

来源:网络转载更新时间:2020-12-21 11:35:22点击次数:6021次
1前言
冶金工业闪速冶炼技术性是一种新式加强冶炼厂技术性。它就是指把历经深层干躁的粉末状硫化橡胶钛精矿和加热气体、氧气充足气体、溶液、粉尘等化学物质的化合物在闪速炉飘浮冶炼成液体硫的冰法冶金工业全过程⑴。失重秤是贵溪冶炼厂(下称贵冶)闪速炉的关键机器设备,它用以持续钛精矿计量检定运输。失重秤是一种调料设备,它把铜精矿传至闪速炉反应罐内与加工工艺风混和后反映产生冰铜和渣的化合物。调料是化工厂、冶金工业、混凝土等领域加工过程中的关键构成部分。因为调料当场自然环境差,生产流水线长,操纵全过程繁杂,调料规定精准、立即⑵。贵冶新三十万t铜冶炼工程项目闪速炉系统软件应用了两部失重秤,每台失重秤运输精矿较大 工作能力为80t/h。二系统软件闪速炉超负荷加料量一般在110~120t/h中间,这就规定每台失重秤的原材料总流量在55~60t/h中间。总流量起伏尺寸是考量流量计量值与预设值中间误差尺寸的量,生产制造规定总流量误差在预设值的±8%之内,超出±10%对加工工艺生产制造不好。在具体生产制造中,会出現每台或两部失重秤另外起伏很大的状况,精确测量值乃至会超出预设值出租车30%。在风、油、氧使用量一定的状况下,钛精矿总流量大幅度起伏将对炉况产生很不好的危害,因此大家必须尽早把握失重秤波动因素,从而处理失重秤起伏大的难题。
2失重秤详细介绍
失重秤是一套总流量自动控制系统,它由当场机器设备和控制器(WB-930)构成。它根据调整螺旋输送机的转速比来做到质量流量的预设值。失重秤工艺流程图如图所示1所显示。
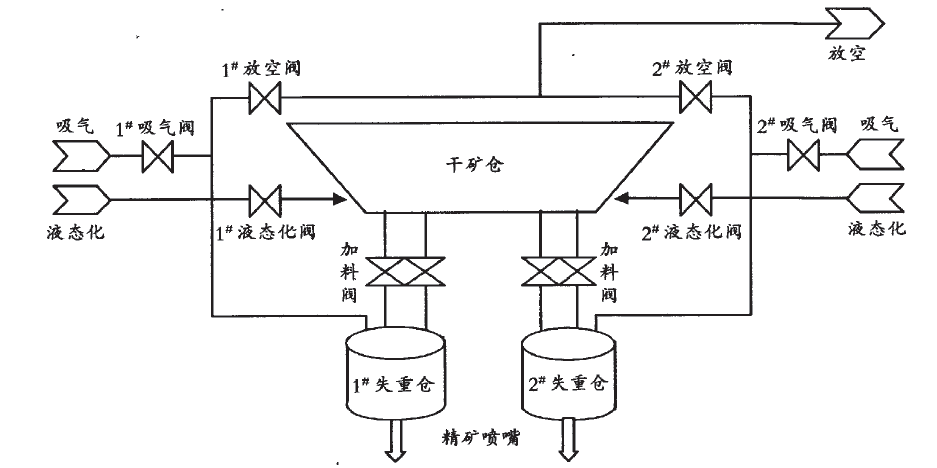
失重秤控制器(WB-930)操纵下列机器设备:给料螺旋(1台),投料阀(2台),搅拌装置(2台),气流输送阀(3台),呼吸放空阀(2台),计量检定仓(一个)。
2.1失重秤操纵时间段
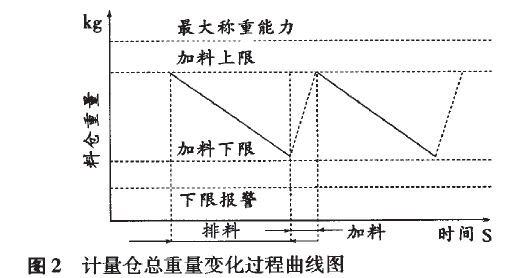
失重秤操纵时间段计量检定仓总重转变全过程曲线图如图2所显示。当计量检定仓总重超过投料下限时,系统软件处在下料环节。下料环节。投料阀关掉,气流输送阀关掉,吸阀门开启,进入空气,螺旋输送机和搅拌装置运作,失重状态送料控制器检验计量检定仓的下料量,根据调整螺旋输送机的转速比,来操纵给料量。失重状态送料控制器处在重量检验情况(检验负荷感应器的拉力信号差,该感应器是由德国的劳特精细有限责任公司生产制造的RC-22T-C3型液位传感器,它的具备敏感度高、动态性响应速度短、机械设备损害小等特性⑶。),失重状态送料控制器检验并测算计量检定仓的下料量,根据调整螺旋输送机转速比来操纵原材料总流量。
