

来源:网络转载更新时间:2020-12-18 11:08:06点击次数:3363次
一、工程概况
某钢铁集团是我国大型优质钢材的生产基地之一,年产优质钢材约400万吨。不久前我公司成功中标该钢铁集团炼钢配料系统的合同项目,该项目依托江苏某公司先进的给料机(BELTFEEDER)制造工艺,业界先进的自动化控制仪表来实现自动化配料的过程。江苏某公司生产的给料机产量居全国第一,市场占有率约40%左右。
该项目位于该集团投资的6#料场,该料场沿江露天而置,投资约6个亿,该料场是该集团打造国际冶金工业园的重要组成部分,料场内放置了多种物料,这些物料多来自海外,另外还有返矿精粉、球团等从其他公司转入的物料。6#料场的综合调度管理系统由鞍钢、马钢设计院完成,原料经程控系统进入8个物料仓,在那里由我公司的自动配料系统(DCS)根据工艺要求进行配料,配料
后的混匀料粉再经过皮带转运后由堆料机统一堆放在混匀料场,最后经输送机进入炼钢公司冶炼。
二、系统描述
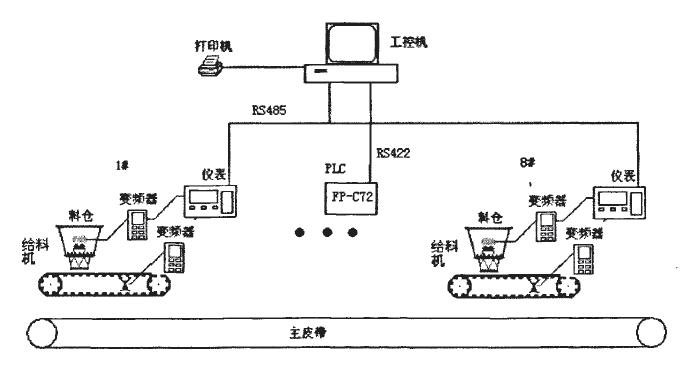
2.配料单元由下列元件构成:
圆盘给料机
皮带秤给料机
变频器
SM6105仪表;
每个配料单元自成一个闭环控制回路在单个配料单元中,圆盘给料机启动后,物料落到安装有称重传感器和速度传感器的皮带秤上,皮带秤的称重信号和速度信号进入SM6105仪表,SM6105仪表据此计算出瞬时流量再根据设定流量输出一个4-20mA的电流信号给变频器,变频器控制圆盘给料机和给料机的转速,圆盘给料机控制下料量,如此反复循环调节使每个仓的下料量在设定量附近。
3.采用的计算机和通信技术:
计算机釆用Windows2000操作系统,台湾某公司的工控机,开发工具我们选用的是MicrosoftVisualC++6.0系统。由于控制室距离现场比较远(>1千米),在处理计算机与PLC的通讯时,我们选用了台湾某公司的一对光纤收发器(FDDI接口)。在与某公司SM6105仪表的通讯方面,我们选用了台湾某公司的RS232/RS485通讯协议转换产品。
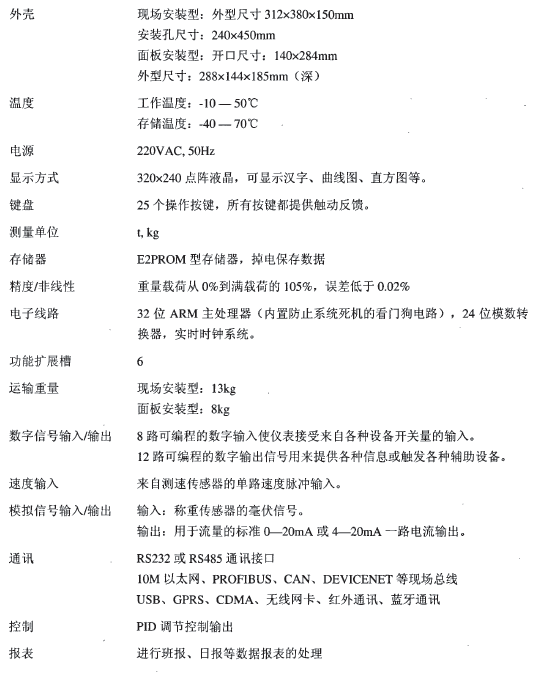
选用的江苏某公司SM6105仪表功能简介:
主要特点
数字化仪表提供精确、无漂移的性能
自动调零通过简单的操作,仪表将自动计算并建立一新的零点。
自动校准为用户提供挂码校准、链码校准、电子校准和实物校准等多种自动校准方式。
自动零点跟踪系统可自动进行零点跟踪
可编程控制器可编程的仪表输入输出口可满足不同用户的要求。
滤波选择滤波时间可调。
模块化结构采用模块化结构,分为主板、电源板、输入输出板等,维护更方便。
零点死区通过零点死区的设置消除小流量的干扰
速度输入选择可选择内部和外部两种速度输入方式
时钳'/Et历年月日时间校准
口令输入保护参数,防止人为修改
语言选择中、英文菜单切换
故障自诊断可对多路称重传感器的故障、速度传感器的故障、系统内部(CPU、存储器、
显示器等)故障等进行自诊断。
