

来源:网络转载更新时间:2020-09-22 10:35:12点击次数:4015次
0引言
目前,连续输送配料电子皮带秤在肥料、化工、建筑等行业得到广泛应用,其称量部分安装于输送机架上,通过检测两托辐间物料重量以及皮带速度,计算出物料流量,由称量控制仪表调整皮带速度,即可达到定量配料的目的。这种称量方式受制因素较多,会受到皮带速度、皮带长期运行松紧程度、皮带跑偏、托辐摩擦力、机架应力、环境等因素的影响,其称量配料精度收获机使用方便、性能可靠、收获质量高。试验人员对大白菜收获机破碎率、漏收率、收获效率进行了检测和计算,结果显示各项性能指标均达到国家标准。
1工作原理
如图1所示,双皮带连续输送配料电子秤由料仓、供料裙边皮带、称量裙边皮带等组成,料仓物料由供料性,对加快土地流转、大白菜规模化种植的形成和发展具有重要意义。
裙边皮带送出,通过进料漏斗落入称量裙边皮带。称量裙边皮带上安装有称量传感器,由于称量裙边皮带不与料仓接触,减少称量干扰量,从而提高了称量精度。供料裙边皮带由变频器控制,称量裙边皮带定速运行。通过调整供料速度来稳定称量裙边皮带上的物料量,以达到设定送料量的要求。
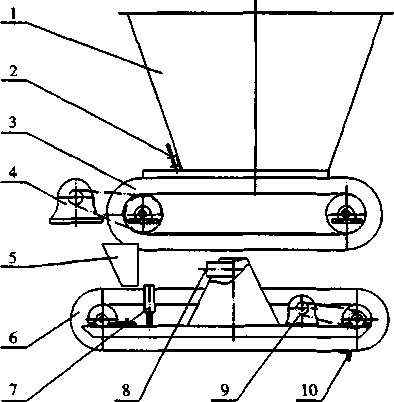
1.料仓2.料仓插门3,供料裙边皮带4.供料皮带减速机5,进料漏斗6,称量裙边皮带7.挡带轮8,称量传感器9.称量皮带减速机10.刮料板
图1双皮带连续输送配料电子秤
2称量控制算法
称量控制器设定配料秤单位时间的供料量,除以皮带上物料运行时间,就是称量皮带的控制目标重量。在正常状态下,调整供料皮带到一定供料速度,就会使称量皮带上的物料到达目标重量。但事实上,即使供料皮带的速度不变,由于物料的流动性变化,也会引起出料量的波动,从而影响称量皮带上物料的重量变化。要根据称量皮带上实测的物料重量及时调整供料变频器的频率,改变供料速度,使称量皮带上的物料接近控制目标重量。所以,找出控制算法成为该配料秤设计的关键。
由于称量时物料在称量皮带上运行时间较短,PID算法中的积分量并非实际的物料状态,故PID算法不适合双皮带连续输送配料电子秤的称量控制要求。通过对配料秤的动态分析,以每秒为单位切割供料过程,建立数学模型,如图2,称量皮带上的物料是t时间内(t为皮带上物料运行时间)的供料量,而在t秒前的供料已经送出。在正确分析了供料过程后,提出控制算法。
该算法的控制目标是供料电机的频率。通过对称量皮带上实际物料重量与控制目标重量进行对比,实时改变供料频率,使实际物料重量与目标重量一致,从而达到设定物料供料量的目的。
设称量皮带上物料运行时间为t/s,以每秒记录一次给料频率值F,和皮带上的称量值Q,其频率总和Fc为
F=F、 (1)
式中t—物料在皮带上运行时间(s);
硏一每秒的供料频率(Hz);
F一频率总和(Hz)。
其平均频率F,为FF,== (2)
式中虬一平均频率(Hz)。
平均频率的意义是:如果按平均频率史的频率运行,则在正常运行条件下该时段皮带上的物料重量为Q值。
在给料初始阶段时的计算方法:
在给料的初始阶段,物料输送时间为几,其中n
而控制目标重量应为Qxnt
那么控制目标频率F/Hz的计算方法为
尸=知22^=_(4)Q.tnxQattxQ„v
其结果与(4)式相同,由此得出结论,在供料开始阶段与正常阶段,其目标频率的计算方法相同。
在计算出目标频率后,及时向供料变频器发出频率指令,供料皮带按新的频率供料,直至下一个计算周期。通过不间断的修正供料频率,保证称量皮带上的物料稳定到目标重量,从而保证物料按设定配料量连续供料。
由于在实际供料过程中,每秒供料量不能直接测得,只能检测到称量皮带上的物料量。在开始称量阶段,供料时间小于物料在称量皮带上的运行时间,其每秒供料量通过以下方法获得
Q= (5)
式中Q—当前一秒的供料量(kg);
Q一当前称量皮带上的物料量(kg);上一秒皮带上的物料量(屈)。
在正常称量阶段,每秒钟称量皮带上有物料送出,同时由供料皮带供料,其每秒供料量通过以下方法获得
Q=0-(如-Z) (6)
式中Q。一称量皮带送出的物料量。
将每秒供料量相加,就得到出料量。当出料量达到设定值后,停止给料皮带给料,称量皮带再运行t/s后,等称量皮带上的物料全部送出后停止,一次给料过程完成。该算法适合于不间断连续配料,也适合于分批配料(如每批配料500kg)的配料系统。
3控制线路及软件设计
连续输送配料控制部分由JH358称量控制仪、称重传感器、供料变频器、称量接触器等组成。称量皮带由接触器控制定速运行,上面安装称重传感器,传感器信号送入称量控制仪;供料皮带由变频器控制,变频器的频率由称量控制仪通过RS485设定,控制供料量。配料生产线一般有5~9个料仓,每个料仓配有独立的连续输送配料电子秤,PLC协调控制各配料秤的启动停止动作,同时控制生产线上的输送机、提升机、混料机等。触摸屏上显示生产线上各配料秤的状态、称量值、参数,并记录各料仓的配料量、总配料量,统计出每天或每班的生产量、各料仓用料量等。
我所自主研发的“JH358称量控制仪”,釆用AVR单片机ATmega32CPU、24位AD转换器CS1180、集成传感器电路、滤波电路、输入输出接口控制电路、RS485接口电路、电源电路,前面板为8位LED数码管,显示称量状态、称量值及参数值,4个按键用于修改参数和调试操作,是一款集检测、显示、控制为一体的智能控制仪表。
JH358称量控制仪使用AVRGCC编程语言,编程调试环境AVRStudio4.16,图3为控制算法部分的程序框图。
如果称量皮带上物料运行时间较短,也可以按0.5s分割计算,其算法相同。在程序中还加入缺料检测,在出现断料情况下停机报警,加料或处理料仓结拱后,再次运行。称量皮带每次运行前都进行清料置零,保证称量准确度和系统稳定。
4应用
使用此控制算法的一条年产10万吨5仓连续配料生产线和两条年产15万吨5仓连续配料生产线已经在陕西赛众科技有限公司、渭南举众科技有限公司运行投产,生产线采用5组连续配料控制秤,PLC集中控制,触摸屏显示称量实时值、统计量,已经运行1年以上,完全达到了设计要求,用户非常满意。
5结论
此控制算法简洁明了,易于编程,在实际应用中调节反应及时准确,经检测和用户长期运行考核,配料准确度达到0.2级,也验证了控制算法符合该配料秤的称量过程,准确有效。
文章来源于网络转载,侵删
 ×
×



