

来源:网络转载更新时间:2021-01-25 10:19:16点击次数:3421次
DxDK800包装机可用于医药、食品、化妆品等行业。它可以包装不同形式的材料,如片剂、胶囊、粘性、半粘性、颗粒、液体等。
如图1所示,机器首先通过退绕机构将薄膜送到卷绕机构,在那里薄膜被分成两部分,然后薄膜被卷绕板和导辊转动,并进入密封区域。经过纵向封合、横向封合、灌装送料、打印批号、横向折线、横切,最终形成成品,由输送机输出。
在传动系统中,有四种差动机构。打字、横断线、横切位置的调整是以横封带为基础的,所以打字、横断线、横切的每个传动链中都设置了一个差速器,它们的调整是通过控制面板上的按钮控制每个传动链中的齿轮差速器,使打字、横断线、横切位置与横封带对齐。调整后,三个按钮不得随意按下。
纵向密封辊的传动链中还设置有差速器,可以自动调节纵向密封辊的瞬时速度,实现色码与横向密封带的对齐。此外,纵向密封辊还具有拉动包装袋的功能。在该机构的传动链中,齿轮差动机构由光电信号控制,自动控制色码与横向封带对齐,保证印刷的完整性和准确性。
调整光电开关位置时,先将光电开关与包装膜宽度方向的色标对准,使光电开关正常工作。这时,启动主机,使机器正常运行。包装膜色标相对于横封带的位置稳定后,用手动按钮控制纵封链中的差速,使横封辊的横封带与包装材料的色标对齐,将主机停在该位置,然后将光电开关的位置调整到色标。
以纵向密封辊传动链中的差速器为例,分析了如何调整差速器的瞬时速度,实现色标与横向密封带对齐的功能。
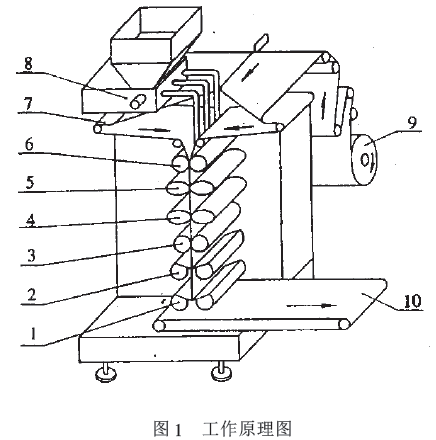
1.横切刀2.横断裂线刀3.纵切刀4.打字辊5.横封辊6.纵封辊7.分卷机构8.充填机9.放卷机构10.输送机
图2是齿轮差速器的结构示意图。如果蜗杆升角小于轮齿之间的等效摩擦角,蜗杆将锁定蜗轮,并在蜗轮为驱动部件时阻止其转动。因为齿轮1与蜗轮连接,当齿轮3为驱动部件时,齿轮1不能被驱动旋转。蜗杆由单相补偿电机驱动,与齿轮3连接的链轮由主电机通过减速器驱动。
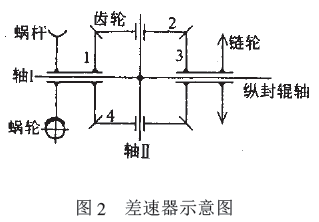
当薄膜进给速度相对于横向密封辊正常时,单相补偿电机不转动,主电机通过减速器带动链轮转动。由于蜗轮被蜗杆锁住,与蜗轮连接的齿轮1不相应转动,所以当齿轮3与链轮同速转动时,轴II和轴I会以半速转动。速度与齿轮3同向旋转。
当薄膜的进给速度比横向密封辊的进给速度稍快或稍慢时,补偿电机启动。补偿电机通过蜗杆和蜗轮驱动齿轮1转动,
由于补偿电机的功率远小于主电机的功率,齿轮1的转动不能改变齿轮3的转速,只能增加或减少轴二和轴一的转速,从而实现色码与横向密封带的对准。
用FX2系列可编程控制器控制电控部分,结合光电检测元件和凸轮控制器作用于单相补偿电机,控制电机正反转。
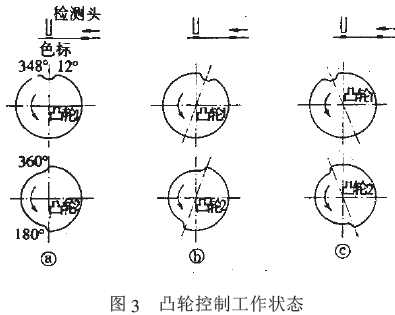
凸轮控制器的工作状态如图3所示。
A.该状态表明,当检测头检测到下一个色码信号时,凸轮控制器的旋转角度正好是348°。-372。在该范围内,隔膜的速度相对于横向密封辊是正常的。
B.状态显示当检测头检测到下一个色码信号时,凸轮控制器的旋转角度小于348°。,表示胶片移动速度比横向密封辊快,因此应反转补偿电机,使色码位置与横向密封带对齐。
C.状态与b相反,当检测头检测到下一个色码信号时,凸轮控制角超过372°,表明膜片相对于横向密封辊运动缓慢,应向前转动补偿电机。
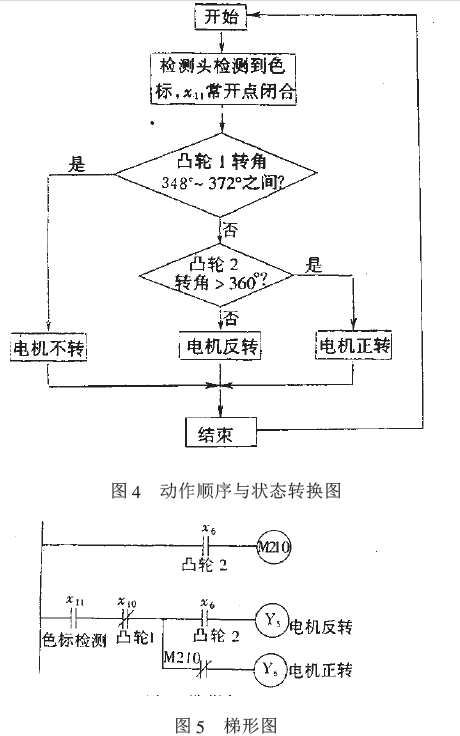
其中凸轮1对应的触点为常闭,工作状态为开启,工作角度为378°~372°。
凸轮2对应的触点常开,工作状态闭合,工作角度180°~360°。
具体的动作顺序和状态转换如图4所示。梯形图如图5所示。
本文源于网络转载,如有侵权,请联系删除
深圳市卓禾仪器有限公司是一家专门从事称重仪表和全自动包装码垛生产线的研发及生产的高新技术企业,所生产的JY500系列称重显示控制器(包括配料秤仪表、皮带秤仪表、包装秤仪表、重量变送器等)高速高精度,使用寿命长。卓禾仪器有十数年的现场校验经验,在业内有良好的口碑,且有专门的售后工程师帮忙解决产品使用过程中遇到的技术问题,客户可以放心省心顺心的使用我司的产品。如果对我司的产品感兴趣,欢迎咨询。
 ×
×



