

来源:网络转载更新时间:2021-02-03 11:50:00点击次数:3024次
包装行业是一个新兴的行业,随着市场竞争的日益激烈白热化,产品形象广告效应对包装行业提出了越来越高的要求和越来越多的需求。
1小型包装机的现状
纵观国内现有的包装机械,除大型生产包装线外(许多是从国外引进,产品生产后随即包装,如奶粉、洗衣粉之类,耗资大,占地面积大,物料多品种适应性差)大都处于一种落后的局面,如一些家庭个人小作坊,买一些现成的包装袋(包装袋有人专业生产,也十分精致、漂亮)将需要包装的粉状、颗粒状食品或其它商品用量杯类器具灌装在袋中,用热膜封口机封口后流通于市场.这种包装作业方式不仅不符合卫生条例,产品计量无法保障,也为产品掺假、制假大开了方便之门,是目前产品升级、上档次必须严格杜绝的包装作业方式。
80年代末,国内陆续引进并迅速发展生产了一系列机械传动的小型全自动包(灌)装机,因能基本上满足小袋物品包装从有计量的落料到制袋、灌装、分割等动作的自动化作业,生产效率和包装质量得到了很大程度的提高,克服了众多作业环节中人为因素的影响.加上投资少(每台售价3~5万元),占地面积小,适应于个体小作坊的作业生产,因而深受用户的欢迎,也使包装机械的成长有了新的发展目标和前景,小袋物品的包装质量也有了质的飞跃。
2小型包装机存在的问题
尽管小型全自动包装机的出现,给日益繁荣的市场经济带来了新的气象与生机,但人们很快发现目前市场上现有的包装机传动链长,传动机构复杂,其传动原理[1](见图1).
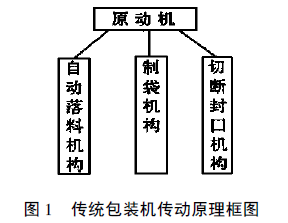
一台驱动电机通过多级传动齿轮、离合器的组合,将主运动分解,进而实现包装的各种动作要求,当所包装物品发生变化,制袋材料及尺寸发生变化或机械传动链本身的动态误差发生变化时,各部分动作的协调调整十分困难.为说明问题,我们以100g小包装广告宣传用奥妙赠品洗衣粉的自动化包装为例加以说明:
散装的洗衣粉经过包装机分装成100g的小袋,需要经过以下三步动作:
自动落料——制袋——分割切断
现有包装机通常采用一台电机为驱动元件,经过许多齿轮、凸轮机构、离合器的组合,将主运动分解为三个执行机构的单独动作,然后按一定的协调动作要求同步完成.
如果包装机的生产效率是60袋/min,那么自动落料时间应该尽可能小于0.6s,否则可能会出现计量不准(顶封切断时,落料仍在延续)或落料粉尘造成封口不严.
制袋可以连续匀速进行,如果每个包装袋的长度为150mm,那么制袋两侧的牵伸、热封轮就应以150mm/s的线速度匀速转动,把一卷(也可以是两卷)包装膜挤压成规定的筒状,以便于物料的灌装.
包装袋的底封可以与分割切断同步进行,也可以分开进行.如果是同步进行,则要求底封切断机构,在两侧牵伸热封轮每转过150mm时,迅速准确地实现底封与切断动作.假设底封宽度为10mm,切刀位置在底封中间,则切断后的底封宽度,一半为已包装袋的顶封,另一半为未包装袋的底封.
采用现有纯机械传动方案的包装机,要实现上述动作的理想状态,存在以下问题:
2.1包装袋长的误差无法随机补偿、调整
在机械传动的制袋过程中,袋长动态误差产生的原因是多方面的,如包装袋材料的均匀性,牵伸力变化引起牵伸量的变化,机械磨损机械振动产生的误差等等,假设包装袋的印刷尺寸与机械传动产生的实际误差为0.1mm,按包装袋光电检测标记允许的误差为10mm,那么现有的包装机每包装100袋就必须停机调整一次,这就大大影响了生产效率.
