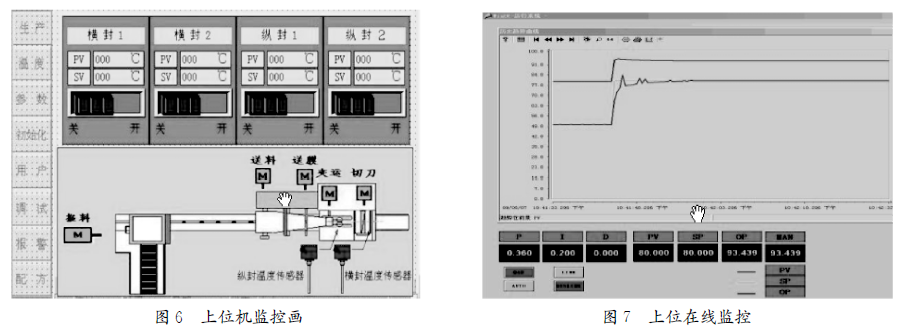
打开“GTSORTWARECHINESE”安装文件夹,将”EnvMEL”文件进行软件的使用环境的安装。创建触摸屏工程,针对全自动包装机一个子系统的触摸屏系统见图6。在上位机建立了趋势曲线,让操作人员更直观地了解系统及设备的运行的稳定程度,见图7。
4结论
实际使用证明,使用了基于PLC的全自动控制系统后,与以前采用人工称量计量相比较,精度得到了大大的提高,得到质量计量主管部门和用户的肯定和认同。该控制系统已连续运行一年多,运行稳定、安全可靠、自动化程度高、操作方便,减轻了工人的劳动强度,充分发挥了可编程控制器运算速度快、功能强、程序设计固定简便、修改程序方便、维护便捷、接线少、故障率低、维修保养容易、使用灵活、抗干扰能力强等优势,加之触摸屏友好的人机界面功能,获得了用户满意的使用效果,值得推广应用。
本文源于网络转载,如有侵权,请联系删除
深圳市卓禾仪器有限公司是一家专门从事称重仪表和全自动包装码垛生产线的研发及生产的高新技术企业,所生产的JY500系列称重显示控制器(包括配料秤仪表、皮带秤仪表、包装秤仪表、重量变送器等)高速高精度,使用寿命长。卓禾仪器有十数年的现场校验经验,在业内有良好的口碑,且有专门的售后工程师帮忙解决产品使用过程中遇到的技术问题,客户可以放心省心顺心的使用我司的产品。如果对我司的产品感兴趣,欢迎咨询。
 ×
×



