

来源:网络转载更新时间:2021-01-09 11:49:30点击次数:3004次
废杂铜因其良好的再生利用特性,一直是铜冶炼和加工工业的重要原料。在“城市矿产”中,再生铜作为来源广和数量大的有色金属而名列第二,再生铜的循环利用已成为我国铜工业的重要组成部分叫顶吹转炉作为一种火法冶炼固体废杂铜的专用工业炉具,工艺实质上是一种富氧顶吹技术,它可处理各种品位的废杂铜。顶吹转炉具有原料适应性强,综合能耗低,生产周期短,环保效果好等优点,具有广阔的应用前景。
国内废杂铜冶炼加料一般工艺流程为:首先原料打包成方块状,然后通过叉车和吊车把打包成块的原料吊装至加料平台,最后通过加料机把原料加入炉内。该加料工艺流程耗用时间长,炉前加料作业环境温度高,且加料过程中有铜水飞溅和大量有害烟气冒出,存在作业安全隐患和环境污染严重的问题,同时炉具生产效率较低,自动化程度不高。
在这种背景下,本文拟通过工程实例探讨此类顶吹转炉上料系统的设计与应用情况,以期实现一种作业速度快,自动化程度高,环境保护效果好的加料方法。
1工艺过程描述
顶吹转炉上料系统主要由上料小车、装载槽、行走轨道、卷扬机、烟尘罩、炉腰门、称重单元、小车位移编码器、钢丝绳、滚轮、安全行程开关、驱动装置、PLC控制装置、工作站组成。物料通过装载槽加入上料小车,上料小车在行走轨道上运行,卷扬机将上料小车提升至倒空位置并完成倒料后,返回装载位置再次装料。装料和倒料操作均在封闭的空间内完成,从而可以防止倒料时炉内飞溅出的液态金属和冒出的有害烟尘进入到环境中,即可以防止污染环境。顶吹转炉上料系统结构示意图如图1所示
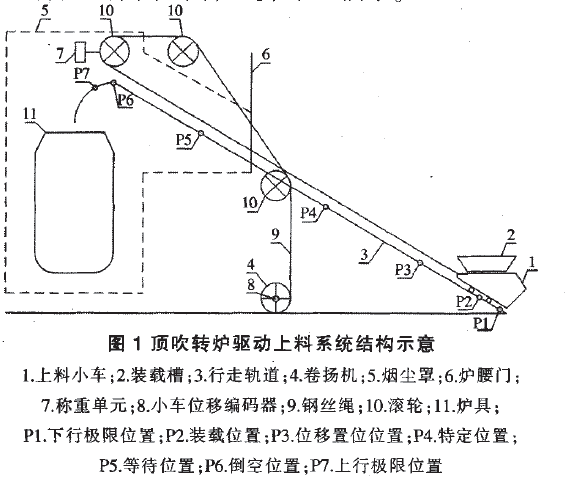
上料小车通过钢丝绳与称重单元连接,利用拉力传感的工作原理准确称出加入到上料小车的物料重量,若上料小车的物料重量大于工艺设定值时,则不能启动上料小车。在卷扬机上安装有一个位移编码器,通过换算测出上料小车在行走轨道上的位移。装载槽和炉腰门根据上料小车的位移自动开启和关闭。卷扬机驱动装置釆用无极变频调速装置,实现上料小车运行无极变速。PLC控制系统通过釆集现场数据,实现对整个加料过程的顺序控制和联锁控制。
2系统实施
为了实现整个上料操作的全自动化,并确保上料的安全性,卷扬机驱动装置采用无极变频调速装置,实现上料小车运行无极变速。某铜冶炼厂实施的顶吹转炉上料系统的上料小车上行时间速度位移如图2所示,下行时间速度位移如图3所示
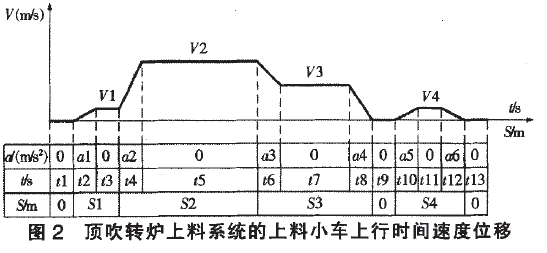
图中,位移S1为装载位置至位移置位位置(P3)的位移;位移S2为位移置位位置(P3)至特定位置(P4)的位移;位移S3为特定置位(P4)至等待位置(P5)的位移;位移S4为等待位置(P5)至倒空位置(P6)的位移。
一个完整的加料作业周期的工艺过程描述为:上料小车处于装载位置,物料通过装载槽加入上料小车,称重单元对加入上料小车的物料进行计量,如果物料的重量大于设定值(安全提升上限值)时,PLC控制系统发送控制指令禁止卷扬机驱动装置启动。经历时间t1,物料装载完毕,PLC控制系统向装载槽发送控制指令,装载槽自动打开,PLC控制系统得到装载槽处于全开位置时,PLC控制系统向卷扬机驱动装置发送控制指令,使料小车以加速度a1启动,经历时间t1,上料小车以速度V1匀速向上行走。