当计量检定仓总重低于投料低限时,下料环节转到投料环节。这时投料阀开启,放空阀开启,烟尘汽体导进布袋收尘器,如气流输送阀挑选“全自动”方式,则控制器得出气流输送闸阀开启的差分信号,直至失重状态仓总重超过投料限制为止。在投料期内,螺旋输送机和搅拌装置运作,投料阀开启,失重状态送料控制器处在容量检验情况,由于计量检定仓另外处在投料和下料情况,没法检验负荷感应器的拉力数据信号误差。当计量检定仓总重大于投料限制时,投料环节转到下料环节。系统软件在投料进行后,因为投料机器设备多流,必须等候一预置的時间,直至容量检验情况衔接到净重检验情况。
2.2下料期内控制器的实际操作
WB-930控制电路方块图如下:
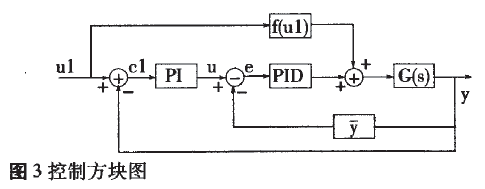
图3操纵方块图
WB-930控制电路若立即选用基础PID控制,无法考虑系统对的操纵规定。而选用改善的PID控制对策,一般能够得到 比较令人满意的操纵实际效果。求微分先PID控制是将求微分功效提前,即包括了一个先的求微分阶段。求微分阶段的輸出数据信号包括了被测主要参数以及转变速率值,将其做为精确测量值键入到占比積分控制器中,可使系统软件摆脱超调的功效提升,进而赔偿全过程落后,做到改进控制系统质量的目地。釆用PI的求微分先操纵计划方案,可不错地抑止落后系统软件的超调量,操纵特性优良,且不用开展实体模型鉴别,因此 求微分先PID控制具备构造简易、可信性高、便于工业生产完成等众多优势⑷。
內部PID控制器作用是尽量地保持一瞬间的原材料总流量的精准,其操纵间距为一秒(或几秒钟),用主要参数界定。一瞬间测量值,键入到全新测量結果的环状油压缓冲器内,并测算其和,此作为当今的参考值并且用此值测算预设值和精确测量值中间的差。
外界PI控制器的作用保持长期性的精准。PI控制器控制时间比PID控制器的控制时间长,其间距一般为一分钟。外界PI控制器操纵內部PID控制器的预设值。
反馈作用控制回路/(«1)是根据插入法螺旋式特性曲线图得到 ,该螺旋式特性曲线图是按段线形,随原材料量而提升。
2.3投料期内控制器的实际操作
投料主要参数界定为失重状态送料控制器在投料时的操纵。有三种不一样的方法:
(1)稳定操纵方法:投料时,给料螺旋速率稳定操纵。
(2)加快操纵方法:投料时,给料螺旋速率提升操纵。
(3)降速操纵方法:投料时,给料螺旋速率减少操纵。
下面的图为投料时稳定和自变量(降速)操纵方法。虚线1为稳定操纵。虚线2为降速操纵。
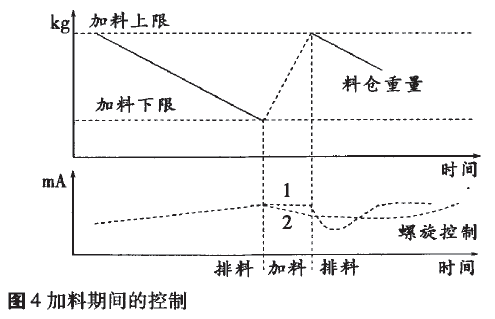
二系统软件失重秤在投料期内应用虚线1-稳定操纵计划方案。
根据对失重秤操纵基本原理的掌握,大家掌握到失重秤的操纵计划方案是优秀的、线性度是很高的。可是要使失重秤高精密的稳定运作,就必使它工作中在合乎操纵、精确测量基本原理的标准下。从一面下手,大家根据将近几个月的時间,汇总梳理了失重秤起伏的多个缘故。
3影响失重秤波动的原因归纳
3.1机械设备家用电器层面
(1)软启动器工作中是不是一切正常:确定软启动器主要参数,事件记录,警报信息内容,查验软启动器I/O是不是实时跟踪。