自动补偿功能流量非线性自动补偿运算、皮带倾角变化自动补偿运算、通过输入物料的水
份值进行水份补偿运算。
平衡调整两个以上的称重传感器系统内部自动平衡调整。
主要技术参数
4.本系统变频器选用西门子MicroMaster440变频器,PLC选用松下FP-C72可编程控制器,该设备支持48点输入24点输出,通过计算基本可以完成我们所要求的任务。PLC在现场主要完成以下工作:
设备手动/自动选择
1-8#圆盘给料机1〜8#皮带秤给料机点动
1-8#圆盘给料机1〜8#皮带秤给料机联动
设备启停延时设定
设备报警
与大皮带连锁
5.先进的双给料调速工艺:
由于控制精度要求比较高,我们釆用双调速工艺来提高控制精度,即当仪表经过PID整定输出调整信号后,由圆盘给料机和给料机变频器同时调速,达到调节配比的目的。经过实际的运行比较,这种双给料调速工艺调整效果要远优于单个变频器调速的方式,单批配料综合误差不超过0.1%»
6.使用的数据库简介:
pf.mdb 配方数据库,保存了生产的工艺配方。
alarm.mdb 报警数据库,保存了生产过程中的报警记录。
bc.mdb 班次设置数据库。
data.mdb 生产数据库,保存批次上料以及单班上料数据。
slqx.mdb 瞬时曲线数据库。
userlist.mdb 用户列表数据库。
ybcomm.mdb 仪表通讯数据库,保存仪表通讯设置的参数。
7.软件的主要功能模块:
•远程设定配比值
•远程启动设备
•远程急停复位设备
•远程设定启停时间
•配比设置:
提供配比的查询和配比计算以及配比保存等功能,可根据用户工艺需要设定每台设备的配料参数,并且将配方参数远程下达给现场设备。
•系统设置:
提供SM6105和PLC的通讯参数设置,以及报警限的设置。在这里你能修改设备的启停时间,并且将它们远程下达给PLC,也可以对配料的物料种类作出修改,包括增加、修改、删除等操作。
•报警控制:
我们事先将各种报警录制成语音信号,并保存成WAV文件,当现场发生堵料、设备异常时启动报警输出,通过这种方式,在控制室这种人员嘈杂的环境下可以有效的和操作员沟通,从而达到很好的控制效果。
•动画显示:
由于VC在动画表现方面不是太强,我们采用FLASHMX作为动画设计工具,设计了一套表现给料过程的动画,该动画以插件形式调用,调用时只要传给相应的参数,即可模拟设备的启停等动作,实际运行动画效果比较理想。
三、实施中遇到的问题:
由于在钢厂这种强干扰的环境,我们在调试时发现计算机和仪表通信总是不太稳定,我们经过仔细排查发现主要是由于动力电缆干扰所致。后来通过将通信电缆分开单独走线,终于解决了这个问题。另外,由于电器设计人员的疏忽,在设计时未能考虑圆盘给料机的控制问题,致使我们在现场不得不修改原定方案,增加相应的控制,使我们很是被动,但是通过这次工程施工我们仍然获得了宝贵的经验,对于今后的项目开发很有借鉴意义,那就是工作中一定要实事求是,兢兢业业,绝不能有任何马虎懈怠。
本文源于网络转载,如有侵权,请联系删除
 ×
×