经历时间t3,上料小车上行至位移置位位置,触碰到位移置位开关,位移置位开关发送控制指令使小车位移编码器置入设定位移,校正上料小车运行过程中的积累误差,同时PLC控制系统向卷扬机驱动装置发送控制指令,使上料小车以加速度a2加速,经历时间t4,上料小车以速度V2匀速向上行走。经历时间t5,上料小车上行至特定位置,PLC控制系统向炉腰门发送控制指令,炉腰门自动打开,同时PLC控制系统向卷扬机驱动装置发送控制指令,使上料小车以减速度a3减速,经历时间t6,上料小车以速度V3匀速向上行走。经历时间t7,PLC控制系统向卷扬机驱动装置发送控制指令,使上料小车以减速度a4减速,经历时间t8,上料小车上行至等待位置,速度减为零,同时PLC控制系统向炉腰门发送控制指令,炉腰门自动关闭。等待炉具的炉口倾转至垂直向上方向,经历时间t9,炉口倾转到位,PLC控制系统向卷扬机驱动装置发送控制指令,使上料小车以加速度a5加速,经历时间(10,±料小车以速度V4匀速向上行走。经历时间tll,PLC控制系统向卷扬机驱动装置发送控制指令,使上料小车以减速度a6减速,经历时间tl2,±料小车上行至倒空位置,速度减为零,上料小车将物料倒入炉具内。
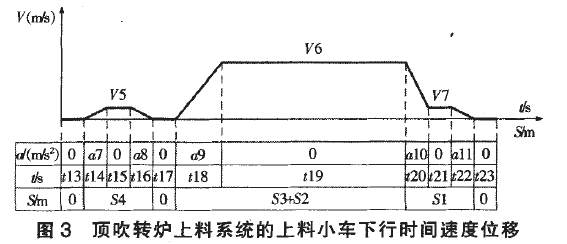
经历时间t13,物料倒空完毕,PLC控制系统向卷扬机驱动装置发送控制指令,使上料小车以加速度a7加速,经历时间t14,上料小车以速度V5匀速向下行走。经历时间tl5,PLC控制系统向卷扬机驱动装置发送控制指令,使上料小车以减速度a8减速,经历时间tl6,上料小车下行至等待位置,速度减为零,在此之前,炉具受联锁控制,不能倾转。PLC控制系统向炉腰门发送控制指令,炉腰门自动打开,经历时间t17,炉腰门处于全开状态,PLC控制系统向卷扬机驱动装置发送控制指令,使上料小车以加速度a9加速,经历时间t18,上料小车以速度矿V6匀速向下行走。经历时间t19,上料小车下行至位移置位位置,PLC控制系统向炉腰门发送控制指令,炉腰门自动关闭,同时PLC控制系统向卷扬机驱动装置发送控制指令,使上料小车以减速度alO减速,经历时间t20,上料小车以速度V7匀速向下行走。经历时间t21,PLC控制系统向卷扬机驱动装置发送控制指令,使上料小车以减速度all减速,经历时间t22,上料小车下行至装载位置,速度减为零,同时PLC控制系统向装载槽发送控制指令,装载槽自动关闭,进行物料装载作业。
在小车位移编码器发生异常时,上料小车触碰到下行极限位置安全限位开关和上行极限位置安全限位开关时,安全限位开关发出控制指令使卷扬机驱动装置停止运行,保证上料小车的安全运行。
3结论
本次设计的顶吹转炉上料系统实现加料过程全自动化,并在封闭空间内,实现加料作业,是集物料称重和上料小车位移实时监控为一体的上料系统。釆用全数字交流调速模块对卷扬机进行驱动控制,接收现场一次仪表所采集的数据,辅以PLC系统的程序调节和控制,实现上料小车运行速度分段控制和各种运动连锁控制,保证在误操作情况下的财产和人身安全。该上料系统具有作业速度快、自动化程度高、生产操作安全可靠、劳动卫生整洁、环保的优点。
本文源于网络转载,如有侵权,请联系删除
深圳市卓禾仪器有限公司是一家专门从事称重仪表研发及生产的高新技术企业,所生产的JY500系列称重显示控制器(包括配料秤仪表、皮带秤仪表、包装秤仪表、重量变送器等)高速高精度,使用寿命长。卓禾仪器有十数年的现场校验经验,在业内有良好的口碑,且有专门的售后工程师帮忙解决产品使用过程中遇到的技术问题,客户可以放心省心顺心的使用我司的产品。如果对我司的产品感兴趣,欢迎咨询。
 ×
×