(2)送料电动机和螺旋式工作中是不是稳定:查验其振动和噪声的尺寸。
(3)螺旋式维修用固定不动服务平台和螺旋式罩壳中间是不是彻底摆脱,称重设备与附近物品是不是有碰触和黏连。
(4)给料螺旋离心叶轮是不是有破损,如果有会危害送料的匀称性。大家发觉其螺旋绞龙叶片有时磨坏较快,有时候还会继续出現缺片的状况,危害螺旋式送料的可靠性⑹。出現这类状况,大家就务必要泊车开展维修。
(5)失重状态仓和干矿仓中间的导电软连接,失重状态仓和呼吸管中间的导电软连接,螺旋式和沥青混合料斗中间的导电软连接隔热保温是不是一切正常。
3.2加工工艺层面
(1)失重状态仓和干矿仓中间的导电软连接,失重状态仓和呼吸管中间的导电软连接,螺旋式和沥青混合料斗中间的导电软连接是不是有粘接,若有粘接会危害秤重计量检定。若有此类状况产生,需泊车维修。
(2)呼吸管是不是有粘接或阻塞,若有粘接或阻塞,失重仓工作压力不可以和大气压力保持稳定,危害秤重计量检定的精确性,危害投料周期时间,危害下料的匀称性。若有此类状况产生,需泊车维修。
(3)干矿仓料位低。
3.3仪表层面
(1)WB-930工作中是不是一切正常:确定组态软件主要参数,主要参数和警报信息内容。
(2)重量传感器是不是有偏位,若有偏位,会危害秤重计量检定的精确性。若有此状况,需停车纠偏。
(3)失重状态仓和固定不动服务平台中间的曲轴连杆是不是维持松驰灵便,假如曲轴连杆承受力,会危害秤重计量检定。
(4)投料阀运作是不是一切正常:检査投料阀开、关是不是及时,确定投料阀动作時间,假如投料阀开、关不及时或投料阀开、关時间太长,会危害秤重计量检定。
(5)螺旋式气流输送闸阀姿势是不是一切正常,螺旋式气流输送工作压力是不是一切正常。
(6)仓气流输送闸阀姿势是不是一切正常,仓气流输送工作压力和总流量是不是一切正常。
4结语
总而言之,危害失重秤加料量起伏缘故有很多,当给料量起伏时,大家根据失重秤基本原理,从原材料及精确测量基本原理上开展剖析、査找缘故,找到解决方案。2009年二系统软件失重秤加料量出現了1次很大起伏(超出预设值的30%)。失重秤起伏后,大家最先查验仪表层面很有可能出現的缘故,大家核查WB-930控制器中的主要参数是不是更改,检査液位传感器的部位是不是一切正常这些,发觉仪表层面没有问题,随后大家相互配合电气设备工作人员逐一查验电器设备,都没有难题,最终我们把总体目标锁住在给料螺旋叶子有缺片上。一切正常生产制造时,我们不能查验螺旋式是不是缺片,仅有等候泊车时才可以查验,在分配好的泊车维修時间中大家开启螺旋式的观查口,发觉螺旋式有2处缺片,加工工艺工作人员分配拆换螺旋式后,失重秤起伏消退。在处理方式中,大家累积了一定的工作经验:运用排査法,先排査螺旋式运作时能够检査解决的要素,假如常见故障仍然存有,只有在泊车或定修时对其他要素开展排査解决。实践经验,这类构思和方式是切实可行的。
本文源于网络转载,如有侵权,请联系删除
 ×
×