2.2包装物料的计量误差调整困难
现有包装机所包装物料计量检测后的调整,以目前的传动方式必须在停机条件下进行.不论采用容积量杯式落料方案,还是螺旋推进式落料方案,都无法实现动态检测、随机调整.这样,调整非常麻烦,调整时间长(很难在短时间内实现理想的计量误差)调整期间废品量大,计量精度难以提高[2].
2.3袋长变化十分困难
当所包装物料品种、比重、计量要求发生变化时,目前传动方案要实现袋长变化,必须按传动协调性要求,更换大量的中间传动零件(齿轮、凸轮等),这样就限制了现有包装机针对包装物料的通用性.
3新型包装机的传动方案设计构想
针对目前小型包装机存在的上述缺陷,笔者提出了用三台步进电机分别实现落料、制袋、切断独立动作的设计方案,其原理(见图2).
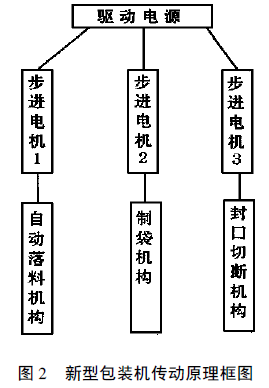
用一台步进电机驱动螺旋推进器自动落料,假设一袋物料需用1500个脉冲信号完成,按60袋/min的生产效率,可在0.4s内完成1400个脉冲的快速落料,再用0.2s实现100个脉冲的慢速落料,通过电子秤的动态计量,将计量误差信号反馈到计算机系统,随机调整落料步进电机的驱动脉冲数,即可实现十分准确的包装计量要求.另外,在所包装物料品种、比重、计量发生变化时,相应的随机调整通过加减脉冲数实现,也十分快捷方便.这是原有纯机械传动方案无法实现的.
制袋与分割也用两台步进电机分别驱动,制袋电机以每分钟60个袋长的线速度匀速转动(按步距角确定每个袋长对应的脉冲当量数,由驱动电源均匀提供驱动脉冲电流)或循环间歇式转动.底封分割的驱动步进电机,按对应袋长的转角要求间歇转动,实现底封切断的同步动作要求.当袋长出现动态误差,并超出光电检测标记允许的误差范围时,检测信号反馈到计算机系统,并随机调整切断步进电机的延时间隔(包装袋的切断分割是在瞬间完成的,每次切断动作转角对应的电机驱动脉冲数也是固定不变的,切断后的实际袋长取决于两次切割动作的时间间隔,也就是延时间隔),就可以十分方便地克服袋长的动态误差影响,使包装机一直连续地工作,保持稳定的生产效率.当包装物料的品种变化,要求包装袋尺寸相应改变时,通过延时间隔的调整,即可十分方便快捷地满足要求.
4改进设想及结论
笔者按此设计方案,经过一年多的试制调试,基本上实现了预期的目标要求,克服了原有机械传动包装机传动链长、结构复杂、调整困难的弊端,同时也提出了下一步的改进设想:
(1)在生产效率一定(如60袋/min)包装袋长度尺寸变化不大的情况下,制袋采用普通减速电机(型号TYPE、CF28)驱动,虽然制袋的线速度无法调整,但用减速电机代替步进电机可明显降低成本.
落料与切断采用同一台驱动电源顺序控制两台步进电机的动作,也可显著降低成本。
尽管在新型包装机试制调试中还存在着不少问题,但笔者深信,步进电机驱动的包装机是小型全自动包装机的一个发展方向,随着科技进步的发展,步进电机成本的降低,电机性能(矩频特性)的改善,新型包装机一定会更加理想完善。
本文源于网络转载,如有侵权,请联系删除
深圳市卓禾仪器有限公司是一家专门从事称重仪表和全自动包装码垛生产线的研发及生产的高新技术企业,所生产的JY500系列称重显示控制器(包括配料秤仪表、皮带秤仪表、包装秤仪表、重量变送器等)高速高精度,使用寿命长。卓禾仪器有十数年的现场校验经验,在业内有良好的口碑,且有专门的售后工程师帮忙解决产品使用过程中遇到的技术问题,客户可以放心省心顺心的使用我司的产品。如果对我司的产品感兴趣,欢迎咨询。
 ×
×



